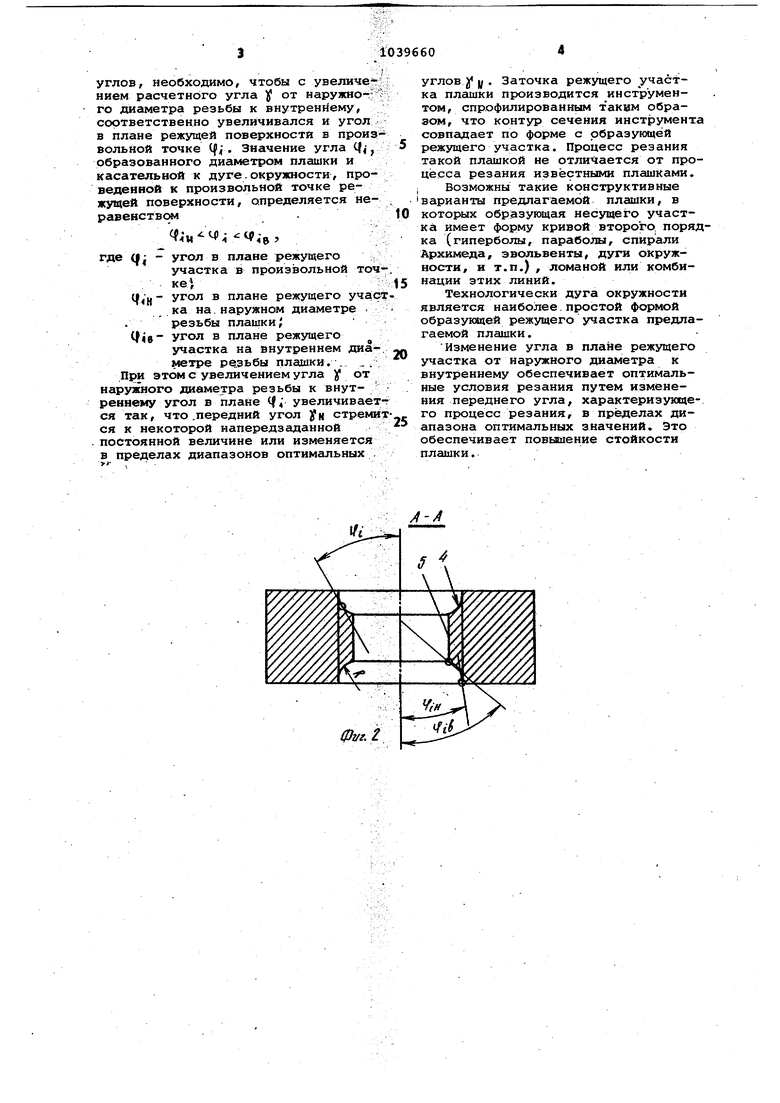
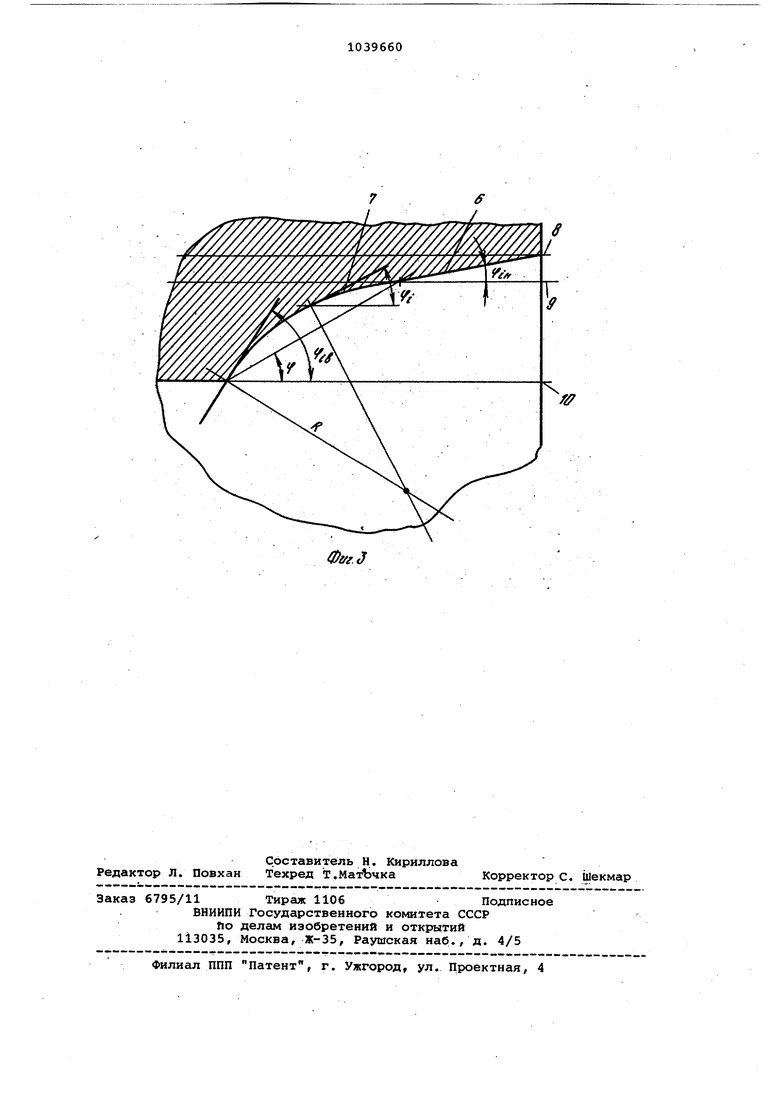
Изобретение относится к обработке металлов резанием,а именно к инструментам для нарезания резьбы. Известна плашка, содержащая рабочую часть, состоящую из режущего и калибрующего участков 1 . Режущая часть такой плашки выпол нена в виде поверхности, имеющей пр молинейную образующую. У такой плашки зависимость между передним углом УК, расматриваемым в плоскости,.перпендикулярной образующей режущего участка, и расчетным передним углам )С, измеряемым . в плоскости, перпендикулярной продольной оси плашки, выражается формулой b-4jf- sc,. где (| - угол в плане режущего участ . УГОЛ ср принят в общесоюзных стандартах равным 25-. При постоян ном для каждой конструкции плашки угле ( в приведенной формуле передНИИ угол jfv является функцией расчетного угла У. Изменение расчетного угла у от наружного К внутренне ме диаметру резьбы колеблется в пре делдх 15-35 . Например, при значени расчетного угла У на наружном диаметре, равном 15°,, его значение на внутреннем диаметре равно 35°. Соответственно, изменяется передний угол jj- . Известно, что с увеличением пер него угла JfN до определенного значения увеличивается и стойкость ин струментов. Однако дальнейшее увеличение переднегоугла приводит к уменьшению угла заострения клина инструмента, ухудшению теплоотвода и соответственно к падению стойкос ти инструмента. Так,-увеличение , переднего угла Jj ц на 5 выше оптим льного снижает стойкость инструмён та в 4-7 раз 2 . Известно Также, что в зависимос от обрабатываемого материала, оптимальный диапазон углов Vн составл л л л - П ет 10-25°. Недостатком известной плашки яв ляется то, что при прямолинейной образующей режущего участка невозможно подобрать угол в плане (f , пр котором значения угла Jщ как на наружном, так.