Изобретение относится к пайке, в частности к устройствам для автоматического управления процессом нагрева по изменению интегрального коэффициента излучения материала деталей и припоя, и может быть использовано в машиностроении, электронной промышленности.
Одним из основных факторов, обеспечивающих качество паяных соединений, является соблюдение режима пайки: определенная скорость нагрева на участке до момента расплавления припоя, точная фиксация момента достижения деталями температуры расплавления припоя, определенная выдержка при температуре пайки, определенная скорость охлаждения. Существенно важным этапом управления процессом пайки является выработка сигнала об окончании нагрева припоя
Известно устройство для получения сигнала о достижении температуры плавления припоя, содержсццее керамическую лодочку с токоподводами и ленту припоя, соединяющую токоподводы l ..
Недостатками описанного устройства являются необходимость замены ленты припоя после Каждой пайки и различие условий нагрева припоя в изделии и припоя в датчике.
Наиболее близкой по технической сущности к изобретению является система автоматического управления процессом пайки, содержащая оптический канал, приемник излучения с нерегулируемой диафрагмой и усилитель постоянного тока,- образующие канал измерения теплового потока, и исполнительное устройство регулирования нагрева.
Согласно указанной системы сигна об окончании нагрева припоя-получают путем дифференцирования предварительно усиленного первичного элекрического сигнала, получаемого преобразованием части потока энергии, излучаемой припоем в зоне пайки, пр помощи оптического датчика 2 .
Указнное устройство основано на том, что при достижении припоем темпертуры плавления происходит изменение его интегрального коэффициента излуче ния,которое приводит к изменению пер вичного сигнала.В результате этого изменения на дифференцирующей цепочке вырабатывается в виде единичного импульса сигнал об окончании нагрева припоя, используемой для управления исполнительным блоком, разрывающим цепь питания нагревателя.
Недостатком протот.ипа является его невысокая надежность вследствие того, что появлениесигнала от момента расплавления припоя может явиться следствием причин случайного характера, не связанных с процессом нагрева припоя. Такими причинами могут быть загрязнение окна колпака электропечи шти защитного окна оптического канала в производственных условиях,не предусмотренные изменения в, режиме нагрева электропечи, колебания напряжения-в цепи питания нагревателя, изменения в подаче защитной атмосферы и т.д. Кроме того, невозможно осуществить автоматическое поддержание заданного температурного режима работы печи,- например определенной скорости нагрева и охлаждения деталей, выдержки при температуре расплавления припоя и т.д. При этом отсутствие преобразовательного канала, дающего информацию о температуре детали, приводит к низкой надежности процесса -пайки деталей, к снижению качества паяных соединений из-за отклонений от температурного режима обработки деталей.
Цель изобретения - повышениенадежности управления процессом пайки.
Поставленная цель достигает гя тем, что система автоматического управления процессом пайки, содержащая оптический канал, приемник излучения с нерегулируемой диафрагмой и усилитель постоянного тока, образующие канал измерения теплового потока, и исполнительное устройство регулирования нагрева, снабжена программным устройством, линеаризуьяцим устройством и дополнительным приемником излучения с регулируемой диафрагмой и усилителем с постоянным коэффициентом усиления, причем к последнему подключены встречно выходы от обоих приемников излучения, образуя канал измерения теплового контраста, в канал измерения теплового потока после усилителя введено линеаризукчцее устройство, а выходы обоих каналов подсоединены к исполнительному устройству через программное устройство.
На чертеже приведена функциональная схема системы автоматического управления процессом пайки.
Схема включает паяемую деталь 1, припой 2, нерегулируемую диафрагму 3, интегральный приемник 4 излучения детали, усилитель 5 постоянного тока (УПТ), линеаризующее устройство
6,например логарифмический преобразователь , регулируемую диафрагму
7,интегральный приемник 8 излучения прицоя, усилитель 9 с постоянным коэффициентом усиления, оптический канал 10, например линзовый, программное устройство 11, пропорциональноинтегральный дифференциальный (ПИД) регулятор 12, усилитель 13 мощности, нагреватель 14 паяемой детали, колпаковая водородная печь 15 для пайки деталей, входное окно 16 печи. Система автоматического управле ния процессом пайки содерхсит один оптический, например линзовый, канал 10, каналы 3-6 измерения тепло вого потока от паяемой детали и ка налы 7-9 теплового контраста между деталью и припоем. Интегральными приемниками 4 и 8 излучения могут быть любые быстродействующие (постоянная времени их неможет быть больше времени расплавления припоя, составляющего 0,1 с) тепловые преобразователи. Усилитель 9 представляет собой, например, устройства, работающие на принципе модуляция -,усиление демодуляция импульсной последовательности квазипостоянного напряже ния, со строго постоянным коэффици том усиления и гальванической развязкой между входом -и выходом. Линеаризирующее устройство 6 представляет собой, например, лога рифмический преобразователь входг ной величины, ПЕюпорциональной Т , где Т - абсолютная температура дета ли, либо устройство, -позволяющее преобразовать например, извлекать корень четвертой степени) Т в вел чину, пропорциональную температуре Программное устройство 11 терми ческих процессов в водородной печи позволяет задать четыре участка: I - выполняетсу команда Подъем температуры (скорость нагрева 1050 град/мин ; Ц - выполняется команда Подъем температуры (скорост нагрева 1-10 град/мин), Ш - выполняется команда Время выдержки (от 0-1000 мин); 1У - выполняется кома да Снижение температуры (скорость охлаждении от 1-20 град/мин). Переключение программного устройства с одного участка программы на другой происходит автоматически при достижении температуры объекта, рав ной пороговому значению температуры (между участками 1 -II, от аоявл ния сигнала из канала измерения теплового контраста, соответствующего моменту расплавления припоя (между участками 11 - Ш) и по истече НИИ времени выдержки { между участками III-1у} . Программное устройство может быт выполнено из блока режима обработки поступающих из каналов сигналов, блока управления шаговым двигателем коммутатора фаз шагового двигателя блока вьодёржки времени, декадного делителя и блока питания. , ПИД-регу лятор 12 может состоять из усилителя; сигнала рассогласования, промежуточного усилителя, ПИД-звена. На усилитель сигнала рас согласования подается два сигнала: один сигнсГл, соответствующий задан.ной программе от многооборотного потенциометра, а другой - пропорциональный температуре детали, из канала измерения температуры. Эти два сигнала сравниваются, при их равенстве на выходе усилителя рассогласования выходное напряжение равно нулю. Промежуточный усилитель осуществляет усиление сигнала рассогласования. Чем больше его коэффициент усиления, тем больше точность работы системы слежения. Усилитель 13 мощности нагрева представляет собой безынерционное устройство, например тиристорный или магнитный усилитель, который управляется аналоговым сигналом. Система работает следующим обра.