1
Изобретение относится к металлообработке, а именно к нарезанию резьбы круглыми плашками.
Известна круглая плашка со стружечными отверстиями, образующими положительный передний угол Tl.
Недостатком этих плашек является то, что передние углы, образованные пересечением стружечных отверстий с режущими перьями, выбраны из условий благоприятной калибровки резьбы. Вследствие этого расположенные на режущих перьях плашки калибрующие зубь работают в сложных условиях, что приводит к их интенсивному износу и не исключает возможности срыва резьбы, нарезаемой плашкой.
ЦбЛь изобретения - повышение стойкости плашки и качества резьбы.
Для достижения поставленной цели в плашке выполнены дойолнительные стружечные отверстия с отрицательным передним углом, чередующиеся с отвер тиями, образующими положительный передний угол.
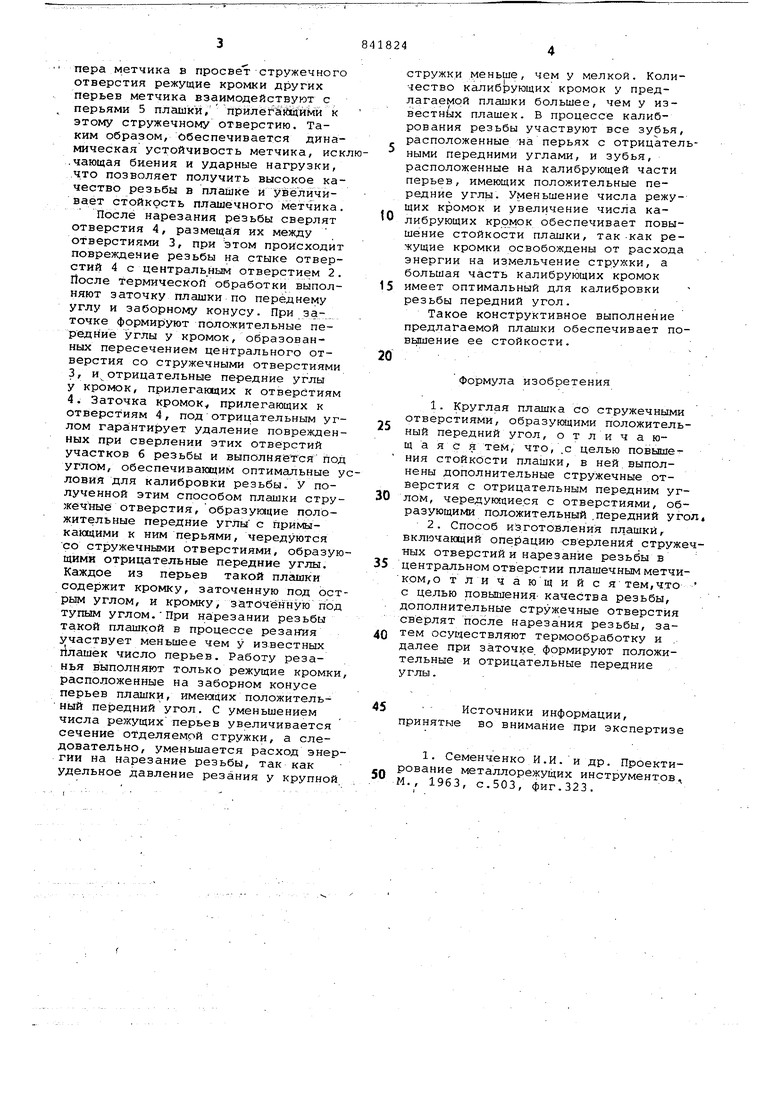
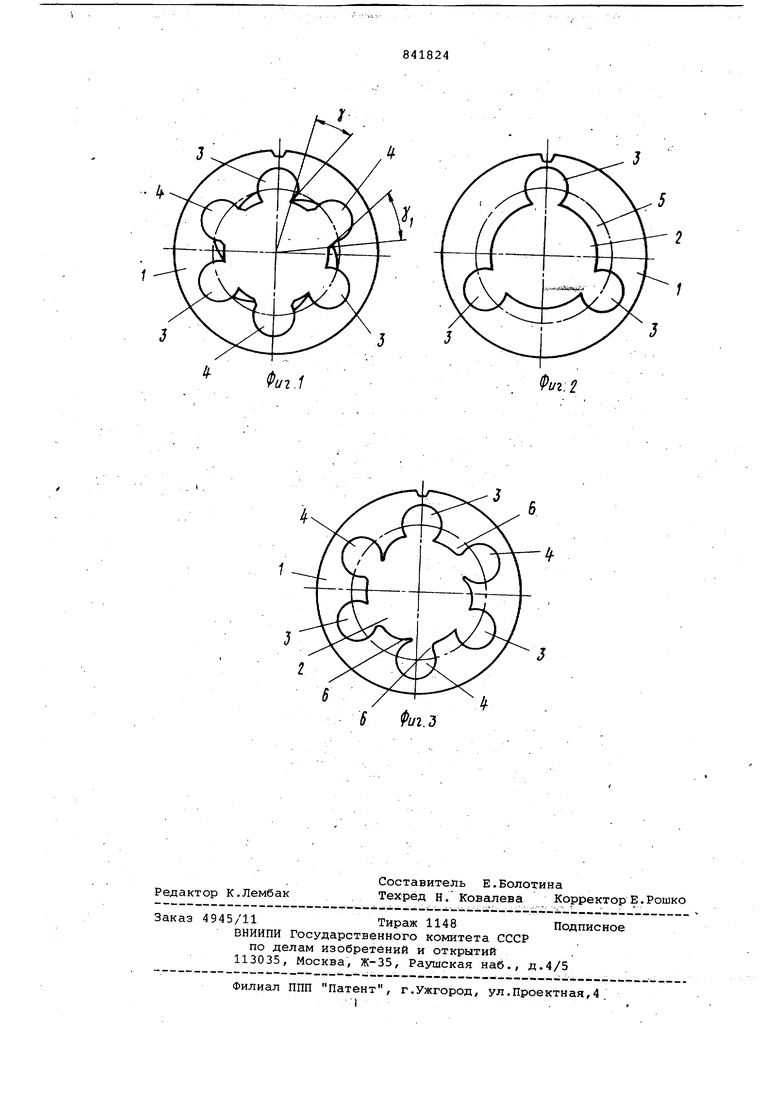
Способ изготовления этой плашки включает операцию сверления стружечных отверстий, затем нарезание резьбы .в центральном отверстии плашечным метчиком, после этого изготовление дополнительных ст ужечных отверстий, а далее термообработку и после нее заточку положительных и отрицательных передних углов. На фиг.1 изображена предлагаемая плашка,, общий вид; на фиг.2 - заготовка плашки перед нарезанием резьбы; на фиг.З,- заготовка плашки после изготовления всех стружечйых отверстий.
Плашка содержит корпус 1 с центральным отверстием 2 и.двумя группами стружечных отверстий 3 и 4. Стружечные отверстия 3 образуют с прилетающими к ним перьями 5 положительные передние углы jr , а отверстия 4 - отрицательные передние углы Т . Поврежденные участки 6 резьбы образуJTCя после высверливания отверстий 4.
Плашку изготовляют следующим образом.
Вначале сверлят стружечные отверстия 3, после чего нарезают плашечным метчиком резьбу в центральном отверстии 2 плашки. Стружечные отверстия 3 размещены друг относительно друга так-, ЧТОдлина дуги между соседними отверстиями больше, чем длина дуги между режущими
кромками перьев метчика. При выходе
