2t 22 23 ,
|
:о ipl/l.f . . к ffJt
2.Автомат по п. 1, о т л и ч аю щ и и с ;Я тем, что, с целью повышения производительности, он снабжен дополнительными блоками питания, расположенными вокруг ротора по оси матриц на соответствующем количестве позиций.
3.Автомат по п.. 1, о. т ли ча ю щ и и с я тем, что механизм установки
заготовки в матрицу вьшолнен в виде огибающего ротор дугообразного челнока, на котором смонтированы подпружиненные клещи для зажима заготовки,- а
также смонтированной на станине кача ющейся кулисы и закрепленного на одном ее конце штока с дугообразной планкой, досылающей в матрицу зажатую в клещах заготовку.
4. Автомат по п. 1, отличаю щ и и с я тем, что, с целью исключения засорения проводки обсечкой от заготовок, проводка выполнена из колец, соосно установленных на расстоянии, большем размеров обсечки, и скрепленных между собой боковыми планками.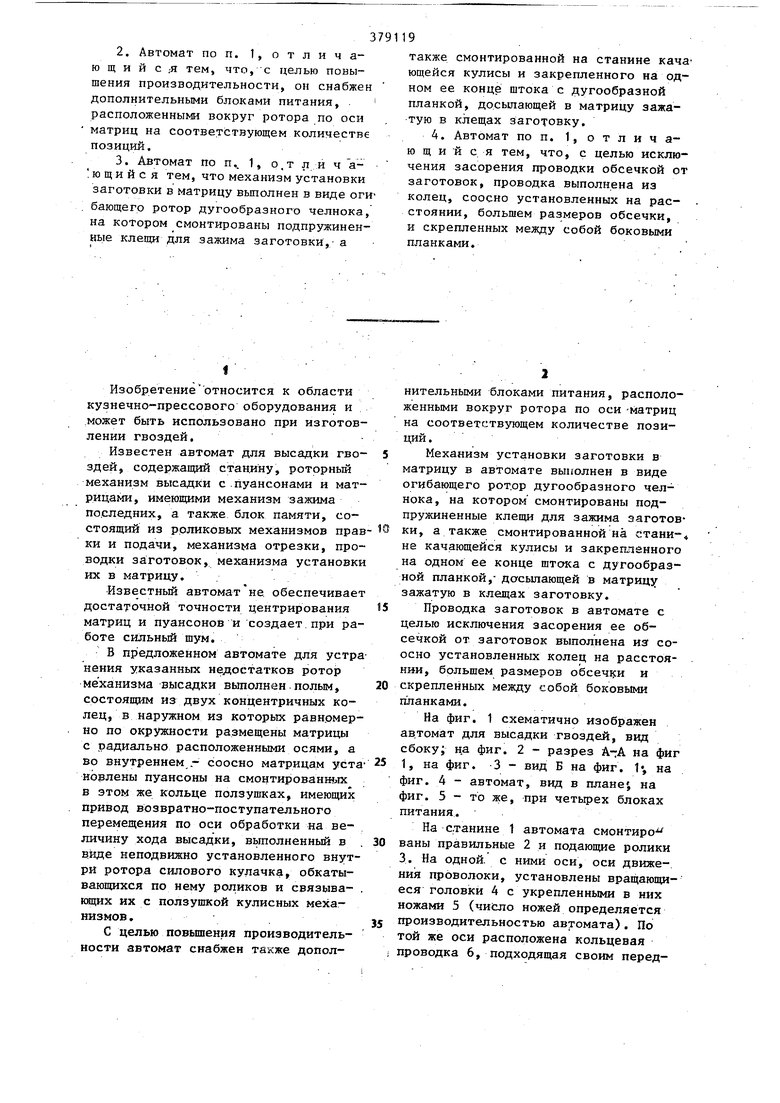
| название | год | авторы | номер документа |
|---|---|---|---|
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Автомат для изготовления гвоздей | 1975 |
|
SU742013A1 |
| Устройство переноса заготовок к многопозиционным штамповочным автоматам | 1988 |
|
SU1503969A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Автомат для высадки гвоздей из проволоки | 1972 |
|
SU476786A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Механизм зажима проволоки гвоздильного автомата | 1989 |
|
SU1717269A1 |
1. АВТОМАТ ДЛЯ ВЫСАДКИ ГВОЗДЕЙ ИЗ ПРОВОЛОКИ, содержащий стани-. ну, роторный механизм высадки.с пуансонами и матрицами, имеющими механизм зажима последних, а также блок питания, состоящий из роликовых механизмов правки', и подачи, механизма отрезки, тгроводки t заготовок, механизма установки их в матрицу, о т-л и ч а ю щ и и с я тем, что, с целью повьпиения точности центрирования матриц и пуансонов и снижения myr-ia, ротор механизма высадки выполнен полым, состоящим из -двух концентричных колец, в наружном из которых равномерно по окружности размещены Матрицы с радиально расположенными осями, а во внутреннем - соосно матрицам установлены пуансоны на смонтированных в этом же кольце пол— зушках, -имеющих привод возвратно- поступательного перемещения по оси •обработки на величину хода высадки., выполненный в виде неподвижно установленного внутри ротора силового кула— {
Изобретениеотносится к области кузнечно-прессового оборудования и может быть использовано при изготовлении гвоздей.
