Предлагаемое изобретение относится к области изготовления из прутковой заготовки гвоздей-костылей и может быть использовано в метизной промышленности для изготовления подобных по форме упомянутому гвоздю-костылю изделий.
Из уровня техники известны конструкции машин, предназначенных для изготовления гвоздей и им подобных изделий формованием утолщения на одном конце заготовки горячей или холодной высадкой с заострением противоположного торца [1] . Известны гвоздильные автоматы ударного и прессового действия, предназначенные для изготовления гвоздей различного диаметра и длин, состоящие из механизма выпрямления проволоки, механизма подачи и регулировки длины гвоздя, механизма разъема матрицы, механизма резки и образования острия, отбойного механизма, главного распределительного и коленчатого вала с механизмами для высадки головки костыля. В производстве гвоздей крупных сечений необходимость приложения для высадки гвоздя сразу полного усилия деформации приводит к применению машин чрезвычайно больших габаритов, что увеличивает металлоемкость оборудования и обусловливает большие капитальные затраты.
Известны конструкции гвоздильных автоматов, в которых усилие высадки прикладывается не сразу, а постепенно, со стороны ролика, раскатывающего головку на заготовке, размещенной в радиальном пазу кольцевого ротора [2-8]. Раскатка позволяет избежать пиковых нагрузок на конструкцию деформирующей машины, однако применение кольцевых роторов возможно только для относительно небольших размеров заготовки, т.к. для деформации крупных заготовок габариты кольца становятся чрезмерно большими, а жесткость его совершенно недостаточной.
В качестве прототипа, как наиболее близкого к изобретению по совокупности существенных признаков аналогов, выбрана конструкция устройства для изготовления гвоздей-костылей по патенту РФ N 2091189 [9]. Устройство по прототипу содержит станину и деформирующий узел со штампами наборного и чистового переходов, узел фиксации заготовки, узел высадки, механизм заострения и отделения изделий, выполненный в виде отрезных бойков, имеющих привод перемещения. При этом роль деформирующего узла выполняет валковый узел, который содержит три валка, имеющих возможность вращения соседних валков в разные стороны друг относительно друга, узел фиксации заготовки выполнен в виде диаметрального сквозного паза в центральном валке, узел высадки выполнен в виде штампов, расположенных в упомянутом пазу центрального валка и оппозитно расположенных контрштампов в пазах оппозитных валков, механизм заострения и отделения изделий выполнен в виде отрезных бойков, расположенных в диаметральном пазу узла фиксации заготовки и имеющими привод перемещения.
Практика работы такого устройства показала, что выполнение деформирующего узла в виде валков имеет недостаток, заключающийся в большой массе движущихся частей устройства. Деформация высадкой головок костылей производится только на сравнительно небольшом участке поверхности валка (до 10% от длины окружности). Остальная поверхность валка непосредственно в изготовлении гвоздей не участвует. С этим можно было бы мириться, если бы валки вращались в одном направлении. Однако валки совершают возвратно-поворотное движение, а значит, возникает необходимость учета инерционных сил и их преодоления в конце каждого цикла штамповки. На преодоление сил инерции приходится затрачивать дополнительную энергию. Трудной задачей является также точное позиционирование штампов и контрштампов для тел, обладающих большой массой и инерцией. Для снижения инерционных нагрузок приходится снижать скорость работы устройства, а значит, и производительность. Реальный цикл получения одного изделия в этом устройстве оказался равным 3с. Таким образом, недостатками конструкции по прототипу являются большая масса подвижных частей, затраты энергии на преодоление сил инерции, невысокая производительность.
Предлагаемое устройство для изготовления гвоздей-костылей содержит станину и деформирующий узел со штампами наборного и чистового переходов, узел фиксации заготовки, узел высадки, механизм заострения и отделения изделий, выполненный в виде отрезных бойков, имеющих привод перемещения. Заявляемое устройство отличается от известного тем, что деформирующий узел выполнен в виде двух секторов, имеющих возможность синхронного возвратно-поворотного перемещения и подвижных поперечин, имеющих возможность возвратно-поступательного перемещения от привода в направляющих и кинематически связанных с секторами, а также с узлом фиксации заготовки.
Замена валков секторами значительно уменьшает металлоемкость конструкции, рационально использует поверхность вращающегося инструмента. Замена среднего валка на невращающийся инструмент и установление прямой кинематической связи этого инструмента с секторами позволила избежать лишних люфтов в зубчатых зацеплениях шестеренной клети и более точным образом совмещать штампы и контрштампы при их взаимном перемещении.
Узел фиксации заготовки выполнен в виде полуматриц, связанных тягами с подвижными поперечинами, размещенными между секторами и имеющими возможность возвратно-поступательного перемещения, а также связанных тягами с эксцентриковым валом, имеющим возможность поворота.
Применение эксцентрикового вала, обладающего связями с полуматрицами, служащими для зажима заготовки, позволяет упорядочить взаимное перемещение отдельных элементов узла фиксации заготовки.
Отрезные бойки механизма заострения и отделения изделий кинематически связаны с эксцентриковым валом.
Наличие связи эксцентрикового вала с отрезными бойками позволяет согласовать последовательность движения бойков и полуматриц.
Секторы деформирующего узла снабжены механизмом смены штампов наборного и чистового переходов.
Механизм смены штампов наборного и чистового переходов позволяет избежать ограничений при настройке совмещения штампов подбором скорости перемещения силового привода. Расстояние между штампами наборного и чистового перехода в этом случае может быть относительно небольшим, что уменьшает длину дуги деформирующего сектора, снижает металлоемкость и уменьшает вредное влияние связанных с ней последствий.
Механизм смены штампов наборного и чистового переходов выполнен в виде размещенных на осях рычагов с закрепленными на них пальцами, входящими в окружные пазы, выполненные в деформирующих секторах, которые имеют возможность углового перемещения от привода поворота. Такое техническое решение обеспечивает возможность выполнения деформации последовательно в наборном и чистовом штампах при наличии одной кинематической связи с подвижной траверсой.
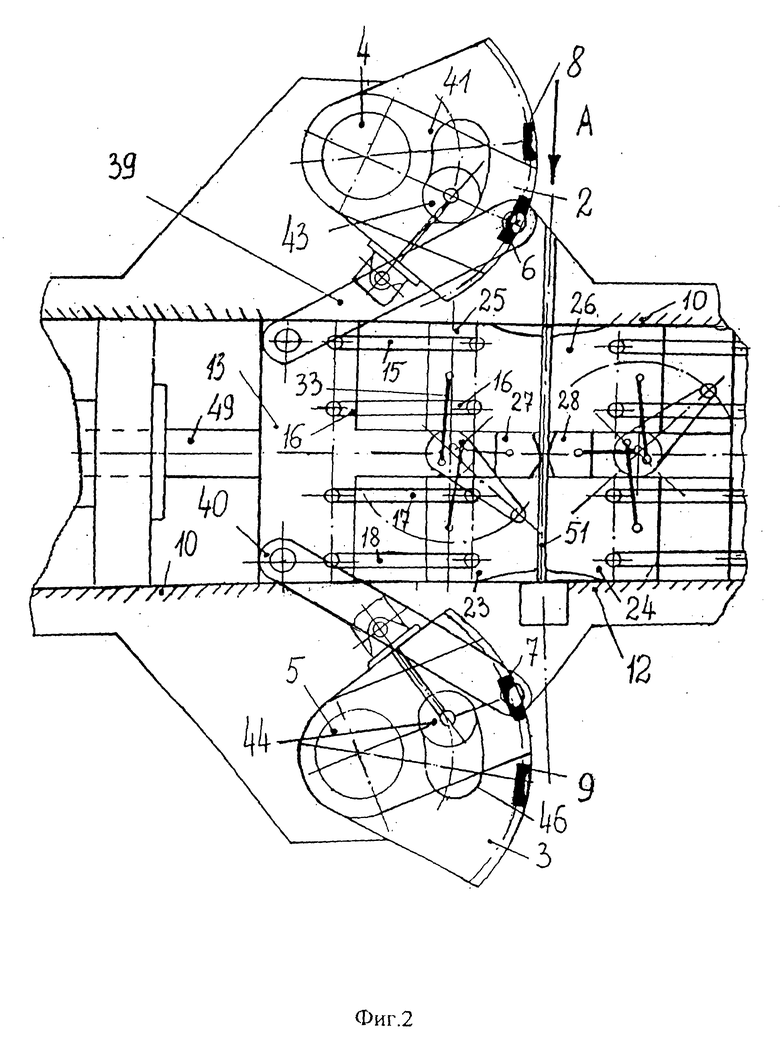
На фиг. 1 изображена принципиальная схема устройства в момент высадки головки костыля в наборном переходе, на фиг. 2 - принципиальная схема устройства в момент задачи прутковой заготовки, на фиг. 3 изображен момент высадки головки костыля в чистовом переходе, на фиг. 4 изображена схема зажатия прутковой заготовки.
Предлагаемое устройство содержит станину 1 (фиг. 1), в которой закреплен деформирующий узел, состоящий из деформирующих секторов 2 и 3, имеющих возможность поворота от привода на осях 4 и 5. По образующей деформирующих секторов расположены штампы наборного перехода 6, 7 и чистового перехода 8, 9. В направляющих станины 9-12 с возможностью возвратно-поступательного перемещения размещен узел фиксации заготовки, выполненный в виде подвижных поперечин 13 и 14, шарнирно связанных тягами 15-22 с разъемными полуматрицами 23-26. В разъемных полуматрицах выполнена гравюра штампа, оформляющая при штамповке часть головки костыля, примыкающую к стержневой части костыля.
Механизм заострения и отделения изделий выполнен в виде отрезных бойков 27 и 28, имеющих возможность перемещения в пазах разъемных полуматриц. Привод бойков осуществляется с помощью тяг 29 и 30 от приводных эксцентриковых валов 31 и 32, закрепленных с возможностью поворота в кронштейнах подвижных поперечин. Тягами 33-36 эксцентриковые валы соединены с разъемными полуматрицами, а привод валов осуществляется с помощью рычагов 37 и 38.
Подвижные поперечины кинематически связаны с механизмом смены штампов с помощью шатунов 39 и 40.
Механизм смены штампов наборного и чистового переходов выполнен в виде размещенных на осях 4 и 5 рычагов 41 и 42 с закрепленными на них пальцами 43 и 44, входящими в окружные пазы 45 и 46, выполненные в деформирующих секторах 2 и 3, которые имеют возможность углового перемещения от привода поворота; пневмоцилиндров 47 и 48.
Подвижные траверсы имеют возможность поступательного перемещения от штоков 49 и 50 гидроцилиндров (сами гидроцилиндры не показаны).
Взаимное расположение деталей и узлов устройства соответствует моменту высадки головок двух костылей из заготовки 51 в штампах наборного перехода. Стрелкой А показано направление и место подачи прутковой заготовки в устройство.
Устройство работает следующим образом. Для перевода устройства в исходное положение (фиг. 1) движением штока 50 правого гидроцилиндра подвижная поперечина 14, переводится в крайнее правое положение, а через тяги 19-22 тянущее усилие передается на разъемные полуматрицы 24 и 26, что приводит к перемещению этих полуматриц также в крайнее правое положение, как это показано на фиг.2. Движением штока 49 левого гидроцилиндра вправо также подается и левая подвижная поперечина 13, а через тяги 15-18 и разъемные полуматрицы 23 и 25. Установившийся между полуматрицами зазор в направлении стрелки А достаточен для ввода прутковой заготовки 51, которую предварительно нагревают и подают до нижнего упора. На уровне верхней направляющей 10 ножницами горячей резки (не показаны) отрезают мерную часть заготовки, длина которой достаточна для получения двух гвоздей-костылей.
В данном положении шатуны 39 и 40 воздействуют через рычаги 41 и 42 на деформирующие секторы 2 и 3 и поворачивают их на осях 4 и 5 (верхний сектор против часовой стрелки, а нижний - по часовой стрелке), выводя из рабочей зоны штампы 6-9 наборных и чистовых переходов. Отрезные бойки 27 и 28 разведены своими механизмами привода на расстояние, достаточное для ввода прутковой заготовки в зазор между ними.
При помощи штока 50 (фиг. 1) правого гидроцилиндра подвижная поперечина 14 перемещается влево, отрезной боек 28 упирается в прутковую заготовку 51, через тягу 30 давление передается на эксцентриковый вал 32, который, поворачиваясь от возникшего крутящего момента, приводит в движение тяги 35 и 36. которые сводят разъемные полуматрицы 24 и 26.
Регулированное дросселирование слива из левого гидроцилиндра создает посредством тяги 49 подпор со стороны левой группы разъемных полуматриц 23 и 25, вследствие чего заготовка зажимается комплектом полуматриц 23-26 таким образом, что остаются свободными торцы заготовки для высадки головки гвоздя-костыля.
После защемления заготовки в полуматрицах подвижные поперечины 13 и 14 вместе с полуматрицами и заготовкой продвигаются влево до крайнего положения. Во время этого движения поперечина 13 передает тянущее усилие на шатуны 39 и 40, которые, перемещаясь, приводят во вращение деформирующие секторы 2 и 3. Последние воздействуют на свободные торцы заготовки 51, пластически деформируют их, высаживая головку гвоздя костыля в штампах 6 и 7 наборного перехода.
После выхода головки костыля из штампа наборного перехода пневмоцилиндр 48 (фиг. 3), воздействуя своим штоком на палец 44, поворачивает деформирующий сектор 3, выводя из рабочего положения штамп наборного перехода 7 и вводя в рабочее положение штамп чистового перехода 9. Аналогичное положение занимают детали верхней части устройства. Левым гидроцилиндром обе подвижные поперечины приводятся в движение слева направо и осуществляется высадка головок костыля в чистовых штампах.
Во время высадки стержневая часть заготовки костыля 51 зажата в разъемных полуматрицах 25 и 26 (фиг. 4). Для надежного зажима между полуматрицами в сведенном состоянии обеспечивается гарантированный зазор, показанный на чертеже. Стрелками на чертеже показано направление сведения или разведения полуматриц.
После завершения высадки штампы чистового перехода выводятся из контакта с заготовкой, полуматрицы продолжают удерживать заготовку. Рычагами 37 и 38 (фиг. 1) от привода (не показан) вращают эксцентриковые валы 31 и 32 в направлении, обеспечивающем сближение отрезных бойков 27 и 28 навстречу друг другу. При этом благодаря воздействию тяг 33-36 разъемные полуматрицы растягивают стержневую заготовку, подавляя уширение металла в месте рубки. Одновременно с рубкой прутка бойки 27 и 28 своими наклонными поверхностями формируют лезвие костыля. В это же время осуществляется ход подвижных поперечин 13 и 14 вправо до совпадения линии разъема полуматриц с осью подачи (стрелка А на фиг. 1). Сами полуматрицы к этому времени разводятся оси симметрии за счет тянущего усилия со стороны тяг 19-22 для правых разъемных полуматриц 24 и 26 и тормозящего действия со стороны левого гидроцилиндра, передаваемого через шток 49, подвижной поперечины 13 и тяг 15-17 для левых разъемных полуматриц 23 и 25. Готовые костыли удаляются через образовавшееся отверстие.
Расположение деталей устройства в этот момент соответствует фиг.2 и является начальным для следующего цикла деформации. С этого момента цикл повторяется.
Техническим результатом от применения предлагаемого изобретения является снижения массы движущихся частей на 40%. Соответственно, меньше приходится затрачивать энергии на преодоление сил инерции. Цикл получения одного изделия в этом устройстве снижен до 1,7 c против 3 c в устройстве по прототипу, что иллюстрирует повышение производительности.
Библиографические данные
1. Шахпазов Х.С., Недовизий И.Н., Ориничев В.И. и др. Производство метизов. -М.: Металлургия, 1977, 392 с.
2. Заявка Дании N 1439315, B 21 K 1/46, 1981.
3. Авторское свидетельство СССР N 379119, B 21 G 3/12, 1986.
4. Авторское свидетельство СССР N 11395410, B 21 F 1/00, 1988.
5. Авторское свидетельство СССР N 1423237, B 21 J 5/00, 1988.
6. Авторское свидетельство СССР N 1466852, B 21 F 1/00, 1989.
7. Авторское свидетельство СССР N 1675011, B 21 F 1/00, 1991.
8. Авторское свидетельство СССР N 656715, B 21 G 3/12, 1991.
9. Патент РФ N 2091189, B 21 C 3/12, 1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ИЗДЕЛИЯ С КОНЦЕВЫМИ УТОЛЩЕНИЕМ И ЗАОСТРЕНИЕМ | 2006 |
|
RU2325244C2 |
| СПОСОБ ПРОИЗВОДСТВА ШАРОВ | 1999 |
|
RU2167020C1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| СПОСОБ ФОРМИРОВАНИЯ ГОЛОВОК ГВОЗДЕЙ И ИНСТРУМЕНТ ДЛЯ ОКОНЧАТЕЛЬНОГО ОФОРМЛЕНИЯ ГОЛОВОК | 2005 |
|
RU2307720C2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ С ЗАОСТРЕНИЕМ НА КОНЦЕ | 2004 |
|
RU2277450C1 |
| Гвоздильный автомат | 1976 |
|
SU656715A1 |
| Устройство для изготовления проволочных выводов | 1972 |
|
SU472485A1 |


Устройство содержит деформирующий узел с штампами наборного и чистового переходов, узел фиксации заготовки, узел высадки, механизм заострения и отделения изделий. Последний выполнен в виде отрезных бойков, имеющих привод перемещения. Деформирующий узел выполнен в виде двух секторов, имеющих возможность синхронного возвратно-поворотного перемещения, и подвижных поперечин, имеющих возможность возвратно-поступательного перемещения. Поперечины кинематически связаны с секторами, а также с узлом фиксации заготовки. Узел фиксации заготовки выполнен в виде полуматриц, связанных тягами с поворотным эксцентриковым валом. Отрезные бойки механизма заострения и отделения изделий кинематически связаны с эксцентриковым валом. Секторы деформирующего узла снабжены механизмом смены штампов наборного и чистового переходов. Выполнение данного устройства позволяет снизить массу движущихся частей и уменьшить энергию, затрачиваемую на преодоление сил инерции. 4 з.п. ф-лы, 4 ил.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| US 4342127 A, 03.08.82 | |||
| US 4493202 A, 15.01.85 | |||
| КОМПОЗИЦИИ МОЮЩИХ СРЕДСТВ | 2007 |
|
RU2418044C2 |