пера метчика в просвет стружечного отверстия режущие кромки других перьев метчика взаимодействуют с перьями 5 плашки/ прилёГаШймй к этому стружечному отверстию. Таким образом. Обеспечивается динамическая устойчивость метчика, искл.чающая биения и ударные нагрузки, что позволяет получить высокое качество резьбы в плашке и увеличивает стойкость плашёчного метчика. После нарезания резьбы сверлят отверстия 4, размещая их между отверстиями 3, при этом происходит повреждение резьбы на стыке отверстий 4 с центральным отверстием 2. После термической обработки выполняют заточку плашки по переднему
углу и заборному конусу. При заточке формируют положительные передние углы у кромок, образованных пересечением центрального отверстия со стружечными отверстиями
3,и отрицательные передние углы
у кромок, прилегающих к отверстиям
4.Заточка кромок, прилегающих к отверстиям 4, под отрицательным углом гарантирует удаление поврежденных при сверлении этих отверстий участков 6 резьбы и выполняется под углом, обеспечивающим оптимальные уловия для калибровки резьбы. У полученной этим способом плашки стружечные отверстия, образующие положительные передние углы с прилфлкающими к ним перьями, чередуются
со стружечными отверстиями, образующими отрицательные передние углы. Каждое из перьев такой плгипки содержит кромку, заточенную под острым углом, и кромку, заточённую под тупым углом.При нарезании резьбы такой плашкой в процессе резания участвует меньшее чем у известных йлашек число перьев. Работу резанья выполняют только режущие кромки расположенные на заборном конусе перьев плашки, имеющих положительный передний угол. С уменьшением числа режущих перьев увеличивается сечение отделяемой стружки, а следовательно, уменьшается расход энергии на нарезание резьбы, так как удельное давление резания у крупной
стружки меньше, чем у мелкой. Количество калибрующих кромок у предлагаемой плашки большее, чем у изBecTHfcax плашек. В процессе калибрования резьбы участвуют все зубья, расположенные на перьях с отрицателными передними углами, и зубья, расположенные на калибрующей части перьев, имеющих положительные передние углы. Уменьшение числа режущих кромок и увеличение числа калибрующих кромок обеспечивает повышение стойкости плашки, так-как режущие кромки освобождены от расхода энергии на измельчение струх ки, а большая часть калибрующих кромок имеет оптимальный для калибровки резьбы передний угол.