Известен автомат для высадки гвоздей, содержащий станину, роторньш механизм высадки с .пуансонами и матрицами, имеющими механизм зажима последних, а также блок памяти, состоящий из роликовых механизмов прав ки и подачи, механизма отрезки, проводки заготовок, механизма установки их в матрицу.
Известный автоматне обеспечивает достаточной точности центрирования матриц и пуансонов и создает.при работе сильный шум.
В предложенном автомате для устранения указанных недостатков ротор механизма высадки выполнан полым, состоящим из двух концентричных колец, в наружном из которых равномерно по окружности размещены матрицы с радиально расположенными осями, а во внутреннем - соосно матрицам уста новлены пуансоны на смонтирован1н,1Х в этом же кольце ползушках, имеющих привод возвратно-поступательного перемещения по оси обработки на величину хода высадки, выполненный в виде неподвижно установленного внутри ротора силового кулачка, обкатывающихся по нему роликов и связывакяцих их с ползушкой кулисных механизмов.
С целью повьш1ения производительности автомат снабжен также дополнительными блоками питания, расположенными вокруг ротора по оси -матриц на соответствующем количестве позиций.
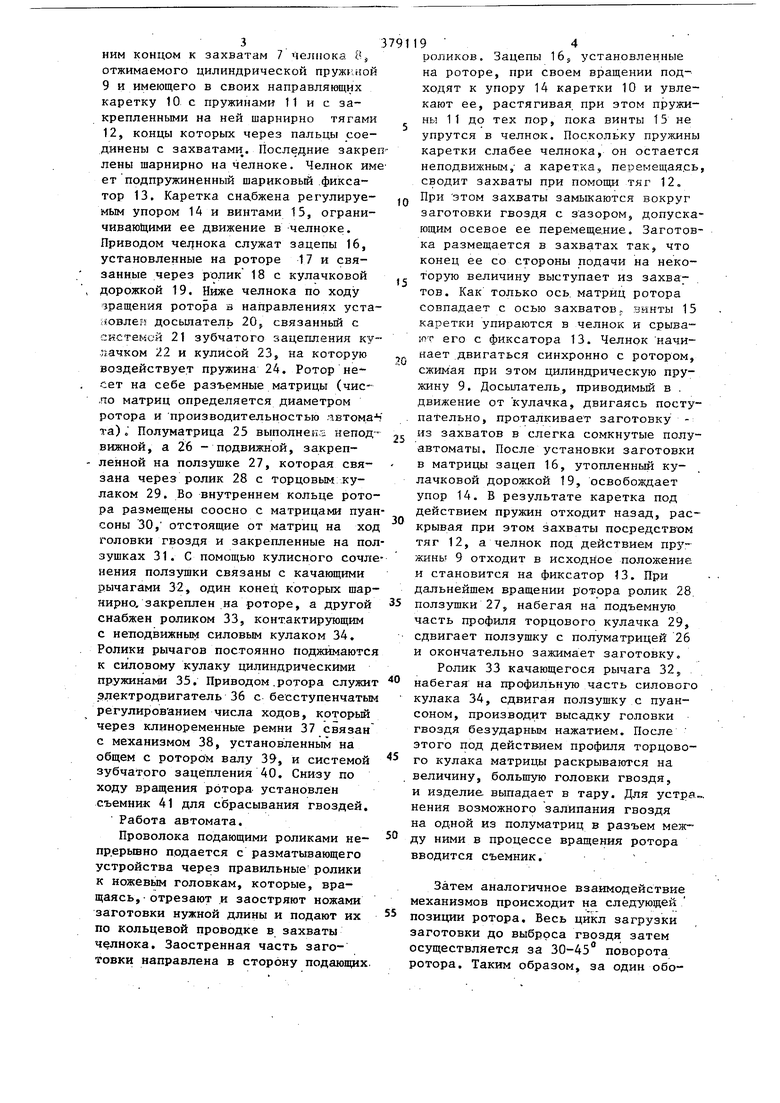
Механизм установки заготовки в матрицу в автомате выполнен в виде огибающего рот.ор дугообразного челнока, на котором смонтированы подпружиненные клещи для зажима заготовки, а также смонтированной на станине качающейся кулисы и закрепленного на одном ее конце штока с дугообразной планкой, дасьшающей в матрицу зажатую в клещах заготовку.
