Г,
(Л
00 (Г)
оо
Изобретение относится к устройствам для опрессовки предварительно сформованных заготовок из слоистых материалов вакуумным или автоклавным способами и может быть использовано в области общего машиностроения и др.
Известно устройство формования заготовок из слоистых материалов, включающее оправку и охватывающую заготовку силовую рубашку, образованную намотанной на заготовку с натяжением внахлест лентой из термоусаживающегося материала 1.
Однако это устройство имеет ограниченную область применения и не пригодно для формования деталей, имеющих форму типа прямой призмы.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для вакуум-автоклавного формования изделий из композиционных материалов, содержащее оправку, разьемную цулагу, охватывающую заготовку изделия дренажную прокладку и герметичный мещок, соединенный с вакуумной системой 2.
При использовании известного устройства для вакуум-автоклавного формования изделий из слоистых пластиков с формой типа прямой призмы, в зависимости от места разьема цулаг на отформованной детали остаются дефекты, т.е. на плоских гранях призмы образуются риски и участки напряженной структуры пластика в зоне рисок, что приводит к снижению прочности, а по углам контура в зонах разъема на детали образуются складки, приводящие к искажению геометрической формы и рыхлая непропрессованная и напряженная структура.
Целью изобретения является повышение точности геометрических размеров и обеспечение расчетной прочности изделия типа прямой призмы.
Поставленная цель достигается тем, что устройство для вакуум-автоклавного формования изделий, содержащее оправку, разъ. емную плоскую цулагу, охватывающую заготовку изделия дренажную прокладку и герметичный мешок, соединенный с вакуумной системой, снабжено силовой рубашкой, образованной намотанной на цулагу с натяжением лентой из термоусаживающегося материала при ширине цулаги ej
Bi-2r,-iej 4Bi-rj, где Bj - размер стороны изделия;
Г} - радиусы скругления углов между сторонами изделия.
На чертеже показано устройство, поперечный разрез.
Устройство для вакуум-автоклавного формования состоит из оправки 1 плоских пластин цулаги 2, установленных на заготовку изделия 3, лавсановой ленты 4, намотанной
по всей длине заготовки с натяжением внахлест, дренажной прокладки 5, герметичного .мешка 6, соединенного с вакуумной системой.
Цулага представляет собой набор пластин, по числу сторон многогранника, край цулаги, соприкасающийся с лавсановой лентой обрабатывают на «ус по всей длине, размер пластин по щирине подбирают 0 опытным путем, причем B5-2ri ej Si-n,
где- Вгразмер стороны изделия; б} - ширина цулаги; rj - радиусы скругления углов между сторонами изделия.
В качестве дренажной прослойки используют стеклоткань, герметичный мешок изготавливают из вакуум-плотного материала, например резины, прорезиненных тканей или синтетических термостойких пленок.
0 , В качестве термоусаживающегося слоя используют любой прочный термоусаживающийся материал, например лавсановую ленту.
Устройство работает следующим образом.
Для изготовления деталей из стекло- и углепластиков на оправку 1 и цулагу 2 наносят антиадгезионные термостойкое покрытие, затем на оправку наматывают или выкладывают слои препрега на основе терQ мореактивного связующего, например, эпоксиноволачного и стекло- или углеродного наполнителя (волбкон, лент, тканей), которые образуют заготовку изделия 3. Затем на зоготовку 3 устанавливают пластины цулаги 2 и наматывают с натяжением внахлест лавсановую ленту 4 по всей длине заготовки.
На собранный пакет наматывают с технологическими припусками по краям заготовки 5-6 слоев стеклоткани, т.е. дренажный слой 5, и помещают его в мешок
из вакуум-плотного материала, который герметизируют и соединяют с вакуумной системой. Для проведения режима вакуум-автоклавного формования устройство вместе с заготовкой помещают в термошкаф
5 или автоклав. Нод герметичной оболочкой создают вакуум, поднимают температуру и, в случае формования изделия в автоклаве, нагнетают в- камеру автоклава рабочую газовую среду, создающую необходимое давление формования. Лавсановая
0 лента при нагревании дает усадку за счет выбранного размера щирины цулаги плот- но, практически без зазоров, прилегает к формующей поверхности по ее площади, не закрытой пластинами цулаги, т.е. по ребрам профиля и прилегающим к ним участкам и тем самым предотвращает образование складок рыхлой структуры, и, следовательно, искаженной геометрии на ребрах профиля во время формования. Кроме того.