и на внутреннем диаметре резьбы, не выходило бы за пределы диапазона оптимальных угло что приводит к снижению стойкости плашки. Целью изобретения является повы шение стойкости плашки путем .оптимального изменения переднего угла. Указанная цель достигается тем, что в плашке, содержащей рабочую часть, состоящую из режущего и калибрующего участков, образукицая ежущей части имеет криволинейную форму или ФОР.МУ кривой второго поядка, ломаной, или комбинации этих иний, или дуги окружности с радиусомR.0..Яче) . 6ih((cf4e-4iH) где R - радиус дуги окружности (j - расчетный угол в плане режущего участка} ( угол в плане режущего участка на внутреннем диаметре резьбы плашки, 4 уго- S плане режущего участка на наружном диаметре резьбы плашки; Р - шаг резьбы , 0,64р- высота резьбы. На фиг. 1 изображена плашкаj общий вид/ на фиг. 2 - сечение А-А на фиг. 1, на фиг. 3 - режущий участок плашки, образующая которого имеет форму отрезка прямой и сопряженной с ней дуги окружности. В корпусе 1 плашки выполнены стружечные отверстия 2. Плашка содержит рабочую часть 3, которая имеет режущий 4 и калибрующий .5 участки. Образующая режущего участка имеет форму отрезка прямой 6 и сопряженной с ней дугой 7 окружности с радиусом 0.64P.Sin((P-Cf.-e) . К -:г-7--- Ct&г-- / sinqi-s nCif e-cC H) где R - радиус дуги окружности; Cj - расчетный угол в плане режущего участка, ( угол в плане режущего участка на внутреннем диаметре резьбы плашки/ су,н угол в плане режущего участка на наружном диаметре резьбы плашки р - шаг резьбы, 0,64р- высота резьбы. Участок режущей поверхности, прилегающий к максимальному диаметру 8 режущего участка 4 и имекаций форму отрезка прямой/ не взаимодействует с заготовкой и в процессе резания не участвует. В связи с тем, что образуквдая режущего участка имеет форму дуги окружности, угол в njfaне режущего участка на наружном диаметре 9 резьбы плашки не равен углу в плане