1
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении строительных, толевых, кровельных отделочных, обойных и тарных гвоздей из проволоки различного сечения.
Известен гвоздильный автомат, содержащий размещенные в станине кинематически связанные между собой механизм подачи проволоки, .правильный механизм, зажимной механизм, высадочный ползун, устройство отрезки и заострения, выполненное в виде двух симметрично расположенных относительно оси высадочного ползуна, кривошипно-шатунных механизмов, в ползунах которых, связанных с шатунами, размещены соответственно отрезной и заостряющий ножи, а также отбойный механизм, включающий рычаг-отбойник.
В гвоздильном автомате известной конструкции отбойный механизм приводится в действие через систему рычагов от высадочного ползуна, что не позволяет эксплуатировать автомат при повыщенных числах ходов, предусмотренных ГОСТ 5627-70, а, следовательно, тормозит его производительность и не обеспечивает качественного сброса гвоздей.
Конструкция предложенного автомата позволяет повысить производительность за счет
того, что рычаг-отбойник жестко закреплен на одном из шатунов механизма резки и заострения. Кроме того, обеспечивается качественный сброс гвоздей.
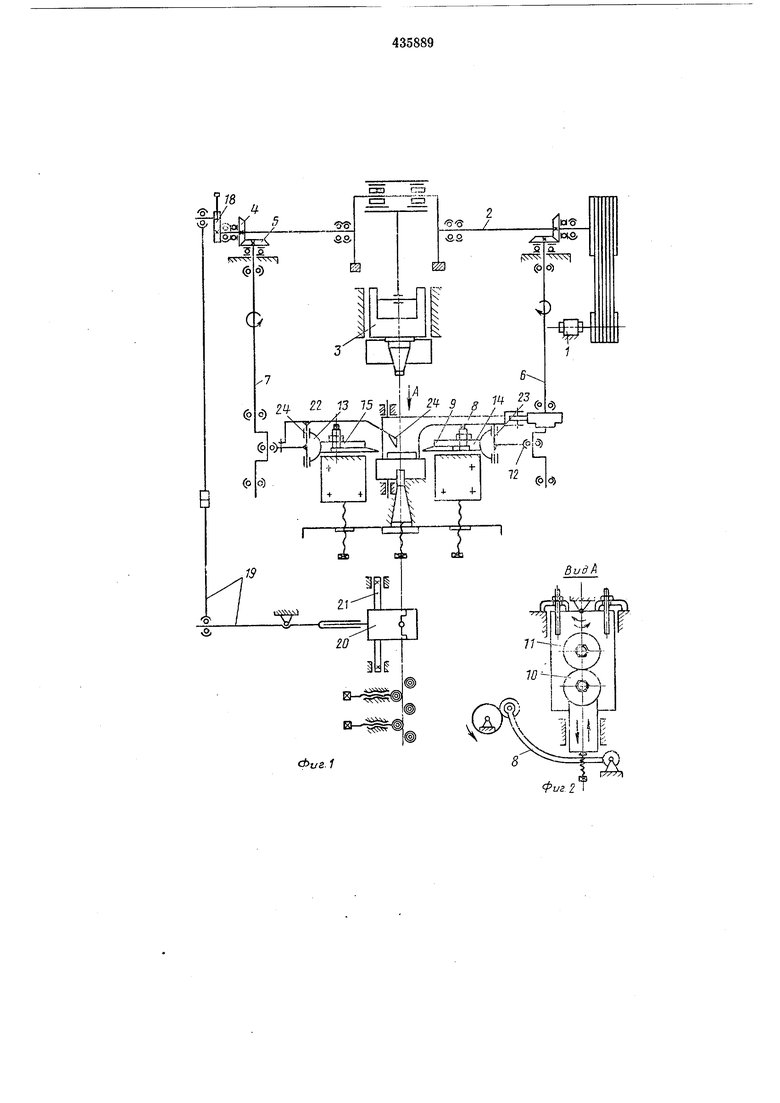
На фиг. 1 дана кинематическая схема автомата; на фиг. 2 - механизм зажима; на фиг. 3 - механизм заострения и отрезки; на фиг. 4 - механизм заострения и отрезки (вид в плане).
Автомат состоит из следующих основных узлов: станины, привода, коленчатого и боковых валов, высадочного ползуна, механизма зажима, механизма заострения и отрезки, механизма подачи, правильных роликов.
Станина автомата выполнена чугунной, литой, коробчатого сечения, закрытая форма позволяет создать герметическую масляную ванну для конических щестерен и опор боковых валов.
20
Привод автомата осуществляется через клиноременную передачу от электродвигателя 1. Коленчатый вал 2 выполнен сборным и связан с ползуном 3 высадки посредством
двух пар конических шестерен 4 и 5 с боковыми распределительными валами 6 и 7. Для уменьшения шума автомата и увеличения срока службы конических шестерен последние выполнены с винтовым зубом и помещены для работы в масляную ванну.
Поскольку коленчатый вал сборной конструкции, шатун ползуна 3 высадки посажен на роликовые подшипники.
Коленчатый вал 2 и боковые валы 6 и 7 расположены на подшипниках качения. На щеках коленчатого вала установлены уравновешиватели. Распределительные валы 6 и 7 приводят в движение механизм 8 зажима заготовки и механизм 9 заострения и отрезки.
Зажим заготовки гвоздя перед высадкой осуществляется при помощи каретки и рычага, связанного с боковым валом посредством кулака. На каретке закреплена матрица 10, усилие на которую передается по ее оси симметрии. Для регулировки подвижной матрицы служит винт. Эта регулировка необходима только при наладке матричного блока на соосность с ползуном высадки. Для создания усилия поджатия по мере износа матриц в процессе работы автомата регулировки зажимиых матриц- производится за счет неподвижной матрицы 11, регулировочный винт которой расположен сверху матричного блока.
Механизм 9 заострения и отрезки представляет собой два кривошипно-шатунных механизма 12 и 13, в ползунах 14 и 15 которых закреплены заостряющие и отрезные ножи 16 и 17. Отрезные ножи имеют вертикальную и горизонтальную регулировку, а также регулировку выдвижения отсекателя оси гвоздя.
На консоли коленчатого вала установлена планшайба 18, связанная через систему рычагов 19 с кареткой подачи 20, установленной в направляющей 21. На левом шатуне механизма заострения и отрезки закреплен отбойник 22, выполняющий функции сбрасывателя гвоздя.
Работа автомата заключается в следующем.
От электродвигателя 1 через клиноременную передачу вращение передается на коленчатый вал 2, который сообщит возвратно-поступательное движение ползуну 3. С коленчатого вала посредством двух пар конических шестерен 4 и 5 вращение передается на боковые распределительные валы 6 и 7, от которых приводится в движение механизм 8 зажима заготовки и механизм 9 заострения и отрезки. Планшайба 14 сообщает через систему рычагов 15 возвратно-поступательное движение каретке подачи 16. Каретка подачи перемещается по направляющей 17. Проволока при подаче протягивается через неприводные ролики и правится при этом.
Процесс изготовления гвоздя осуществляется следующим образом.
Проволока кареткой подачи 16 подается через раскрытые матрицы 10 и 11 на величину длины гвоздя или несколько меньше ее, затем матрицы при помощи механизма 8 зажима своей рифленой поверхностью зажимают проволоку, а заостряющие и отрезающие ножи, смыкаясь, отрезают часть заготовки, оставляя над зажимными матрицами небольП1ую часть заготовки необходимую для образования головки следующего гвоздя. Если отрезанная часть заготовки не отделится ог проволоки, то она принудительно отделяется в момент расхождения ножей отбойным рычагом, закрепленным на одном из шатунов или механизма отрезки и заострения.
Рычаг 18 крепится болтами А и Б к щекам шатуна и болтом В к оси 23 сочленения шатуна с ползуном реза.
В процессе работы отбойный рычаг совершает возвратно-поступательное движение совместно с ползуном реза и качательное движение относительно оси сочленения шатуна реза с ползуном реза. Таким образом,
конец отбойного рычага, на котором закреплена съемная, регулируемая пластина 24, совершает сложное движение, траектория которого представляет собой эллипс, у которого горизонтальная ось равна ходу ползуна заострения и отрезки.
Регулируемая пластина 24 отбойного рычага настраивается таким образом, чтобы в момент отрезки гвоздя рабочая грань ее не доходила до гвоздя на 2-3 мм. Положение
пластины по отношению к ходу ползуна заострения и отрезки отрегулировано таким образом, что она при своем качании касается гвоздя только в тот момент, когда ползуны 14 и 15 вместе с заостряющими и отрезными ножами 16 и 17 начинают отходить от гвоздя. После отделения отрезанной части подходит ползун 3 и высаживает головку гвоздя. При отходе ползуна назад матрицы под действием пружин раскрываются, проволока с
высаженной головкой подается кареткой подачи на величину длины гвоздя, и процесс повторяется.