зом. После загрузки в водородную печь партии паяемых деталей герметично закривают колпак этой печи, продувают ее азотом, водородом и-поджигают факел в соответствий с технологической картой. Включают водяное охлаждение и производят настройку программы на требуемый технологический процесс. Например, на программном устройстве 11 набирают: скогрость нагрева на 1 участке 30 град/мин; скорость нагрева на;11 участке 10- град/мин; время выдержки 2 мин; -скорость охлаждения 10 град/мин до 400с, после чего выключают печь. Затем с помощью оптического канала выбирают необходимый участок припоя на детали и наводят два канала таким образсял, чтобы .излучение от припоя 2 попадало на приемник 8 с регулируемой диафрагмой 7, а приемник 4 излучения детали фиксировал излучение от детали 1 через нерегулируемую диафрагму 3. С помощью регулируемой диафрагмы 7 добиваются полной компенсации сигналов от двух приемников 4 и 8, что означает равенство нулю напряжения на входе усилителя 9 с постоянным ;Коэффициентом усиления. Наличие регулируемой диафрагмы позволяет выравт нять тепловые потоки от детали и припоя при любой температуре, ниже температуры расплавления припоя, когда происходит резкое изменение значения интегрального коэффициента излучения припоя. Сигнал рассогласования, соответствующий разности тепловых потоков от детали 1 и припоя 2, которая возникает в момент фазового перехода припоя 2 из твердого состояния в жидкое, свгдртельствует о моменте расплавления припоя и используется в программном устройстве 11 для автоматического переключения программы с IT участка на ИГ, т.е. от нагрева к вьдержке. Канал измерения теплового потока обеспечивает переключение программного устройства 11 с Т участка на 11-й и выключение печи после IV участ ка. Кроме того, по этому кандлу про исходит слежение за заданньтм темпом нагрена и охлаждения. Следящая сист ма программного устройства 11 обеспечивает слежение температуры объек за опорным напряжением на многооборотном -потенциометре, который приво дится в движение шаговым двигателем В зависимости от скорости вращения шагового двигателя изменяется скорость подъема или снижение температ ры объекта. Скорость изменения темп ратуЕИ устанавливается отдельным по тенциометром. После усиления напряжения V с пр емника 4 излуче ния детали в УПТ 5 оно с помощью преобразователя б, например логарифмического, преобразуется к виду tnv en(e, - постоянная Стефана-Больцма - коэффициент излучения детали ; Т - абсолютная температура. Это позволяет линейно по темпера туре проградуировать шкалу показывающего температуру прибора и с помощью MHorooeopOTHcJi-o линейного потенциометра очень просто следить и задавать скорость ее изменения. Однако канал измерения теплового потока нельзя считать каналом измерения абсолютной температуры детали, а тем более припоя, так как абсолютное значение коэффициента излучения детали из конкретного материала не известно и его трудно очно измерить. По этой же причине этот канал нельзя использовать для точного определения температуры расплавления: припоя, так