режущего участка на внутреннем диаметре 10 резьбы плашки Из известной формулы ц .c(7S(f следует, что для сохранения угла у в пределах диапазонов оптимальных углов, необходимо, чтобы с увеличением расчетного угла У от наружно-го диаметра резьбы к внутреннему, сортветственно увеличивался и угол в плане режущей поверхности в произ вольной точке Ц. Значение угла C|j образованного диаметром плашки и касательной к дуге.окружности, проведенной к произвольной точке режущей поверхности, определяется неравенстве), где (|j - угол в плане режущего участка в произвольной точ ке| С14и - угол в плане режущего учас ка на, наружном диаметре . . резьбы плашки/ Cfie угол в плане режущего участка на внутреннем диаметре плашки. . .. При этом с увеличением угла У от наружного диаметра резьбы к внутреннему угол в плане Cf, увеличивает ся так, что .передний угол Ун стреми ся к некоторой напередзаданной . постоянной величине или изменяется в пределах диапазонов оптимальных углов у у . Заточка режущего участ-ка плашки производится инструментом, спрофилированным таким образом, что контур сечения инструмента совпсщает по форме с образующей режущего участка. Процесс резания такой плашкой не отли 1ается от процесса резания известными плашками. Возможны такие конструктивные варианты предлагаемой плашки, в которых образующая несущего участка имеет форму кривой второго, порядка (гиперболы, параболы, спирали Архимеда, эвольвенты, дуги окружности, и т.п.) , ломаной или комбинации этих линий. Технологически дуга окружности является наиболее.простой формой образуквдей режущего участка предлагаемой плашки. Изменение угла в плане режущего участка от наружного диаметра к внутреннему обеспечивает оптимальные условия резания путем изменения переднего угла, характеризующего процесс резания, в пределах диапазона оптимальных значений. Это обеспечивает повьииение стойкости плашки.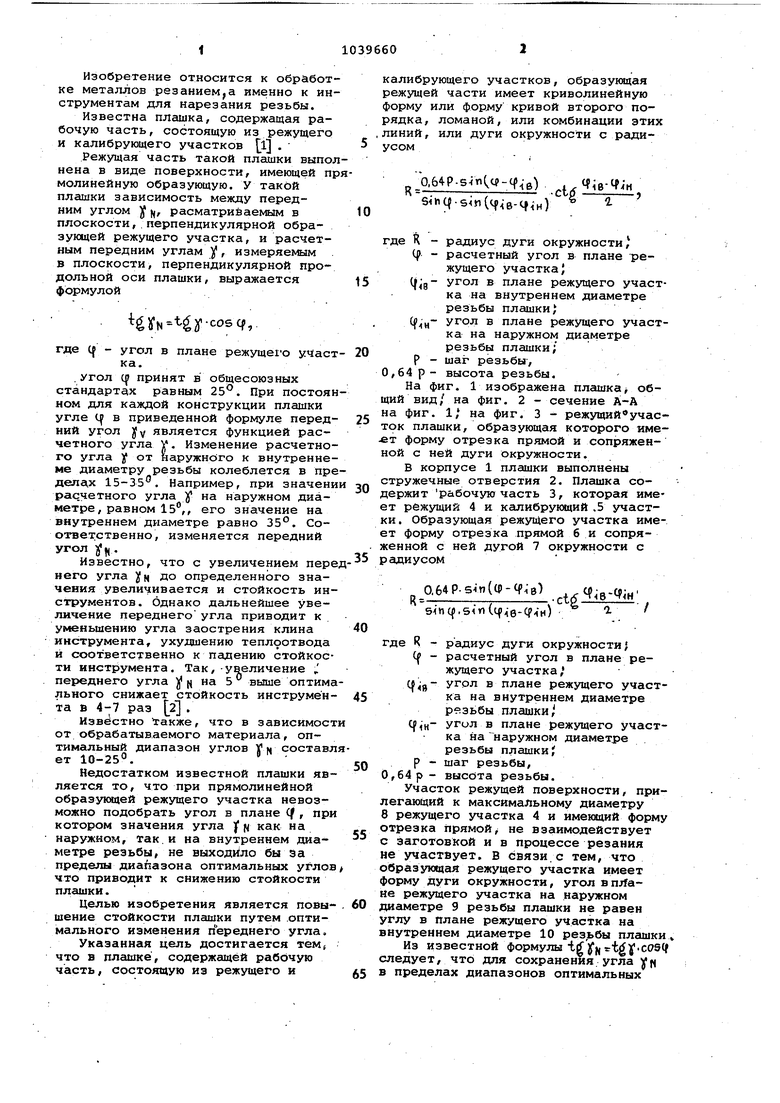
