2, Ползун по п. 1, о т л и ч а го щ и R с я тем, что, с целью предотвращения во.эможности обрыва течения защитного газа от стенки при низких его расходах,на крилолинейном участке выполнен ряд поперечных каналов,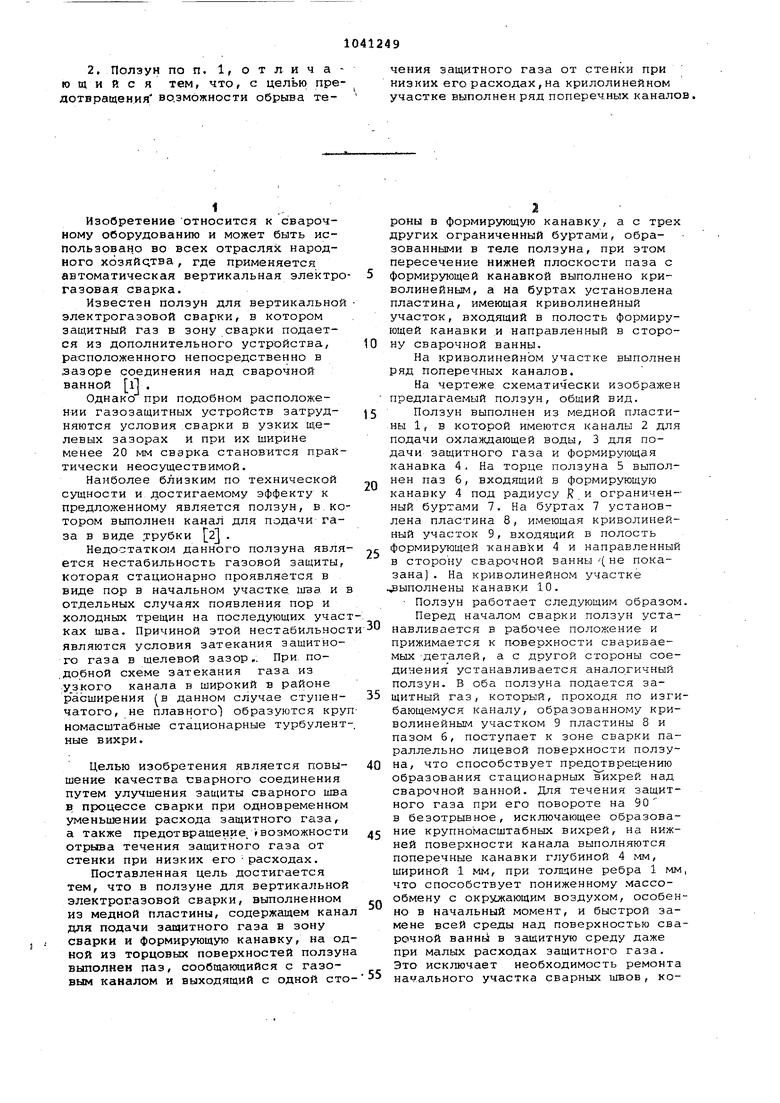

| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Способ автоматического регулирования глубины сварочной ванны | 1978 |
|
SU703273A1 |
| Способ автоматической дуговой сварки под флюсом с принудительным формированием обратной стороны шва и устройство для его осуществления | 1987 |
|
SU1581548A1 |
| СПОСОБ ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ | 2015 |
|
RU2669668C2 |
| Способ односторонней дуговой автоматической сварки под флюсом и устройство для его осуществления | 1988 |
|
SU1738576A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| Формирующее устройство для электро-шлАКОВОй СВАРКи | 1979 |
|
SU823037A1 |
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
| Устройство газовой защиты сварного шва при лазерной сварке | 2020 |
|
RU2750387C1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2008 |
|
RU2379163C1 |
ПОЛЗУН ДЛЯ ВЕРТИКАЛЬНОЙ ЭЛЕКТВОГАЗОВОЙ СВАРКИ, выполненны ИЗ медной пластины, содержащий нал для подачи защитного газа в з ну сварки и формирующую канавку, отличающийся тем, что с целью повышения качества сварного соединения путем улучшения защиты сварного шва в процессе сварки при одновременном уменьшении расхода защитного газа, на одной из торцовых поверхностей ползуна выполнен паз сообщающийся с газовым каналом и выходящий с одной стороны в формирующую канавку, а с трех других огра-. ниченный буртами, образованными в теле ползуна, при этом пересечение нижней плоскости паза с формирующей канавкой выполнено криволинейным, а на буртах установлена пластина, имеющая криволинейный участок, входящий в полость формирующией канавки и направленный в сторону сварочной ванны.
Изобретение относится к сварочному оборудованию и может быть использовано во всех отраслях народного хозяйства, где применяется автоматическая вертикальная электр газовая сварка. Известен ползун для вертикально электрогазовой сварки, в котором защитный газ в зону сварки подается из дополнительного устройства, расположенного непосредственно в зазоре соединения над сварочной ванной Л , Однако при подобном располож:ении газозащитных устройств затрудняются условия .сварки в узких ш;елевых зазорах и при их ширине менее 20 мм сварка становится прак тически неосуществимой. Наиболее близким по технической сущности и достигаемому эффекту к предложенному является ползун, в. ко тором выполнен канал для подачи газа в виде трубки 2 . Недостатком данного ползуна явля ется нестабильность газовой защиты которая стационарно проявляется в виде пор в начальном участке, шва и отдельных случаях появления пор и холодных трещин на последующих учас ках шва. Причиной этой нестабильнос являются условия затекания защитного газа в щелевой зазор,. При. по.добной схеме затекания газа из узкого канала в широкий в районе расшнрения в данном случае ступенчатого, не плавного) образуются: кру номасштабные стационарные турбулент ные вихри. Целью изобретения является повы шение качества сварного соединения путем улучшения защиты сварного шв в процессе сварки при одновременном уменьшении расхода защитного гг13а, а также предотвращение, возможност отрыва течения защитного газа от стенки при низких его расходах. Поставленная цель достигается тем, что в ползуне для вертикально электрогазовой сварки, выполненном из медной пластины, содержащем кан для подачи защитного газа в зону сварки и формирующую канавку, на о ной из торцовых поверхностей ползу вьтолнен паз, сообщающийся с газовым каналом и выходящий с одной ст роны в формирующую канавку, а с трех других ограниченный буртами, образованными в теле ползуна, при этом пересечение нижней плоскости паза с формирующей канавкой выполнено криволинейным, а на буртах установлена пластина, имеющая криволинейный участок, входящий в полость формирующей канавки .и направленный в сторону сварочной ванны. На криволинейном участке выполнен ряд поперечных каналов. На чертеже схематически изображен предлагаемый ползун, общий вид. Ползун выполнен из медной пластины 1 , в которой имеются каналы 2 для подачи охлаждающей воды, 3 для подачи защитного газа и формирующая канавка 4, На торце ползуна 5 выполнен паз б, входящий в формирующую канавку 4 под радиусу R и ограниченный буртами 7. На буртах 7 установлена пластина 8, имеющая криволинейный участок 9, входящий в полость формирующей канавки 4 и направленный в сторону сварочной ванны (не показана) . На криволинейном участке ыполнены канавк.и 10. Ползун работает следующим образом. Перед началом сварки ползун устанавливается в рабочее положение и прижимается к поверхности свариваемых -деталей, а с другой стороны соединения устанавливается аналогичный ползун. В оба ползуна подается защитный газ, который, проходя по изгибающемуся каналу, образованному криволинейным участком 9 пластины 8 и пазом б, поступает к зоне сварки параллельно лицевой поверхности ползуна, что способствует предотврещению образования стационарных вГихрей над сварочной ванной. Для течения защитного газа при его повороте на 90 в безотрывное, исключающее образование крупномасштабных вихрей, на нижней поверхности канала выполняются поперечные канавки глубиной 4 мм, шириной 1 мм, при толщине ребра 1 мм, что способствует пониженному массообмену с окружающим воздухом, особенно в начальный момент, и быстрой замене всей среды над поверхностью сварочной ваннй в защитную среду даже при малых расходах защитного газа. Это исключает необходимость ремонта начального участка сварных швов, коJ 104 торые, как правило, поражены порами и другими недопустимыми дефектами из-за наличия воздуха. При использовании предлагаемого ползуна за счет улучшения характерис тик газовой защиты существенно повышается качество сварного соёдинения (брак составляет 0,5% против 4-5% у базового объекта) при снижеНИИ в 3-4 раза расхода защитного газа.1 Лабораторные испытания, проведенные в условиях предприятия, показывают, что из четырых пластин, сваренных при расходе защитного газа 49.4 .3 л/мин (против 120 л/мин по действу ющей техдокументации на данный процесс сварки), при контроле методами УЗК и У -графированием, а также при последующей разделке сварного соединения на шлифы не обнаружено ни одного участка, в том числе и в начале сварки/ с дефектами из-за иаличин воздуха. i , При этом уровень турбулентности в потоке защитного газа снижается, количество азота, поступающего в зону сварки, уменьшается (О.,00б% против 0,014% у базового объекта).
