Изобретение относится .к сварочному производству, к технике выпопнания эпектрошпаковой сварки и может быть применено в любой отрасли промышленности, применяющей этот способ сварки. Известен способ измерения гпубины сварочной ванны с использованием радиоактивных изотопов. Недостатком его явпяется необходимость соблюдения особых правил по технике безопасности, наличие специальной аппаратуры. Наиболее близким по технической сущ ности и достигаемому эффекту к изобретению является способ автоматического регулирования глубины сварочной ванны при электрошлаковой сварке, при котором в формирующем ползуне размещают сквоз ной щуп, изолированный от корпуса ползуна, обеспечивают контакт щупа со сварочной ванной и электрически связывают его с исполнительным механизмом, а в сварочную ванну периодически подают флюс с помощью механизма подачи. Однако наличие корки шлака, образующейся между сварочной ванной и попзуном, имеющей различную толщину и электропроводность и отсутствие строго фиксируемого контакта между коркой шпака и щупом значительной степени искажает работу.щупа и не обеспечивает получение чёткой фиксации положения для сварочной ванНы. Целью изобретения является повышение качества регулирования глубины сварочной ванны. Цель достигается тем, что на рабочей поверхности формируюгцего ползуна ниже уровня щупа, по направлению сварки выполняют паз, причем щуп располагают ниже уровня незакристаплизовавшейся моталпической ванны заподлицо с дном паза и подключают к механизму подачи флюса в сварочную ванну.
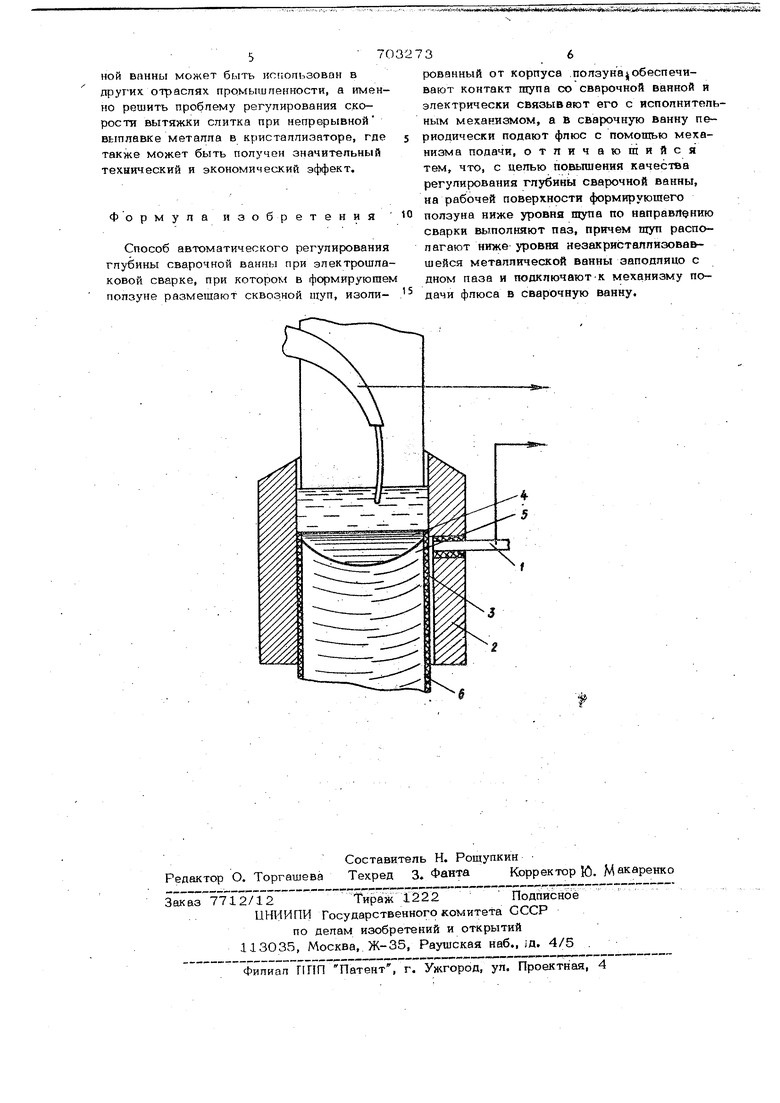
Ma чертеже изображена схема реапизации способа.
