Известны червячные литьевые прессы, например, для литья под давлением формовых резиновых изделий, включающие червячный пресс с гидроцилиндрами вращения и аксиального перемещения червяка, связанного с приспособлением для регулировки проходных сечений отверстий червяка и литьевого сопла, и устройство к прессу для смыкания и размыкания частей прессформ, включающее неподвижную плиту, закрепленную на корпусе цилиндра пресса с нагревательной плитой и неподвижной частью прессформы, смыкаемой с подвижной частью прессформы перемещающимися на горизонтально расположенных колоннах подвижными от силового цилиндра и сильфона плитами, соединенными с приспособлениями для регулировки зазора между нагревательными плитами и фиксации подвижной плиты перед прессованием изделий. В таких прессах приспособление для регулировки проходных сечений отверстий червяка и литьевого сопла выполнено для перекрытия литьевого канала сопла в виде шарикового клапана, закрепленного на рычаге, шарнирно и эксцентрично соединенном с поворотным клапаном перекрытия отверстий червяка. Приспособления для регулировки зазора между нагревательными плитами и фиксации подвижной плиты перед прессованием изделий представляют собою подвижную плиту, устанавливаемую на горизонтально расположенных колоннах, закрепленных на неподвижных плитах, на осях которых смонтированы сменные поворотные рычаги с выступами захвата подвижной плиты, шарнирно связанной тягами со штангой, перемещаемой гидроцилиндром совместно с литьевой головкой пресса.
Известные прессы непригодны для качественного осуществления совмещенных процессов непрерывной пластикации и периодического литья резины, а также для ускоренных операций регулировки зазора между нагревательными плитами и фиксации подвижной плиты перед прессованием изделий, а поэтому такие прессы не обеспечивают повышения производительности труда.
Предлагаемый червячный литьевой пресс отличается от известных тем, что приспособление для регулировки проходных сечений отверстий червяка и литьевого сопла включает выполненный на торце червяка буртик с отверстиями, перекрываемыми зубчатым клапаном, аксиально перемещающимся в полости буртика до упора в канал его отверстий конусом клапана, и в закрепленный на цилиндре пресса перфорированный диск с отверстиями, совмещающимися с отводными отверстиями литьевого канала сопла, поворотного, например, посредством рычага, скользящего в пазах неподвижной плиты.
Кроме того, приспособление для регулировки зазора между нагревательными плитами включает винтовые пары, выполненные на концах горизонтально расположенных колонн в виде винтовых нарезок с гайками фиксации подвижных плит, а приспособление для фиксации подвижной плиты перед прессованием изделий представляет собой смонтированный на втулке неподвижной плиты поворотный от гидроцилиндра и выполненный с фасонными вырезами дисковый замок, входящий в зацепление с горизонтально расположенными колоннами по прорезям, сделанным на концах этих колонн.
Предлагаемый пресс повышает производительность труда благодаря качественному выполнению совмещенных процессов непрерывной пластикации и периодического литья резины при автоматической регулировке проходных сечений отверстий червяка и литьевого сопла, ускоренному осуществлению операций по установке прессформ заданной высоты при регулировке зазоров между нагревательными плитами, а также сжатию прессформ с заданным усилием прессования при автоматической фиксации подвижной плиты перед прессованием изделий.
