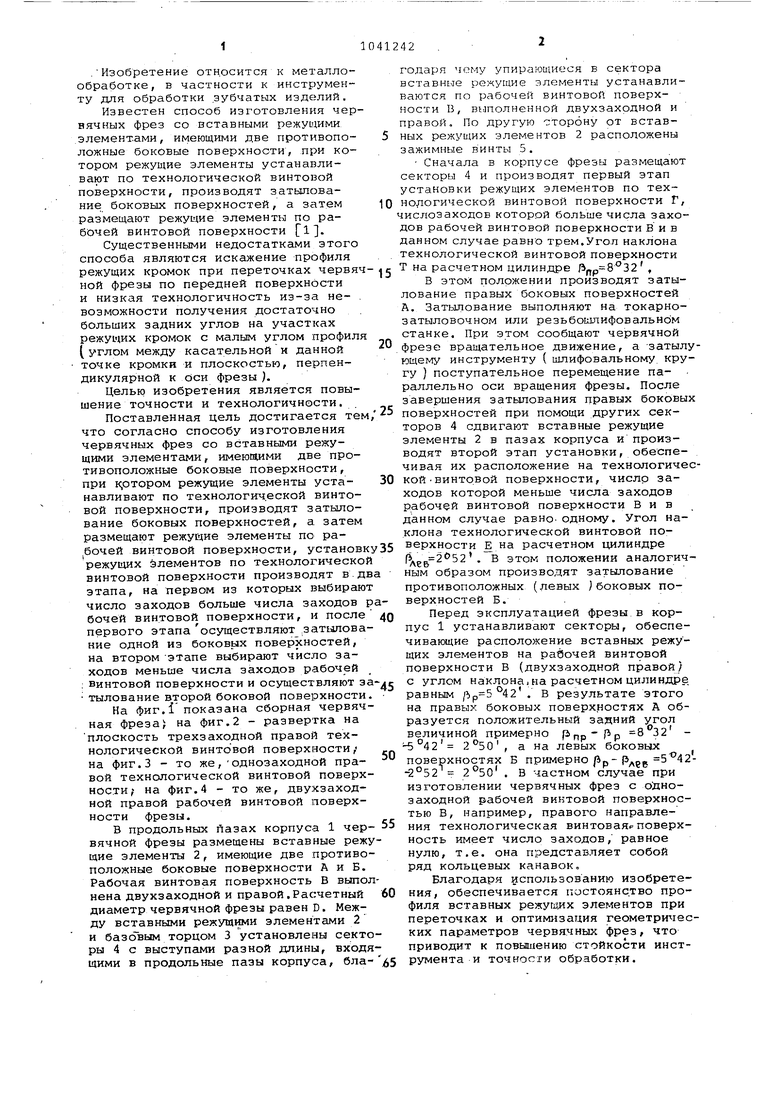
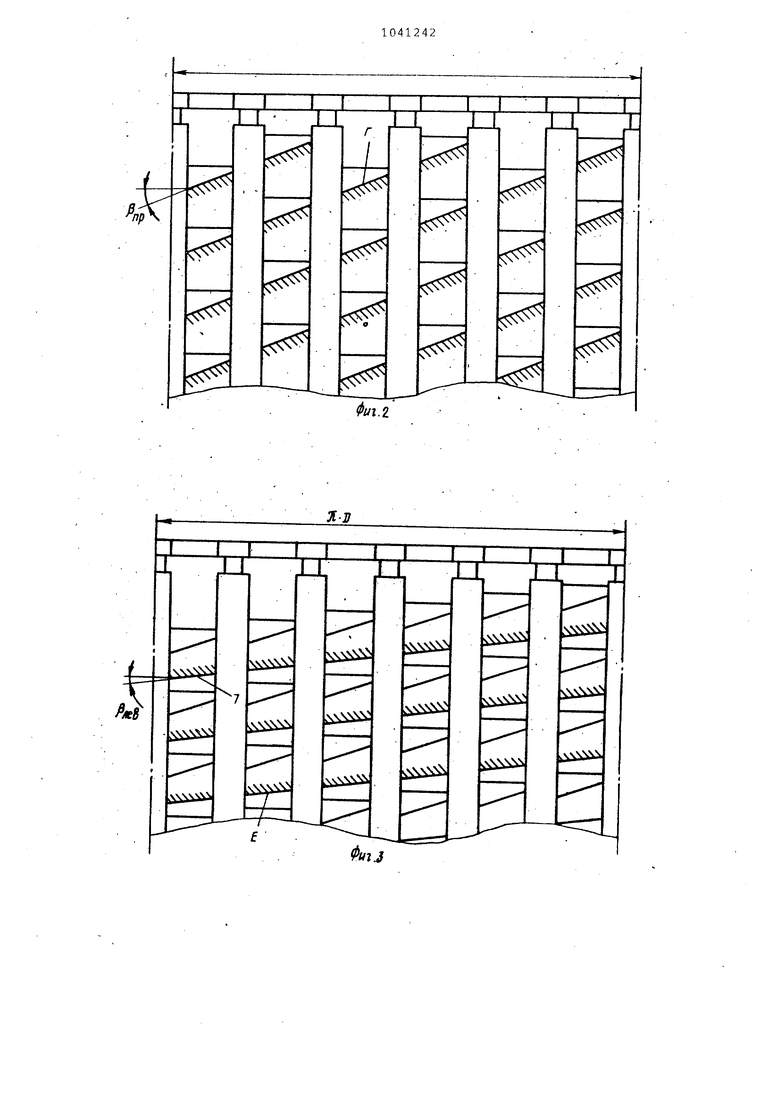
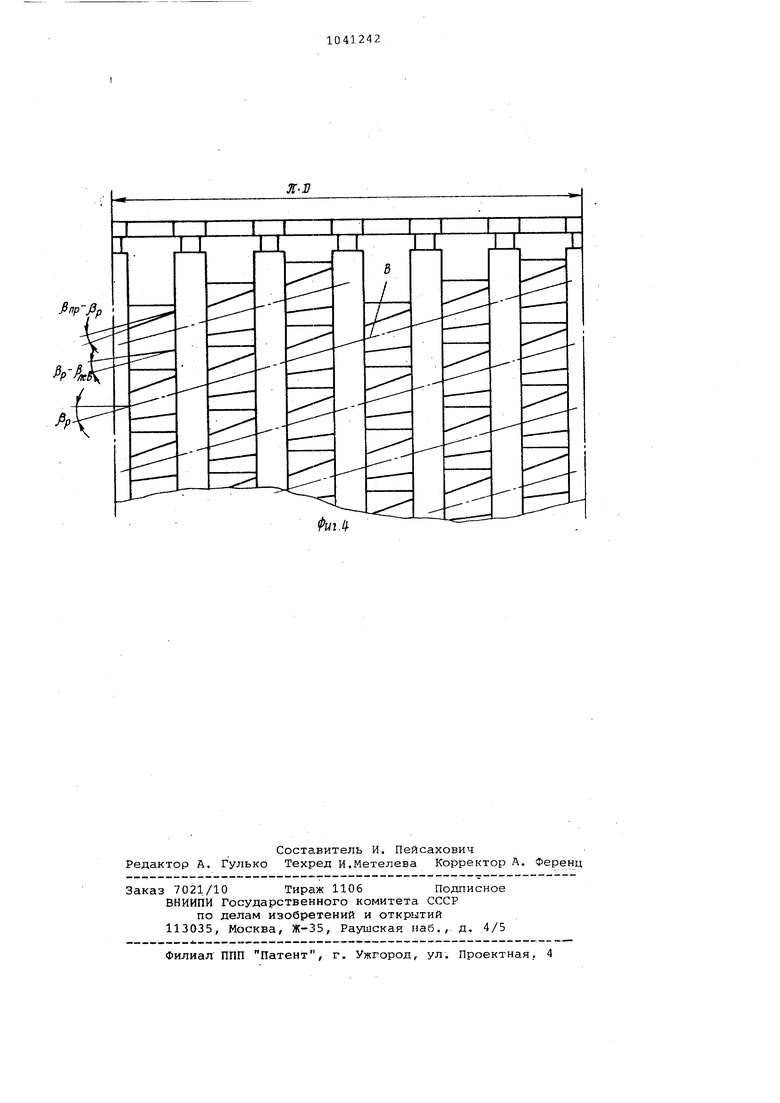
.Изобретение относится к металлообработке, в частности к инструменту для обработки зубчатых издеший. Известен способ изготовления червячных фрез со вставными режущими .элементами, имеющими две противоположные боковые поверхности, при котором режущие элементы устанавливают по технологической винтовой поверхности, производят затылование бокоьых поверхностей, а затем размещают режущие элементы по рабочей винтовой поверхности fl. Существенными недостатками этого способа являются искажение профиля режущих кромок при переточках червяч ной фрезы по передней поверхности и низкая технологичность из-за не- . возможности получения достаточно больших задних углов на участках режу1чих кромок с малым углом профиля ( углом между касательной н данной точке кромки и плоскостью, перпендикулярной к оси фрезы). Целью изобретения является повышение точности и технологичности. Поставленная цель достигается тем что согласно способу изготовления червячных фрез со вставными режущими элементами, имеюгадми две противоположные боковые поверхности, при к;отором режущие элементы устанавливают по технологической винтовой поверхности, производят затылование боковых поверхностей, а затем размещают режущие элементы по ра бочей винтовой поверхности, установ режущих элементов по технологическо винтовой поверхности производят в.д этапа, на первом из которых выбираю число заходов больше числа заходов бочей винтовой поверхности, и после первого этапа осуществляют затылова ние одной из боковых поверхностей, на втором -этапе выбирают число заходов меньше числа заходов рабочей : БИНТОВОЙ поверхности и осуществляют з тылование второй боковой поверхности На фиг.Г показана сборная червяч ная фреза) на фиг.2 - развертка на плоскость трехзаходной правой технологической винтовой поверхности, на фиг.З - то же,однозаходной пра вой технологической винтовой поверх ности,- на фиг.4 - то же, двухзаходной правой рабочей винтовой поверхности фрезы. В продольных Лазах корпуса 1 чер вячной фрезы размещены вставные реж щие элементы 2, имеющие две противо положные боковые поверхности А и Б. Рабочая винтовая поверхность В вьто нена двухзаходной и правой.Расчетный диаметр червячной фрезы равен D. Между вставными режущими элементами 2 и базовым торцом 3 установлены сект ры 4 с выступами разной дл.ины, вход щими в продольные пазы корпуса, бла годаря чему упирающиеся в сектора вставные режущие элементы устанавливаются по рабочей винтовой поверхности В, выполненной двухзаходной и правой. По другую сторону от вставных режущих элементов 2 расположены зажимные винты 5. Сначала в корпусе фрезы размещают секторы 4 и производят первый этап установки режущих элементов по техно/1огической винтовой поверхности Г, ислозаходов которой больше числа заходов рабочей винтовой поверхности Вив данном случае равно трем.Уго.л наклона технологической винтовой поверхности Т на расчетном цилиндре /5„р 832 , В этом положении производят затылование правых боковых поверхностей А. Затылование выполняют на токарнозатыловочном или резьбоылифовальном станке. При этом сообщают червячной фрезе вращательное движение, а затылующему инструменту ( шлифовальному кругу ) поступательное перемещение параллельно оси вращения фрезы. После завершения затылования правых боковых поверхностей при помощи других секторов 4 сдвигают вставные режущие элементы 2 в пазах корпуса ипроизводят второй этап установки, обеспечивая их расположение на технологической-винтовой поверхности, число заходов которой меньше числа заходов рабочей винтовой поверхности Вив данном случае равно-одному. Угол наклона технологической винтовой поверхности Е на расчетном цилиндре fiдgg 2 52 . В этом положении аналогичным образом производят затылование противоположных (левых Jбоковых поверхностей Б. Перед эксплуатацией фрезы в корпус 1 устанавливают секторы, обеспечивающие расположение вставнвлх режущих элементов на рабочей винтовой поверхности В (двухзаходной правой/ с углом Наклона J на расчетном цилиндре, равным /Ьр 5°42 . В результате этого на правых боковых поверхностях А образуется положительный задний угол величиной примерно р„ -fSp 832 5°42 , а на левых боковыас поверхностях Б примерно/5р-p gg 5 42-2°52 2°50 . В частном случае при изготовлении червячных фрез с однозаходной рабочей винтовой поверхностью В, например, правого направления технологическая винтовая -поверхность имеет число заходов, равное нулю, т.е. она представляет собой ряд кольцевых канавок Благодаря использованию изобретения, обеспечивается постоянство профиля вставных режугдих элементов при переточках и оптимизация геометрических параметров червячных фрез, что приводит к повышению стойкости инструмента и точности обработки.
пр-fl.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| СПОСОБ ЗАТЫЛОВАНИЯ БОКОВЫХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ ГЛОБОИДНЫХ ФРЕЗ | 1971 |
|
SU308855A1 |
| Сборная червячная фреза для обработки глобоидных червячных колес | 1972 |
|
SU547302A1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| Способ затылования конических червячных фрез | 1980 |
|
SU965728A1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| Способ затылования нелинейчатых червячных фрез | 1976 |
|
SU697302A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕРВЯЧНЫХ ФРЕЗ со вставными режущими элементами, имеющими две противоположные боковые поверхности, при котором режущие элементы устанавливают по технологической винтовой поверхности, а затем производят затьалование боковых поверхностей и размещение режущих элементов по рабочей винтовой поверхности, отличающийся тем, что, с целью повышения, точности и технологичности, установку режущих элементов по технологической винтовой поверхности производят в два этапа, на первом из которых выбирают число заходов больше числа заходов рабочей винтовой поверхности, и после первого этапа осуществляют затылование одной из боковых поверхностей, на втором этапе выбирают число заходов меньше числа заходов рабочей винтовой поверхности и осуществляют затылование второй боковой поверхности. (Я с: ю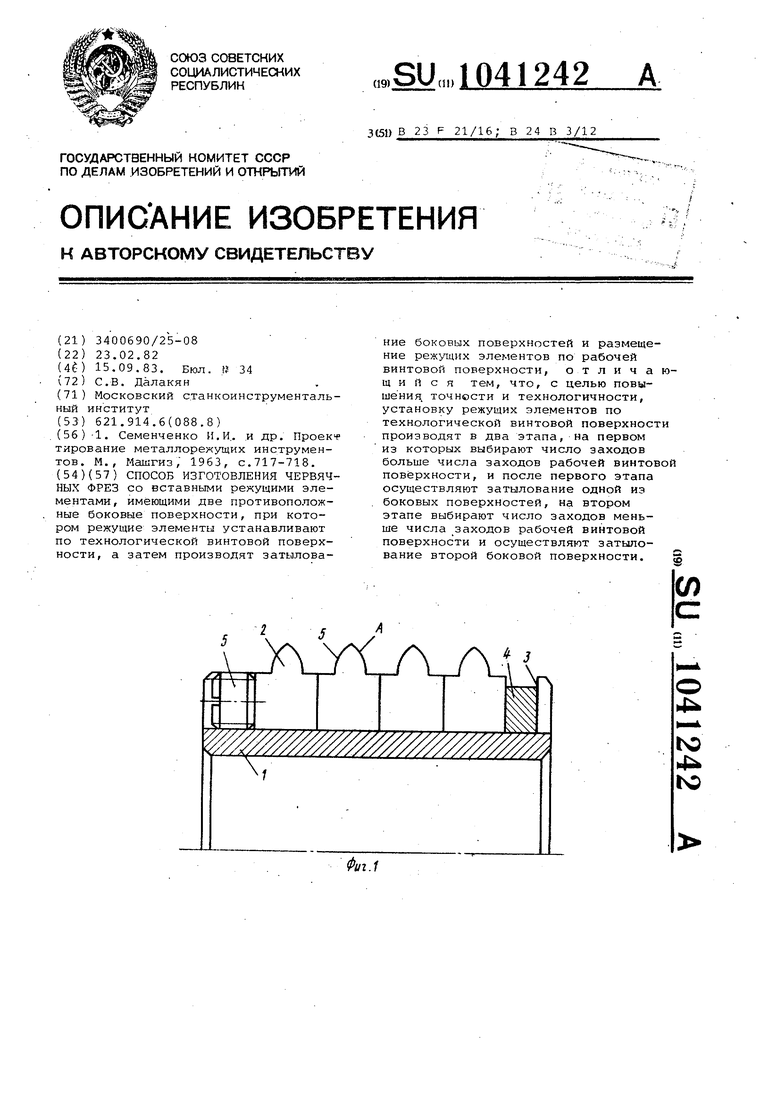
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенченко И.И | |||
| и др | |||
| Проек тирование металлорежущих инструментов | |||
| М., Матгиз, 1963, с.717-718. | |||