Операции автоматического регу7Ж1ювания глубины сварочной ванны, т.е. поддержание ее Ешжнего уровня на заданном расстоянии от верхней кромки ползуна, при использовании предлагаемого способа осуществляют при помощи показанного на чертеже матаппического; например медного или воль({)рамового щупа 1, запрессованного в медный ползун 2. Этот щуп
должен быть изолирован от корпуса ползуна слюдой или керамикой. Для более надежной работы медного щупа, он долже быть водоохлаждаемым. Конец шупа располагают на одном уровне с дном канавки 3, которая идет от щупа до низа пол зуна. Выше щупа канавки нет. Этот щуп является контактом исполни тельного механизма, включающего и вык лючающего подачу флюса в сварочную ва ну. . Подачу флюса производят дозатором, приводимым в движение мотором. Принцип работы щупа следующий. После наведения в начале сварки шдаковой ванны обычным способом и получения устойчиво го процесса включают дозатор на автома тическую подачу флюса. При нормальной глубине сверочной , которая задает ся техпроцессом (около 5О-60 мм) кристаллизация нижних слоев металлической ванны 4 около ползуна происходит немного вь1ше щупа 1. В этом случае при. подъеме в процессе сварки автомата, закристаллизовавшиеся участки шва 5, покрытые тонким слоем шпака б, не будут к;асапься щупа, находящегося в канавке ползуна 2 и напряжение в цепи щупа, будет равно нулю. При таком положении сварочной ванны мотор дозатора флюса получит питание, что обеспечит подачу флюса из бункера в сварочную ванну. Вместо дозатора добавка флюса может производиться вручную по сигналу от щупа. Количество флюса, подаваемого в сва рочную Ванну, должно, бьпъ больше .количества шлака образующего корку на поверхности шва.. . Так как скорость подъема автомата при ЭШС {за счет визуального наблюдения ипи епециаль ного спе,адтего устройства) поддерживается такой, чтобы поверхность шпака находилась на заданном расстоянии от верхнихкромок ползунов, то при работе, дозатора глубина сверочно ванны постепенно бyдet увеличиваться.
Увеличение глубины приведет к тому, что ее дно окажется на уровне торна щупа и жидкая фаза сварочной ванны 4 затечет в паз, в котором помещен щуп и дйже при .небольшом напряжении в цепи пгупа произойдет выключение питания мотора дозатора флюса. В результате этого подача флюса в сварочную ванну прекратитея. Прекращение подачи флюса вызовет постепенное уменьшение глубины ванны из-за расхода жидкого шлака на образование шлаковой корки на поверхности шва. После того, как дно сварочной ванны подйимется выше торца щупа, произойдет а&томатическое включение подачи флюса в сварочную ванну. В результате периодического включения и выключения подачи флюса нижний уровень сварочно.й ванны будет автоматически поддерживаться в районе пгупа, т.е. на определенном расстоянии- от верхних кромок ползунов. Глубину паза-каиавки на ползуне, в котором помещен щуп, делают в пределах 0,4-О,5 мм. При значениях меньше 0,4 мм снижается четкос1ъ. фиксации дна сварочной ванны, а при значениях более 0,5 мм на сварном шве могут появляться наплывы металла, требующие последующей зачистки или.при сварке могут быть протечки сварочной ванны. Ширину канавки Выполняют немного больше диаметра отверстия, высверливаемого для щупа вползуне. Для обеспечения свободного выхода металла и шлака, периодически попадающего в канавку и застывающего там, торец щупа устанавливают заподлицо с дном канавки и проточку канавки делают клиновидной с небольшим расширением (по 1-1,5 мм на сторону) .книзу. Регулировку глубины сварочной ванны производят путем изменения расстояния сварочной ванны, а уменьшение - к увеличению ее глубины. Четкая работа предлагаемого сварочного автомата обеспечит повышение качества сварных соединений и значительно снизит количество дорогостоящего ремонта сварных швов. Кроме того применение этого устройства автоматизирует операцию регулирования гп бины сварочной ванны, что позволит уменьшить количество рабочих,обслуживающих установку для ЭШС и поручать сварку изделий операторам-сварщикам более низкой квалификации. -- Кроме этого принцип предлагаемого стройства регулирования глубины свярочS 70 НОЙ ванны может бытъ ксюпьзовон в других отраслях промышпенности, а именно решить проблему регулирования скорости вытяжки слитка при непрерывной вьшлавке металла в кристаллизаторе, где также может быть получен значительный технический и экономический эффект. Формула изобретения Способ автоматического регулирования глубины сварочной ванны при электрошлаковой сварке, при котором в формирующем ползуне размещают сквозной шуп, изоли36рованный от корпуса .ползунаjобеспечивают контакт щупа со сварочной ванной и электрически связывают его с исполнительным механизмом, а в сварочную ванну периодически подают флюс с помощью механизма подачи, отлич ающийся тем, что, с цепью повышения качества регулирования глубины сварочной ванны, на рабочей поверхности формирующего ползуна ниже уровня щупа по направлению сварки выполняют паз, причем щуп располагают ниже уровня незакристаппизовавшейся металлической ванны заподлицо с дном паза и подключают-к механизму подачи флюса в сварочную ванну.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Способ регулирования термического цикла при электрошлаковой сварке | 1980 |
|
SU919836A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Ползун для формирования металла шва при электрошлаковой сварке | 1976 |
|
SU602333A1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
| Способ автоматической дуговой сварки под флюсом с принудительным формированием обратной стороны шва и устройство для его осуществления | 1987 |
|
SU1581548A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ | 1990 |
|
RU2018428C1 |
| Способ управления процессом электрошлаковой сварки | 1982 |
|
SU1042934A1 |