Такое конструктивное выполнение предлагаемой плашки обеспечивает повышение ее стойкости.
Формула изобретения
1.Круглая плашка со стружечными отверстиями, образукщими положительный передний угол, отличающаяся тем, что, .с целью повышения стойкости плашки, в ней.выполнены дополнительные стружечные отверстия с отрицательным передним углом, чередующиеся с отверстиями, образующими положительный .передний уго
2.Способ изготовления плашки, включающий операцию сверлений струженых отверстий и нарезание резьбы в центральном отверстии плашечным метчиком,о тличающийс ятем,что с целью повышения- качества резьбы, дополнительные стружечные отверстия сверлят после нарезания резьбы, затем осуществляют термообработку и , далее при заточке формируют положительные и отрицательные передние углы.
45 Источники информации,
принятые во внимание при экспертизе
1. Семенченко И.И. и др. Проекти я рование металлорежущих инструментов, . М., 1963, с.503, фиг.323.
Фиг: 2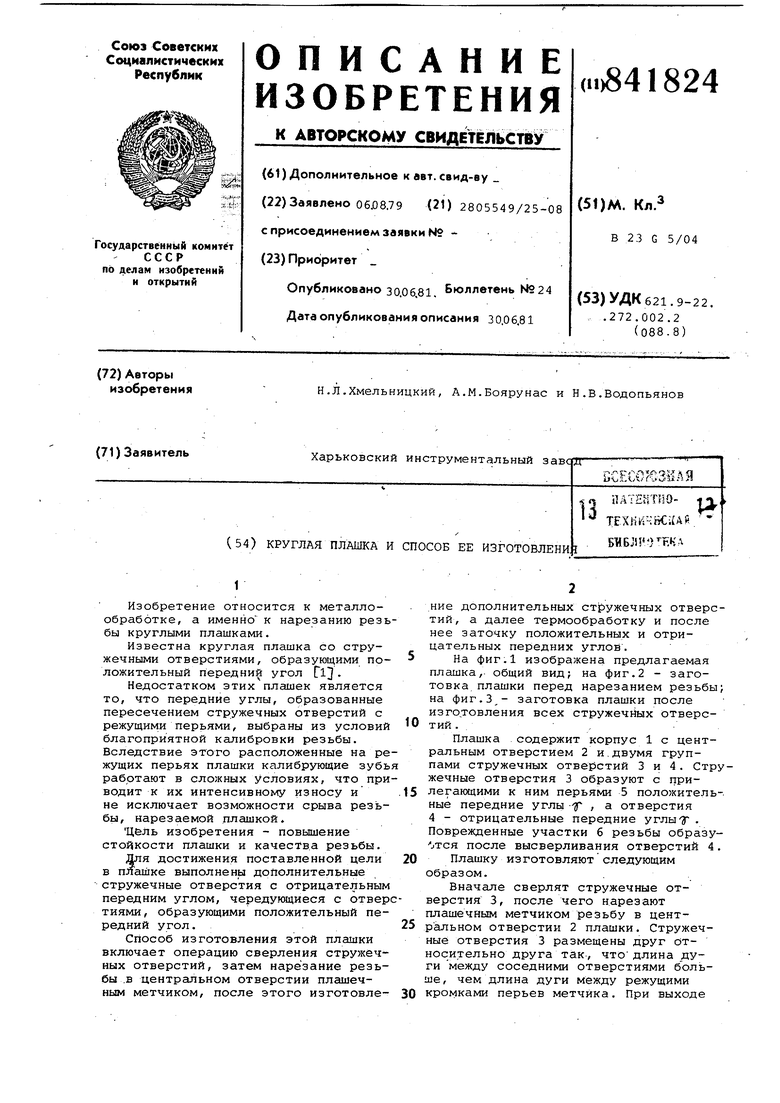
| название | год | авторы | номер документа |
|---|---|---|---|
| Плашка | 1979 |
|
SU844174A1 |
| Способ электрохимической обработки резьбовых поверхностей | 1985 |
|
SU1340954A1 |
| Метчик | 1980 |
|
SU975269A1 |
| Плашка | 1979 |
|
SU808224A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| МЕТЧИК ДЛЯ ОЧИСТКИ И КАЛИБРОВКИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 2004 |
|
RU2261783C1 |
| Метчик | 1989 |
|
SU1763113A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 2010 |
|
RU2415737C1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
S Риг.З
