Нзобретение является дальнейшим развитием шнструкщии станка для иаготовления гвоздей из проволоки по авт. св. 64964.
Но-вой оеобснйостыо отшснваезюго изобретения является то, что, с целью осуществления быстрой перенададки стаяка для изготовления гвоздей с одного размера на другой, од сиабжеи с:«е1нным йнстру ментальным , иаструменты которого приводятся в де1ют15ле поворотными кулажа5 и, получающими движение от ступенчатого клива, причем для центрирования провОЛОКИ в за/шосном анструменте применен уловитель.
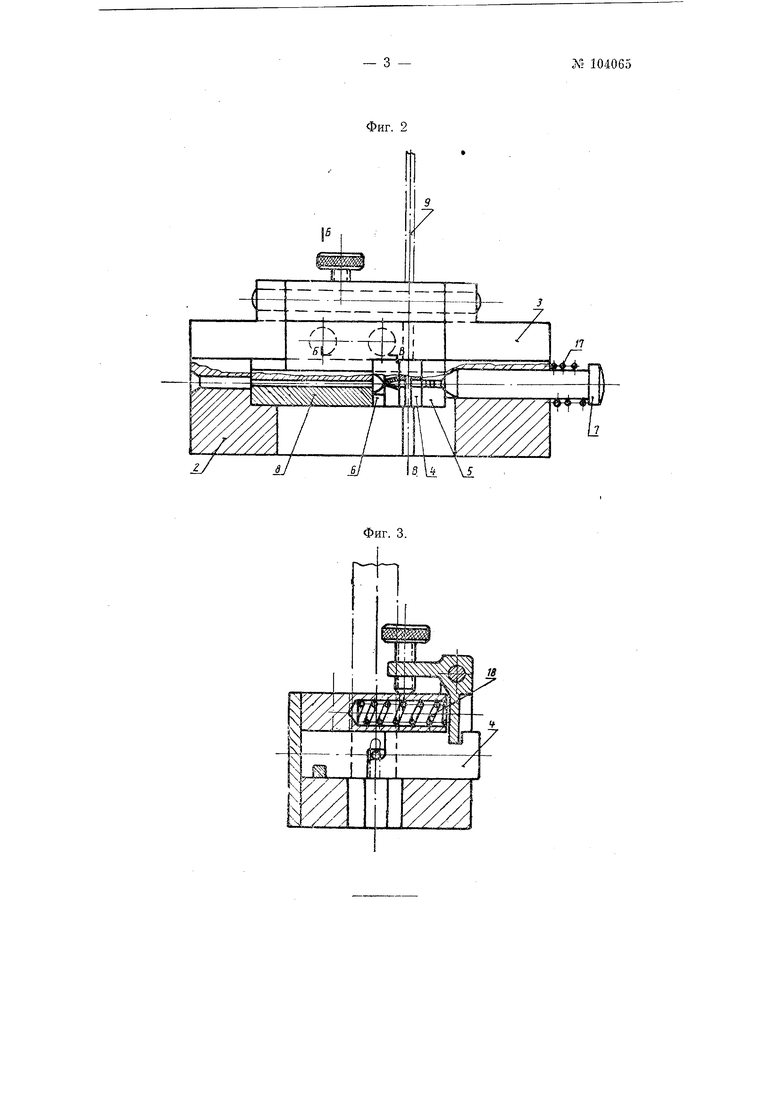
На фиг. 1 показан вид станка сверху; на фиг. 3 - разрез по А1 сагенноГО инструментального блока на фиг. Г, на фит. 3-разрез по ББ-ВВ па фнг. 2.
В углублении стоаа (1) станка закр еплея корпус (2) с крышкой (3) сменного внстру11ентально1го блока.
В корпусе находятся уловитель (4) проволоки, инструмент (5) для зажатия проволоки, инструмент (6) для о-трезш (и заострения) заготовки гво.здя, боек (7). для высадки головки гвоздя и упорная прокладка (8) для установлеяия длины гвоздя. Через крышку (3) пропущен отбойник (9), взаимодействующпй посредством рычага (10) с кулакоа (11), на«ажеиным на ступицу маховика (12). На осях (13) сидят поворотные кулаки (14) S (15), привод1Н ые в действие соот.ветственно выступами т и п ступенчатого клина (16), получающего возвратно-яостуиательное движение от коле;нтчатото вала станка.
