Особенность изобретенного станка, существенно отличающая его от ранее известных, состоит в том, что для приведения в действие подающего проволоку механизма и штампов для образования головки и острия гвоздя применен клин.
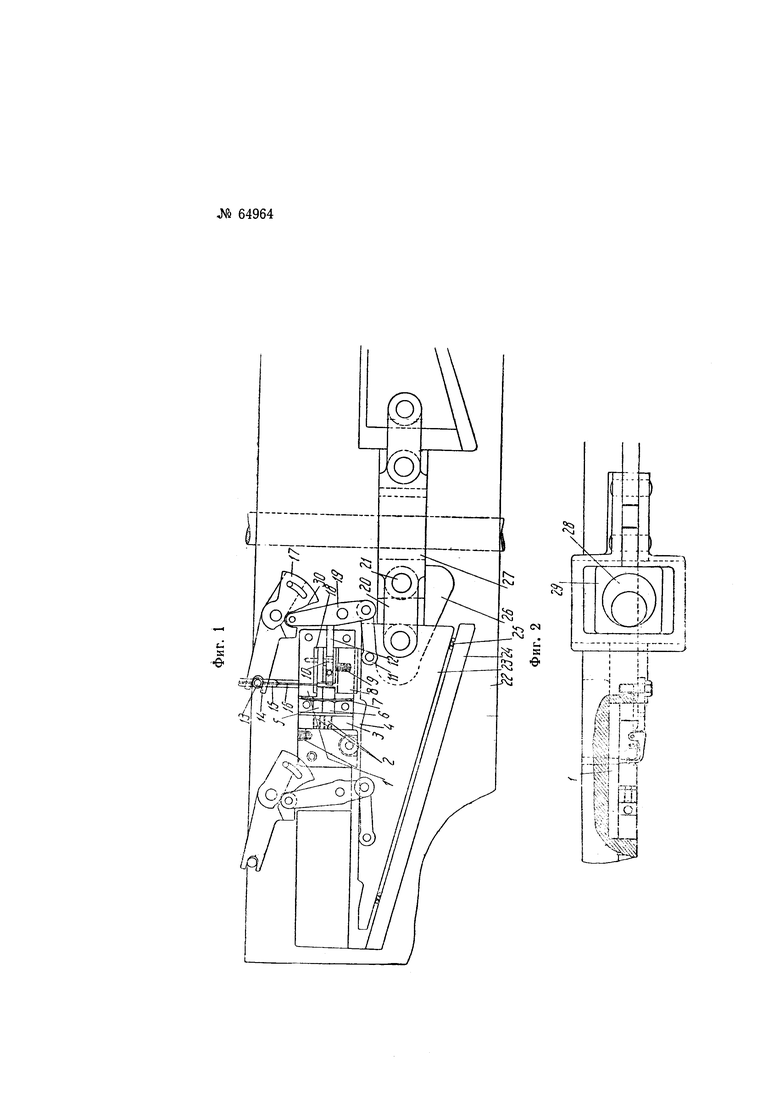
На чертеже фиг. 1 изображает вид станка сбоку и фиг. 2 - вид сверху с частичным разрезом.
Привод станка осуществляется от двигателя на эксцентриковый вал 28, на котором находится сухарь 29, помещенный в обойму 27, соединенную с клином 23 при помощи серьги 20.
При движении клина 23 по станине 22 в первую очередь приводятся в движение рычаги 11, 19, 17 и 14, с помощью которых сочлененная с ними роликом 13 цанга 15 подает проволоку 16. Рычаг 17 движется только в течение одной третьей пути движения клина 23. Остальное время рычаг 17 остается неподвижным, так как рычаг 19 скользит по кривой 30.
Во вторую очередь начинается движение клина 3, который при помощи регулирующих винтов 2 действует на матрицы 5, 6. Матрица 5, 18 отрезает и заостряет конец гвоздя, а матрица 6 зажимает гвоздь под головку. Это движение происходит в течение пути клина 23 до начала кривой 4. Остальную часть пути клин 3 скользит по кривой 4 и стоит без движения, а пуансон 8 в это время выдавливает головку гвоздя.
При обратном движении клина 23 клин 3 и матрицы 5 и 6 под действием пружин 7, 9 становятся в исходное положение, а рычаг 19 действует на движок 12, который выталкивает толкателем 10 гвоздь вниз, если он задерживается в матрицах.
Штамповочный механизм смонтирован на отдельной плитке 1 для того, чтобы на случай поломки или смены инструмента не останавливать станок на продолжительное время. Выступ 26 предусмотрен для выключения одновременно двух агрегатов путем расцепления болта 21. Во избежание трения между клином и планкой 24 вставляют ролики 25.
Для использования холостого хода клина на противоположном конце плиты (станины) устанавливается агрегат, аналогичный описанному выше. Таким образом, станок не имеет холостого хода, а за один полный оборот изготовляет два гвоздя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ГВОЗДЕЙ | 1925 |
|
SU17172A1 |
| Гвоздильный автомат | 1936 |
|
SU51129A1 |
| Ручной гвоздильный станок | 1951 |
|
SU97300A1 |
| Станок для изготовления пустотелых шлакобетонных камней | 1949 |
|
SU89315A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |
| ГВОЗДЕЗАБИВНОЙ СТАНОКВСЕСОЮЗ^!АЯ ПАТЕ1П :1С-Т^ХП«Ч^№АЯ _ библиотека МБА | 1971 |
|
SU291786A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Станок для изготовления контактных шайб и крепления в них плавких вставок электрических предохранителей | 1960 |
|
SU137573A1 |
Станок для изготовления гвоздей из проволоки, отличающийся тем, что для приведения в действие механизма для подачи проволоки и штампов для образования головки и острия гвоздя применен возвратно-поступательно движущийся от привода клин 23.