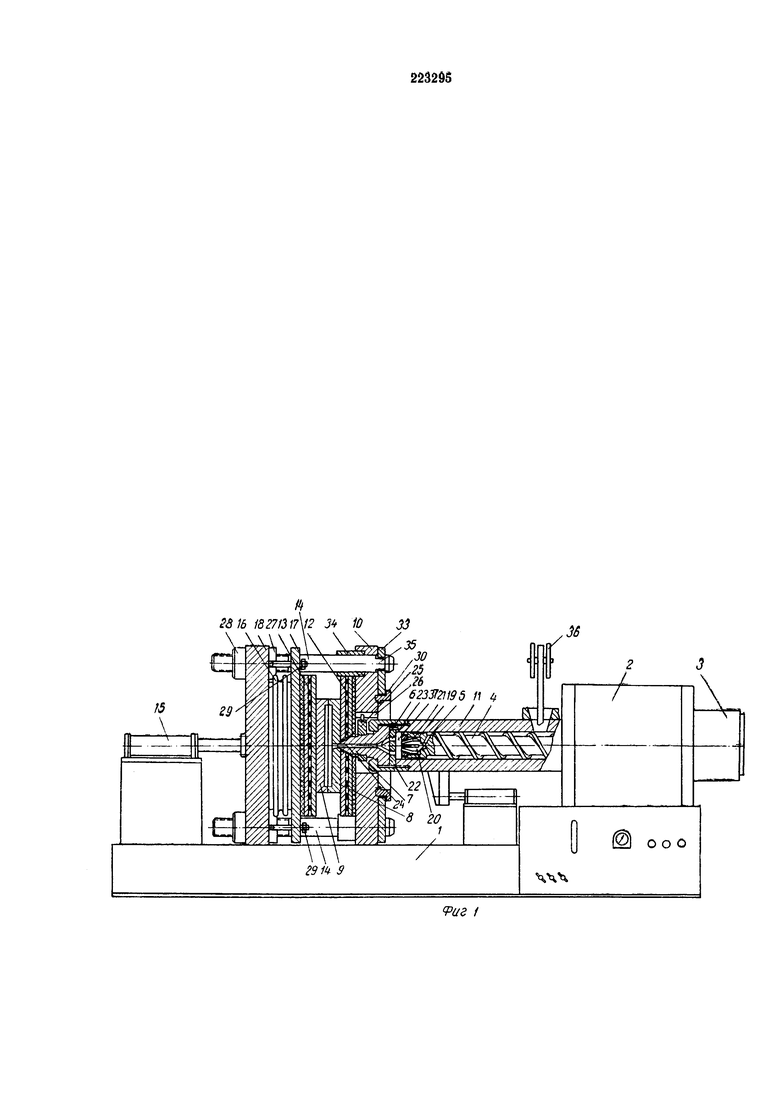
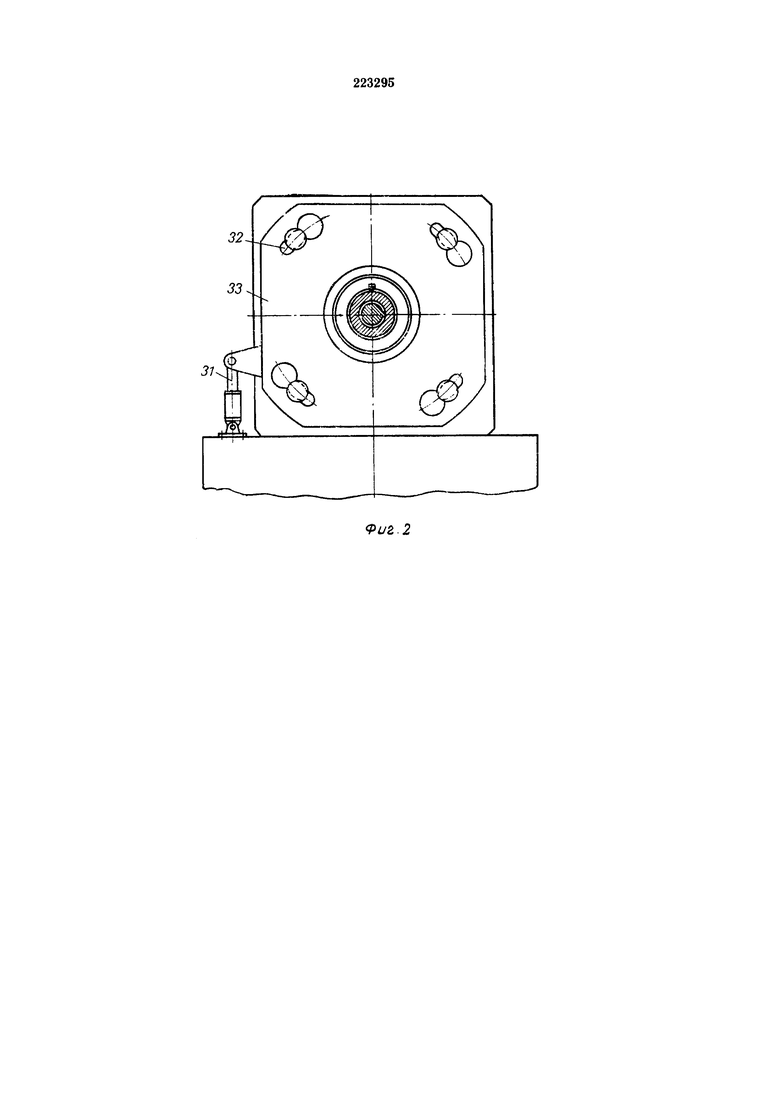
На фиг. 1 изображен предлагаемый червячный литьевой пресс, общий вид; на фиг. 2 - дисковый замок приспособления для фиксации подвижной плиты.
Червячный литьевой пресс включает смонтированные на раме 1 пресс с гидроцилиндрами 2 и 3 вращения и аксиального перемещения червяка 4, связанного с приспособлением для регулировки проходных сечений отверстий 5 и 6 червяка 4 и литьевого сопла 7, и устройство к прессу для смыкания и размыкания частей 8 и 9 прессформы, содержащее неподвижную плиту 10, закрепленную на корпусе цилиндра пресса с нагревательной плитой 12 и неподвижной частью 8 прессформы, смыкаемой с подвижной частью 9 и нагревательной плитой 13 прессформы перемещающимися на горизонтально расположенных колоннах 14 подвижными от силового цилиндра 15 и сильфона 16 плитами 17 и 18, связанными с приспособлениями для регулировки зазора между нагревательными плитами 12 и 13 и фиксации подвижной плиты 18 перед прессованием изделий.
Приспособление для регулировки проходных сечений отверстий 5 и 6 червяка 4 литьевого сопла 7 включает выполненный на торце червяка 4 буртик 19 с отверстиями 5, перекрываемыми зубчатым клапаном 20 с нарезкой 21, аксиально перемещающимся в полости буртика 19 до упора в канал его отверстий конусом клапана 20 и в закрепленный на цилиндре 11 пресса перфорированный диск 22 с отверстиями 23, совмещающимися с отводными отверстиями 6 канала 24 литьевого сопла 7, поворотного, например, от рычага 25, скользящего в пазах 26 неподвижной плиты 10. Приспособление для регулировки зазора между нагревательными плитами 12 и 13 содержит винтовые пары, выполненные на концах горизонтально расположенных колонн 14 в виде винтовых нарезок с гайками 27, 28 и 29 фиксации подвижных плит 18 и 17.
Приспособление для фиксации подвижной плиты 18 перед прессованием изделий включает смонтированный на втулке 30 неподвижной плиты 10 поворотный от гидроцилиндра 31 (см. фиг. 2) и выполненный с фасонными вырезами 32 дисковый замок 33, входящий в зацепление с горизонтально расположенными во втулках 34 (см. фиг. 1) колоннами 14 по прорезям 35, сделанным на концах этих колонн.
Лента сырой резины с катушки 36 поступает и перемещается червяком в цилиндре пресса до упора в буртик червяка, затем нагнетается в отверстия буртика по каналам зубчатой нарезки клапана и поступает в напорную камеру 37. После наполнения этой камеры червяк под действием силового цилиндра аксиально перемещается и как поршень выдавливает разогретую и пластицированную резину через отверстие перфорированного диска, отводные отверстия и литьевой канал сопла в полость прессформы, при этом обратное движение резины исключается, так как клапан перекрывает отверстия буртика. Резиновая смесь, проходя через отверстия перфорированного диска и сопла, дополнительно разогревается и в прессформу поступает с заданной температурой, которая достигается за счет изменения проходных сечений в отверстиях перфорированного диска и сопла. По окончании литья резиновой смеси в прессформу поворотом сопла отверстия перфорированного диска перекрываются, при этом исключается движение резины в прессформу и из нее.
Кроме того, приспособление для регулировки проходных сечений отверстий обеспечивает безостановочную работу червяка, так как при перекрытии отверстий перфорированного диска червяк автоматически переходит на заполнение напорной камеры, независимо от того прижато литьевое сопло к прессформе или отведено от нее. Следовательно, это приспособление исключает остановку червяка в процессе формования, вулканизации и выгрузки изделий. Смыкание частей прессформы происходит с помощью гидроцилиндра перемещения подвижной силовой плиты с колоннами, сильфоном, подвижной частью прессформы и нагревательной плиты, диск замка поворачивается на определенный угол и своими вырезами заходит в прорези, выполненные на концах колонн. После закрытия дискового замка в сильфон подается жидкость под давлением и при требуемом ходе сильфона, в пределах 0,5-1,0 мм, прессформа сжимается с заданным усилием, например в 150 т, после чего в прессформу производят литье резины под давлением. После окончания процесса вулканизации давление в сильфоне автоматически снимается, открывается дисковый замок, освобождающий колонны, и при обратном ходе поршня гидроцилиндра силовая подвижная плита, колонны, сильфон и подвижная часть прессформы с нагревательной плитой отводятся от неподвижной части прессформы, при этом по каналам, выполненным в частях прессформы, подается сжатый воздух для удаления готовых изделий, и таким образом, работа червячного литьевого пресса в автоматическом цикле повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Литьевой пресс для изготовления изделий из полимерных материалов | 1980 |
|
SU984399A3 |
| ПРЕССФОРМА К ЛИТЬЕВЫМ ВУЛКАНИЗАЦИОННЫМПРЕССАМ | 1968 |
|
SU209709A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU259357A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| Пресс | 1980 |
|
SU903146A2 |
| Блок литьевого прессования | 1988 |
|
SU1652085A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
1. Червячный литьевой пресс, например, для литья под давлением формовых резиновых изделий, включающий червячный пресс с гидроцилиндрами вращения и аксиального перемещения червяка, связанного с приспособлением для регулировки проходных сечений отверстий червяка и литьевого сопла, и устройство к прессу для смыкания и размыкания частей прессформы, состоящее из неподвижной плиты, закрепленной на корпусе цилиндра пресса с нагревательной плитой и неподвижной частью прессформы, смыкаемой с подвижной частью прессформы посредством перемещающихся на горизонтально расположенных колоннах подвижных от силового цилиндра и сильфона плит, связанных с приспособлениями для регулировки зазора между нагревательными плитами и фиксации подвижной плиты перед прессованием изделий, отличающийся тем, что, с целью повышения производительности труда, приспособление для регулировки проходных сечений отверстий червяка и литьевого сопла включает выполненный на торце червяка буртик с отверстиями, перекрываемыми зубчатым клапаном, аксиально перемещающимся в полости буртика до упора в канал отверстий конусом клапана, и в закрепленный на цилиндре пресса перфорированный диск, выполненный с отверстиями, совмещающимися с отводными отверстиями литьевого канала сопла, поворотного, например, посредством рычага, скользящего в пазах неподвижной плиты.
2. Пресс по п. 1, отличающийся тем, что приспособление для регулировки зазора между нагревательными плитами включает винтовые пары, выполненные на концах горизонтально расположенных колонн в виде винтовых нарезок с гайками фиксации подвижных плит.
3. Пресс по пп. 1 и 2, отличающийся тем, что приспособление для фиксации подвижной плиты перед прессованием изделий, включает смонтированный на втулке неподвижной плиты поворотный от гидроцилиндра и выполненный с фасонными вырезами дисковый замок, входящий в зацепление с горизонтально расположенными колоннами по прорезям, выполненным на концах этих колонн.