Проводка заготовок в автомате с целью исключения засорения ее обсечкой от заготовок выполнена изг соосно установленных колец на расстоянии, большем размеров обсеч1 и и скрепленных между собой боковыми планками.
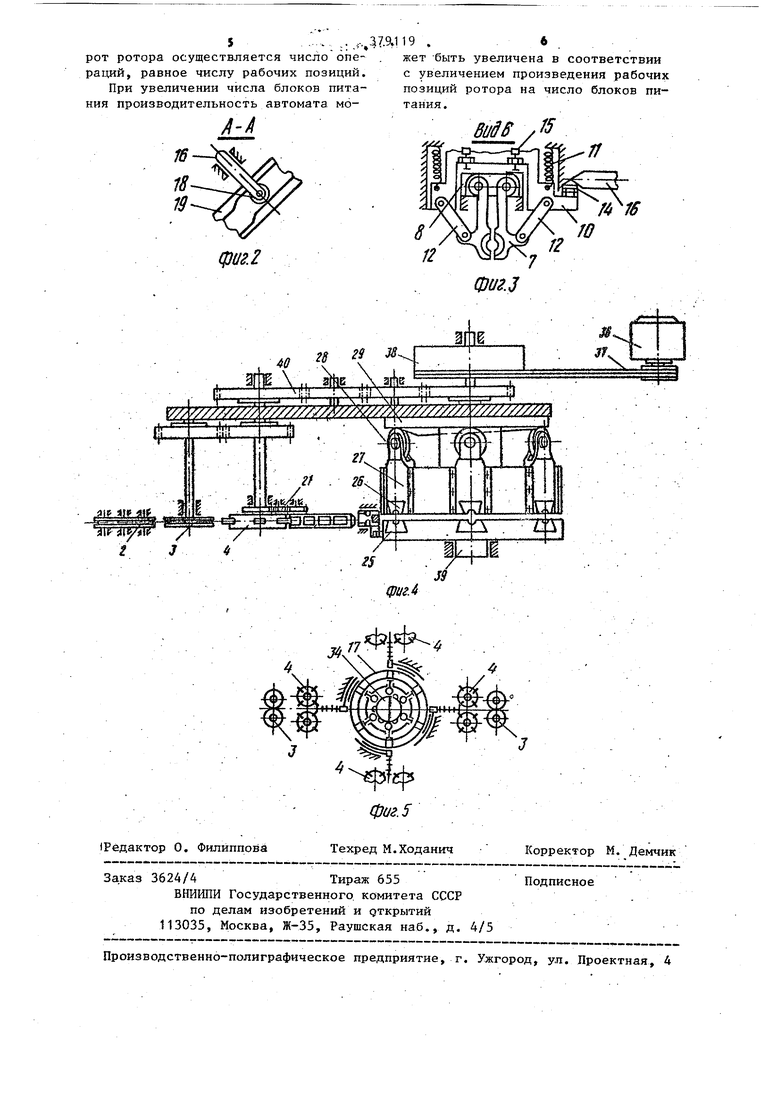
На фиг. 1 схематично изображен ав.томат для высадки гвоздей, вид сбоку; на фиг. 2 - разрез А-;А на фиг 1, на фиг. 3 - вид Б на фиг. 1, на фиг. 4 - автомат, вид в плане; на фиг. 5 - то лее, при четырех блоках питания.