как отклонение температуры детали от ее истинного значения может составлять 50с. Однако наличие такого канала позволяет уверенно следить за скоростью изменения температуры объекта и управлять темпом нагрева и охлаждения детали с помощью программного устройства 11, ПИД-регулятора 12 и безынерционного усилителя 13 мощности нагрева. При любых отклонениях скорости изменения температуры детали от заданной мощность, подаваемая на нагреватель 14, изменяется, осуществляя тем самым обратную связь в системе управления процессом пайки. Для повышения помехоустойчивости управления ПИД-регулятор вьаделяет из всего спектра сигналов импульсы, Д:пительность которых не меньше заданной, и не пропускает импульсы, длительность которых более заданной длительности процесса расплавления припоя (,1 с) . Предлагаемая система позволяет в два раза увеличить надежность управления процессом пайки, так как устраняет влияние на этот процесс таких факторов, как загрязнение окон электропечи и оптических элементов системы управления, изменение температурного режима печи, отклонение от режима водяного охлаждения, подачи водорода, различных электрических помех, и позволяет полностью автоматизировать процесс пайки.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ ИНДУКЦИОННОЙ ПАЙКИ | 1998 |
|
RU2132262C1 |
| Способ контроля процесса пайки | 1989 |
|
SU1773616A1 |
| Способ автоматического управления процессом пайки | 1988 |
|
SU1611621A1 |
| СПОСОБ ПАЙКИ СВЕТОВЫМ ЛУЧОМ | 1995 |
|
RU2082570C1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА СКАНИРУЮЩИМ ЭЛЕКТРОННЫМ ЛУЧОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2355526C2 |
| Способ автоматического управления нагревом при пайке | 1990 |
|
SU1776506A1 |
| Способ изготовления смесительной головки камеры сгорания жидкостного ракетного двигателя (ЖРД) | 2019 |
|
RU2731688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2317184C2 |
| Флюс для пайки легированных сталей в эндогазе | 1990 |
|
SU1763136A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1996 |
|
RU2101148C1 |
СИСТЕМА АВТОМАТИЧЕСКОГО 5Т1РАВЛЕНИЯ ПРОЦЕССОМ ПАЙКИ, содержащая оптический канал, приемник излучения ё. нерегулируемой диафрагмой и усилитель- постоянного тока. ;образующие канал измерения теплового потока, и исполнительное устройство регулирования нагрева, отличающаяся тем, что, с целью повышения надежности управления процессом пайки, она снабжена программным устройством, линеариэуннцим устройством и дополнительным приемником излучения с регулируемой диафрагмой и усилителем с постоянным коэффициентом усиления, причем к последнему подключены встречно выходы от обоих приемников излучения, образуя канал измерения теплового контраста, в канал измерения теплового потока после усилителя введено линеаризующее устройство, а выходы обоих каналов подсоединены (Л С к исполнительному устройству через программное устройство.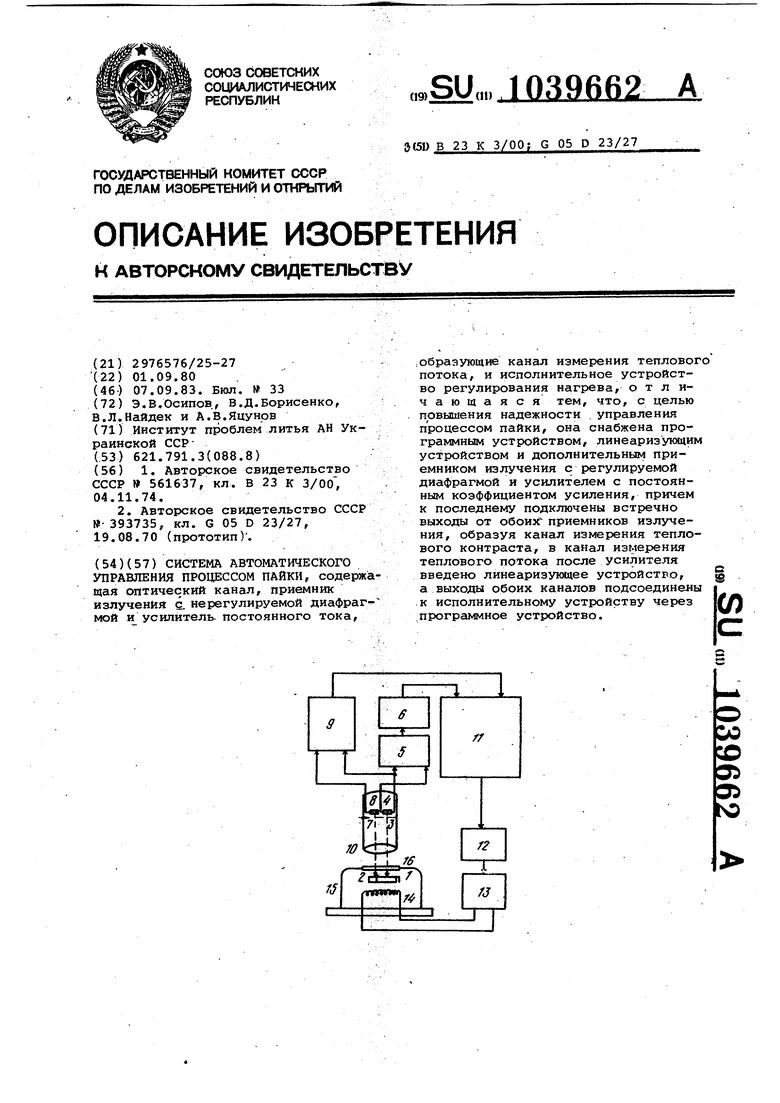
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Датчик контроля момента расплавления припоя | 1974 |
|
SU561637A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Е393735?'•;,'. ЯМ. Кл. G 05d 23/27В 23k 9/10УДК 621.791.36. .03(088.8) | 0 |
|
SU393735A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