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглая плашка и способ ее изготовления | 1979 |
|
SU841824A1 |
| Плашка | 1985 |
|
SU1733207A1 |
| Буровой резец, корпус бурового резца и твердосплавная пластина бурового резца | 2022 |
|
RU2809269C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2416498C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| ПОРОДОРАЗРУШАЮЩИЙ ЭЛЕМЕНТ РЕЖУЩЕГО И РЕЖУЩЕ-СКАЛЫВАЮЩЕГО ТИПА | 2019 |
|
RU2723779C1 |
| Плашка | 1979 |
|
SU808224A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
1. ПЛАШКА, содержащая рабочую часть, состоящую из режущего и калибрукнцего участков, о т л и- чающаяся тем, что, с целью повЕЛиения стойкости плашки путем оптимального изменения переднего угла, образующая режущего участка имеет криволинейную форму. 2.Плашка по п. 1, oтличaю щ а я с я тем, что образующая режущего участка имеет форму кривой второго порядка, ломаной или комбинации этих линий. , 3.Плашка по пп. 1 и 2, о т л и ча ющ а я с я тем, что образующая режущего участка имеет форму дуги окружности с радиусом 0.64P.6Jn(() . . .Sin(Cf:ie.) а где R - радиус дуги окружности , Ср г расчетный угол в плане режуг щего участка 5, le угол в плане режущего участш ка на внутреннем диаметререзьбы плашки/ 4-14 угол в плане режущего участка на наружном диаметре резь бы ппааакк, р - шаг резьбы/.g 0,64 Р высота резьбы.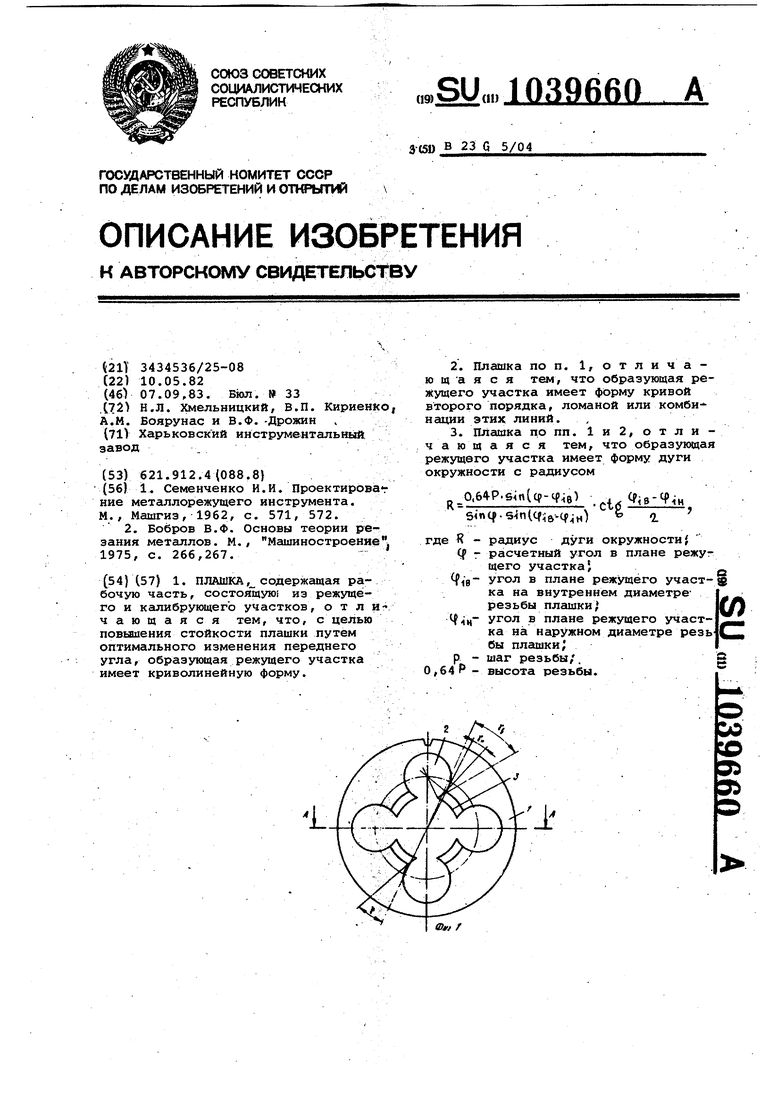
yf.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И.И | |||
| Проектироват ние металлорежущего инструмента | |||
| М., Машгиэ, 1962, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1923 |
|
SU571A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бобров В.Ф | |||
| Основы теории резания металлов | |||
| М., Машиностроение 1975, с | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