На с.танине 1 автомата смонтиро ваны правильные 2 и подающие ролики 3. На одной, с ними оси, оси движени-я проволоки, установлены вращающиеся головки 4 с укрепленными в них ножами 5 (число ножей определяется производительностью автомата). По той же оси расположена кольцевая проводка 6, подходящая своим перед3 . ним концом к захватам 7 челнока Oj отжимаемого цилиндрической пруживой 9 и имеющего в своих направляющих каретку 10 с пружинами 11 и с закрепленными на ней шарнирно тягами 12, концы которых через пальцы соединены с захватами. Последние закре лены шарнирно на челноке. Челнок им ет подпружиненный шариковый .фиксатор 13. Каретка снабжена регулируемым упором 1А и винтами 15, ограничивающими ее движение в челноке. Приводом чецнока служат зацепы 16, установленные на роторе 17 и связанные через ролик 18 с кулачковой дорожкой 19. Ниже челнока по ходу зращения ротора в направлениях уста новп&п досьшатель 20, связанный с системсй 21 зубчатого зацепления ку лачком 22 и кулисой 23, на которую воздействует пружина 24, Ротор несет на себе разъемные матрицы (число матриц определяется диаметром ротора и производительностью явтома та) . Полуматрица 25 выполнена непод вижной, а 26 - подвижной, закрепленной на ползушке 27, которая связана через ролик 28 с торцовым кулаком 29. Во внутреннем кольце рото ра размещены соосно с матрицами пуа соны 30, отстоящие от матриц на ход головки гвоздя и закрепленные на пол зушках 31. С помощью кулисного сочле нения ползушки связаны с качающими рычагами 32, один конец которых шарнирно. закреплен .на роторе, а другой снабжен роликом 33, контактирующим с неподвижным силовым кулаком 34. Ролики рычагов постоянно поджимаются к силовому кулаку цилиндрическими пружинами 35, Приводом.ротора служит электродвигатель 36 с бесступенчатым регулированием числа ходов, который через клиноременные ремни 37 связан с механизмом 38, установленным на общем с ротором валу 39, и системой зубчатого зацепления 40, Снизу по ходу вращения ротора установлен съемник 41 для сбрасывания гвоздей. Работа автомата. Проволока подающими роликами не- пр.ерьшно п.одается с разматывающего устройства через правильные ролики к ножевЕом головкам, которые, вращаясь, отрезают .и заостряют ножами заготовки нужной длины и подают их по кольцевой проводке в захваты челнока. Заостренная часть заготовки направлена в сторону подающих. 9 4 роликов. Зацепы 16s установленные на роторе, при своем вращении подходят к упору 14 каретки 10 и увлекают ее, растягивая, при этом пружины 11 до тех пор, пока винты 15 не упрутся в челнок. Поскольку пружины каретки слабее челнока, он остается неподвижным,- а каретка, перемещая.сь, сводит захваты при помощи тяг 12. При этом захваты замыкаются вокруг заготовки гвоздя с зазором, допускающим осевое ее перемещение. Заготовка размещается в захватах так, что конец ее со стороны подачи на некоторую величину выступает из захватов. Как только ось. матриц ротора совпадает с осью захватов,- .винты 15 каретки упираются в челнок и срывают его с фиксатора 13. Челнок начинает двигаться синхронно с ротором, сжимая при этом цилиндрическую пружину 9. Досьшатель, приводимый в . движение от кулачка, двигаясь поступательно, проталкивает заготовку из захватов в слегка сомкнутые полуавтоматы. После установки заготовки в матрицы зацеп 16, утопленный кулачковой дорожкой 19, освобождает упор 14. В результате каретка под действием пружин отходит назад, раскрывая при этом захваты посредством тяг 12, а челнок под действием пружины 9 отходит в исходное положение и становится на фиксатор 13. При дальнейшем вращении ротора ролик 28. ползушки 27, набегая на подъемную часть профиля торцового кулачка 29, сдвигает ползушку с полуматрицей 26 и окончательно зажимает заготовку. Ролик 33 качающегося рычага 32,, набегая на профильную часть силового кулака 34, сдвигая ползушку с пуансоном, производит высадку головки гвоздя безударным нажатием. После этого под действием профиля торцового кулака матрицы раскрываются на величину, большую головки гвоздя, и изделие выпадает в тару. Для устра. нения возможного залипания гвоздя на одной из полуматриц в разъем между ними в процессе вращения ротора вводится съемник. Затем аналогичное взаимодействие механизмов происходит на следующей позиции ротора. Весь цикл загрузки заготовки до выброса гвоздя затем осуществляется за 30-45 поворота ротора. Таким образом, за один обо