Предмет изобретения
Гвоздильный автомат, содержащий размещенные в станине кинематически связанные между собой механизм подачи проволоки, правильный механизм, зажимной механизм, высадочный ползун, устройство отрезки и заострения, выполненное в виде двух симметрично расположенных относительно оси высадочного ползуна, кривощипно-шатунных механизмов, в ползунах которых, связанных с шатунами, размещены соответственно отрезной и заостряющий ножи, а также отбойный механизм, включающий рычаг-отбойник, отличающийся тем, что, с целью повышения производительности и обеспечения качественного сброса гвоздей, рычаг-отбойник
жестко закреплен на одном из шатунов механизма резки и заострения.
сзэ гпз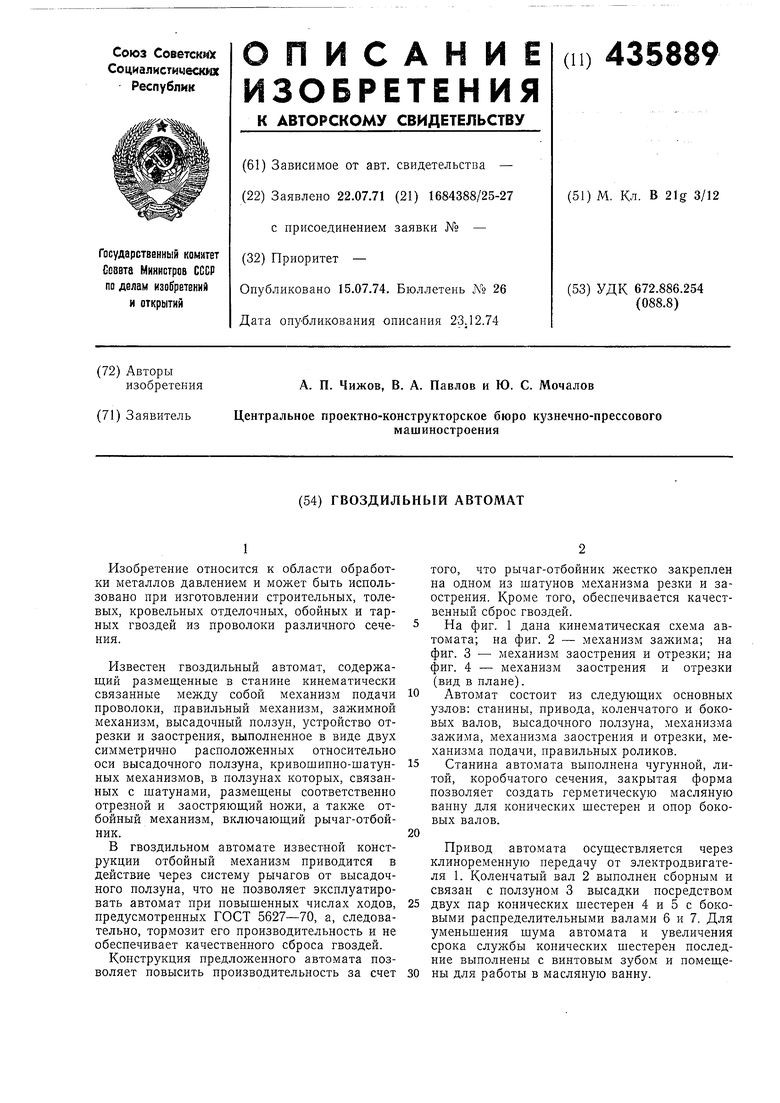

| название | год | авторы | номер документа |
|---|---|---|---|
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Гвоздильный автомат | 1978 |
|
SU751486A1 |
| Гвоздильный автомат | 1975 |
|
SU512843A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1973 |
|
SU433945A1 |
| Гвоздильный автомат | 1978 |
|
SU820998A1 |

О
22 13 15 5|d 8 / 5
2
Ф
rlJjV
Г
cfct/г. /
о:
-„ i„y-,
фиг-2 15 2.2