3 1039730
термоусаживающиися слой, намотанныйполучить изделия типа прямой призмы (прона профиль с натяжением, создает допол-.фильные конструкции) равномерные по толнительное давление формования, что такжещине без складок и с прочностью, позвоповышает прочность профиля., ляющей использовать профили, изготовЦулага, состоящая из плоских пластин,5 ленные из углепластиков, в ответственных
и термоусаживающиися слой, позволяютдеталях тяжелонагруженных механизмов.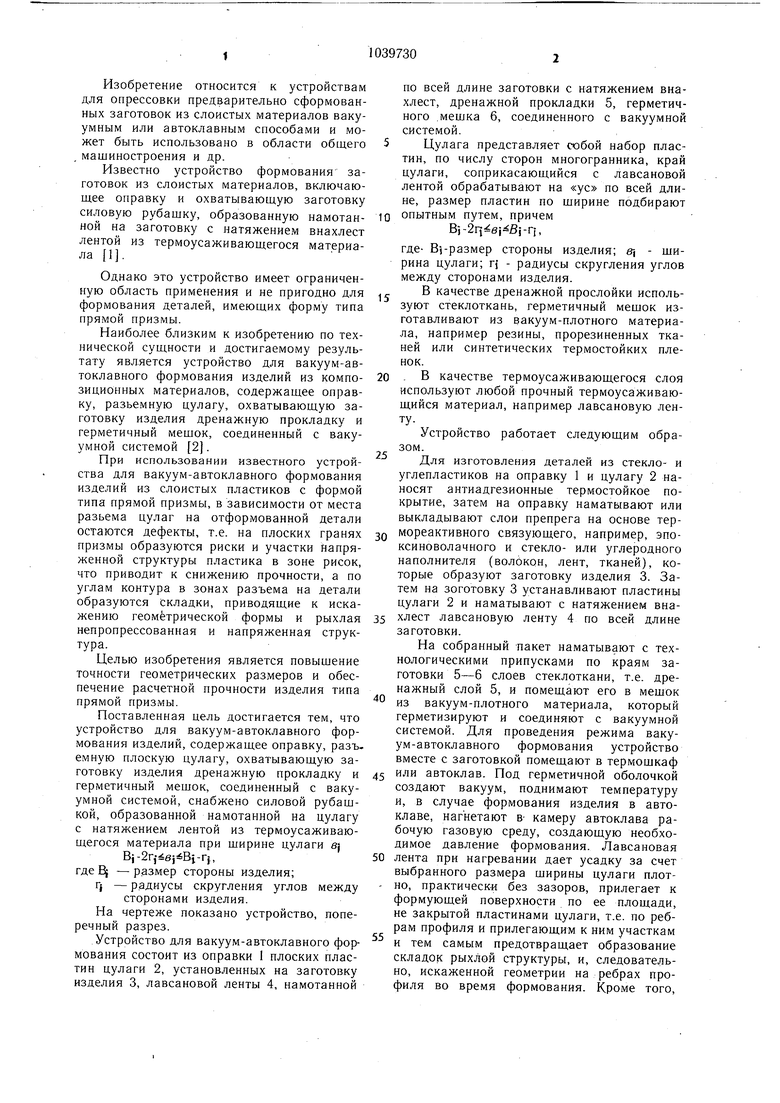
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2348526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 2019 |
|
RU2705964C1 |
| Способ изготовления формующей оснастки в виде комплекта единичных тонкостенных цулаг из полимерных композиционных материалов | 2022 |
|
RU2787625C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ФОРМОВАНИЯ АГРЕГАТОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ОСНАСТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2217309C2 |
| ДРЕНАЖНОЕ УСТРОЙСТВО ДЛЯ ВАКУУМ-АВТОКЛАВНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1990 |
|
RU2021130C1 |
| Устройство для отверждения деталей из полимерных композиционных материалов | 1983 |
|
SU1073119A1 |
| Способ изготовления слоистых изделий из полимерных композиционных материалов | 1989 |
|
SU1643162A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2286253C1 |
| Устройство для автоклавного формования однонаправленных длинномерных изделий | 1980 |
|
SU903175A1 |
УСТРОЙСТВО ДЛЯ ВАКУУМАВТОКЛАВНОГО ФОРМОВАНИЯ изделий и композиционных материалов, содержащее оправку, разъемную плоскую цулагу, охватывающую заготовку изделия дренажную прокладку и герметичный мешок, соединенный с вакуумной системой, отличающееся тем, что, с целью повышения точности геометрических размеров и обеспечения расчетной прочности изделия деталей типа прямой призмы, оно снабжено силовой рубашкой, образованной намотанной на цулагу с натяжением лентой из термоусаживающегося материала при щирине цулаги Bi-2n48i B-,-n, Bj -размер стороны изделия; Г{ - радиус скругления углов между сторонами изделия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Морган Ф | |||
| Стеклопластики, М, ИЛ, 1961, с | |||
| Деревянная повозка с кузовом, устанавливаемым на упругих дрожинах | 1920 |
|
SU248A1 |
| Энциклопедия полимеров | |||
| «Советская энциклопедия, т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ получения бумажной массы из стеблей хлопчатника | 1912 |
|
SU506A1 |