Ясзоротньп кулак (14) приводит в действие пиструмшт для о-трезки (и заострения) затотовкл гвоздя, а поворотный кулак (15) приводит в действие уловитель (4) проволоки и инструмент для зажатия отрезапной затото ВКи перед высадкой головки гвоздя.
После высадкЕ го.товки гвоздя боек (7) ПОЙ дгйствпем пружины (17) возвращается в исходпое по.тсжсние. В такое же иоло/кенпэ иод действием иружины (18) Боз-врагцаются иисгрументы, на ходящиеся в корпусе (2).
При этом отбойник (9) вытал1кивагт гвоздь из см;енного пнструментальвого блока винз.
Пред м е т изобретения
1.Станок для изготовления гвоздей пз проволоки по авт. св. г 64964, о т л ич а 10 щ п и с я тем, что он снабжен сменным инструментальным блоком для быстрой переналадки станка с одного размера изделия на другой.
2.Стаамк по п. 1, от леи ч а ю щи йс я тем, что для ириведения в действпе цнструзюитов каЖ;Дото бло.ка пpи elнeны поворотные кулаки, получа1ои1;ие движенпе от ступенчатого клина.
3.В станке по пп. 1 и 2 применен уловитель проволокн для центрирования ее в зажимном инструменте сменяиго блока.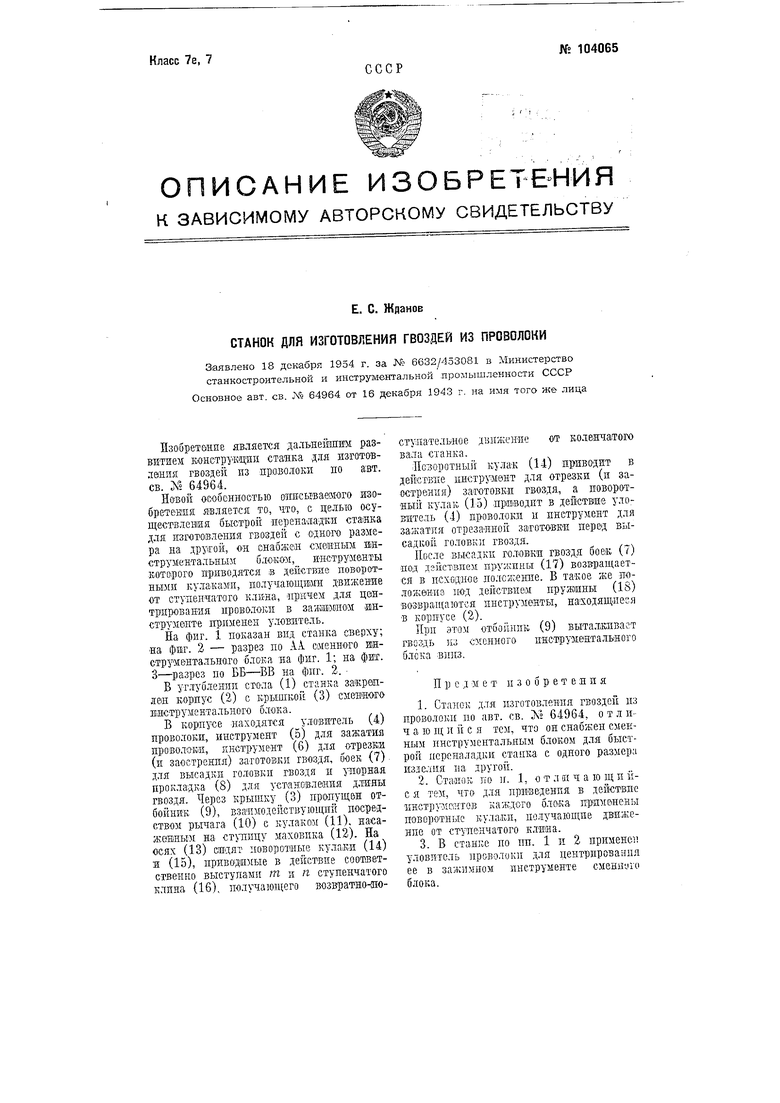
| название | год | авторы | номер документа |
|---|---|---|---|
| Приводной клин к станку для изготовления гвоздей из проволоки | 1948 |
|
SU73470A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ ИЗ ПРОВОЛОКИ | 1943 |
|
SU64964A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Гвоздильный автомат | 1959 |
|
SU126462A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| Станок дли штампования линейных шкал | 1937 |
|
SU56917A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |