(54) СПОСОБ ЗАТЫЛОВАНИЯ НЕЛИНЕЙЧАТЫХ ЧЕРВЯЧНЫХ ФРЕЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления червячной фрезы | 1986 |
|
SU1364415A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| Червячная фреза для нарезки двухшаговых червячных колес | 1960 |
|
SU141368A1 |
| Червячная фреза для нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов | 1949 |
|
SU90484A1 |
| Способ затылования червячных фрез | 1980 |
|
SU1009721A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ЧЕРВЯЧНЫХ ФРЕЗ | 1973 |
|
SU376174A1 |
I
Изобретение относится к области машиностроения и может быть использовано при затыловании нелинейчатых червячных фрез для нарезания червячных колес.
Известен способ затылования фрез, при котором осуществляют вращательное движение фрезы и поступательное движение инструмента 1J.
К недостатка.м данного способа следует отнести внесение погрещности в профиль режущих кромок при ее переточках.
Цель изобретения - уменьшение погрешности профиля фрезы при ее переточках.
Цель достигается тем, что инструмент перемещают ts направлении по касате.,1ьной к соосному с фрезой цилиндру, диа.четр которого не .менее диа.метра впадин фрезы.
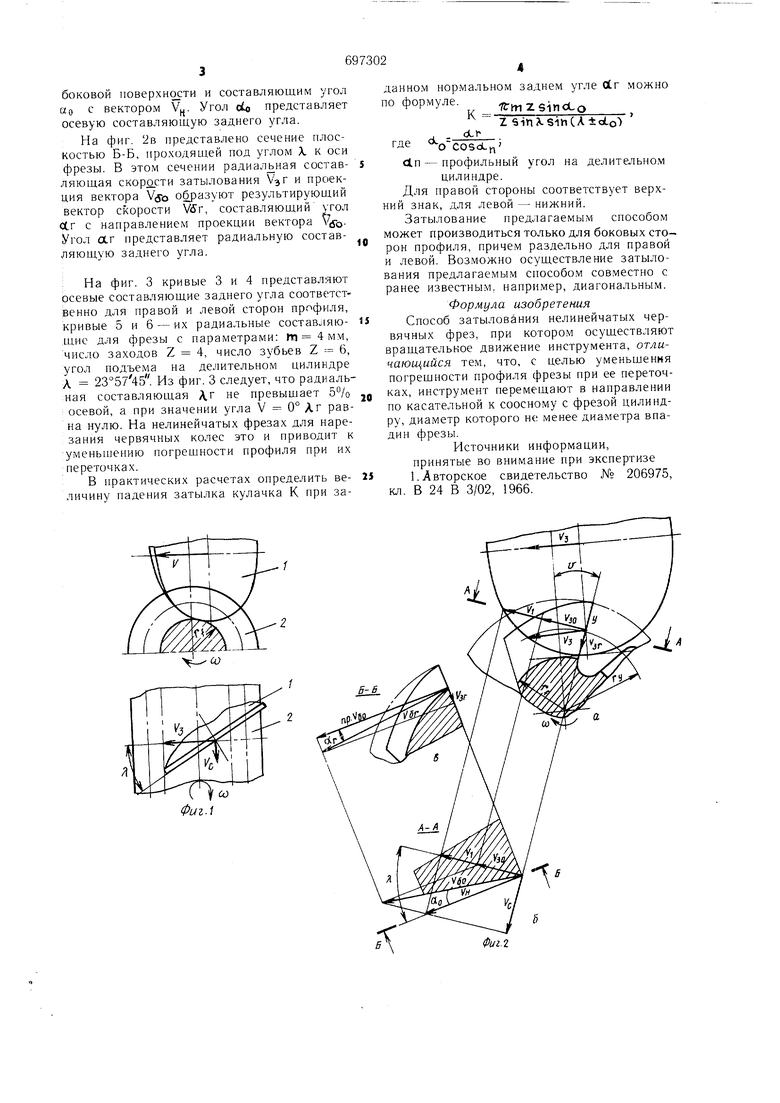
На фиг. 1 представлена схема затылования; .на фиг. 2 - нлан скоростейнекоторой произвольной точки контактной линии с радиусом г , поясняющий образование заднего угла на левой стороне зуба правоза.ходной фрезы; на фиг. 3 - осевые и радиальные составляющие заднего угла в зависимости от падения затылка кулачка к.
Затыловочный шлифовальный круг 1 (с.м. фиг. 1), ось которого развернута в горизонтальной плоскости относительно оси фрезы 2 на угол винтовой нарезки Л, нере.мешаетСя вдоль оси вращаюшейся фрезы вместе с суппортом ео скоростью Vc. Кругу сообн1ае ся затыловочное движение со скоростью V3. для правой стороны профиля V, irvieer противоположный знак.
Окружная скорость Vi (см, фиг. 2) образуется в результате вращения фрезы с угловой скоростью ш. Из иг. 2а следует, что скорость затылования з можно р азложить на радиаль дую составляющую и тангенщ(альную по направлению скорости V| .
На фиг. 26 представлена развертка ци5линдрического сечения фрезы на плоскость А-А. Вектор VH, равный сумме векторов V: и Ve, определяет направление винтовой нарезки с углом подъема /. для незатылованной фрезы. Но поскольку тангенпиальная составляющая затыловочного движения о суммируется с вектором V, то результирующее движение определяется вектором скорости jj, касательны.м к формируе.мой
боковой поверхности и составляющим угол а о с вектором V. Угол etc представляет осевую составляющую заднего угла.
На фиг. 2в представлено сечение плоскостью Б-Б, про.ходящей под углом X к оси фрезы. В этом сечении радиал ьная составляющая скорости затылования УЗ г и проекция вектора образуют результирующий вектор скорости VSr, составляющий угол еСг с направлением проекции вектора . Угол Хг представляет радиальную составляющую заднего угла.
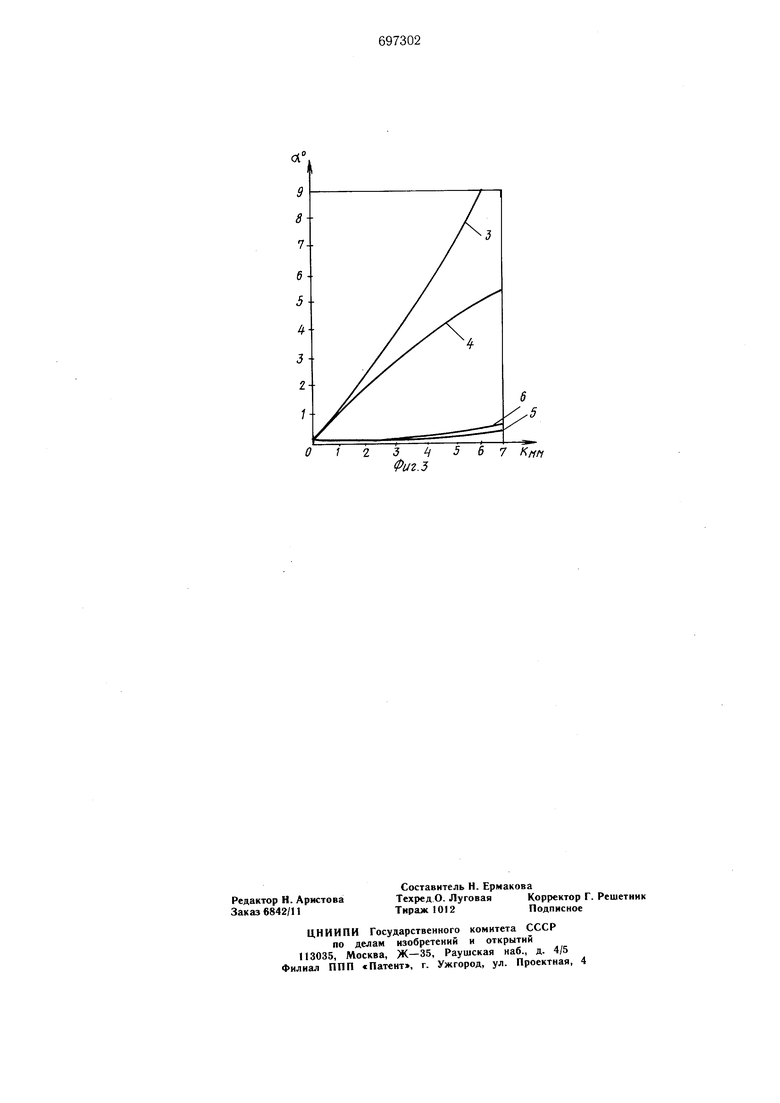
: На фиг. 3 кривые 3 и 4 представляют осевые составляющие заднего угла соответственно для правой и левой сторон профиля, кривые 5 и 6 - их радиальные состав.1яющис для фрезы с параметрами: m 4 мм, число заходов Z 4, число зубьев Z 6, угол подъема на де.щтельном цилиндре Д 23°5745. Из фиг. 3 следует, что радиальная составляющая г не превышает 5°/о осевой, а при значении угла V 0° Л г равна нулю. На нелинейчатых фрезах для нарезания червячных колес это и приводит к уменьшению погрешности профиля при их переточках.
В практических расчетах определить величину падения затылка кулачка К при заданном нормальном заднем угле Otr можно по формуле.
JCtn zeinoLp
SinXsihCAloLo)
dLt
где
O COSoLf,
ctn - профильный угол на делительном цилиндре.
Для правой стороны соответствует верхний знак, для левой - нижний.
Затылование предлагаемым способом может производиться только для боковых сторон профиля, приче.м раздельно для правой и „тевой. Воз.можно осуществление затылования предлагаемым способо.м совместно с ранее известным, например, диагональным.
Формула изобретения Способ затыловйния нелинейчатых червячных фрез, при котором осуществляют вращательное движение инструмента, отличающийся тем, что, с целью уменьщення погрешности профиля фрезы при ее переточках, инструмент перемещают в направлении по касательной к соосному с фрезой цилиндру, диаметр которого не менее диаметра впадин фрезы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 206975, кл. В 24 В 3/02, 1966.
5 б 7 K/y/Y
2 J Фиг.5
