Изобретек-ие относится к электрофизическим и электрохимиче.ским методам обработки и, в частности, к устройствам для прошивки гладких бесступенчатых отверстий электрохимическим и совмещенным эрозионнохимическим методами.
Известны устройства для размерной электрохимической обработки, с помошью которых осуществляют подачу электролита в межэлектродный зазор с разделением зон его входа и выхода. Разделение зон- входа и выхода электролита производит -втулкс из диэлектрика, насаженная на тСКопроводящую основу электрода-инструмента. Втулка имеет выступы, которые упираются .в стенки отверстия и образуют зоны входа и выхода электролита Щ .
Однако инструмент подобной конструкции не пригоден.для обработки, когда присутствует износ электчродаинструмента, например на режимах электроэрозионнохимической обработки так как по мере износа электропроводящей основы изолирующий наружный инструмента начинает экранировать обрабатываемую повер {ность, что ведет к нарушению стабильности обработки. Условия, оказываюшие влияние на съем материала, такие как температура электролита, его газонасыщение и другие различны в зонах входа и выхода электролита, что отрицательно влияет на точность обработки. Для прошивания отверстий сложной формы необходимо изготавливать инструмент с изолирующими втулками сложной форЛы, что делает его изготовление трудоемким.
Известно устройство для размерной электрохимической обработки, входное отверстие корпуса которого связано с системой-прокачки электролита, а в выходном отверстии установлен кулачковый патрон для закрепления электрода-инструмента 2 .
Данное устройство ke позволяет осуществлять последовательную подачу электролита в разные зоны межэлектродного промежутка, вследствии чего .низка эффективность прокачки элек1тролита и как следствие - невысокая производительность и точность ботки.
Целью изобретения является повышение производительности и точности обработки за счет повышения эффективности прокачки электролита путем последовательной подачи электролита в разные зоны межэлектродного промежутка,
Поставленная цель достигается тем, что в устройство для размерной электрохимической обработки, входное отверстие корпуса которого связано с системой прокачии электролита, а
в выходном отверстии установлен кулачковый патрон для закрепления электрода-инструмента, соосно с кулачковыг патроном и с во5мржностью свободного вращения введено pacnpgделительное кольцо, в одной половине которого выполнены расположенные под углом к его оси каналы, при этом кольцо установлено внутри корпуса |Между входным и выходным отверстия1мир а кулачки кулачкового патрона расположены непосредственно в корпусе устройства.
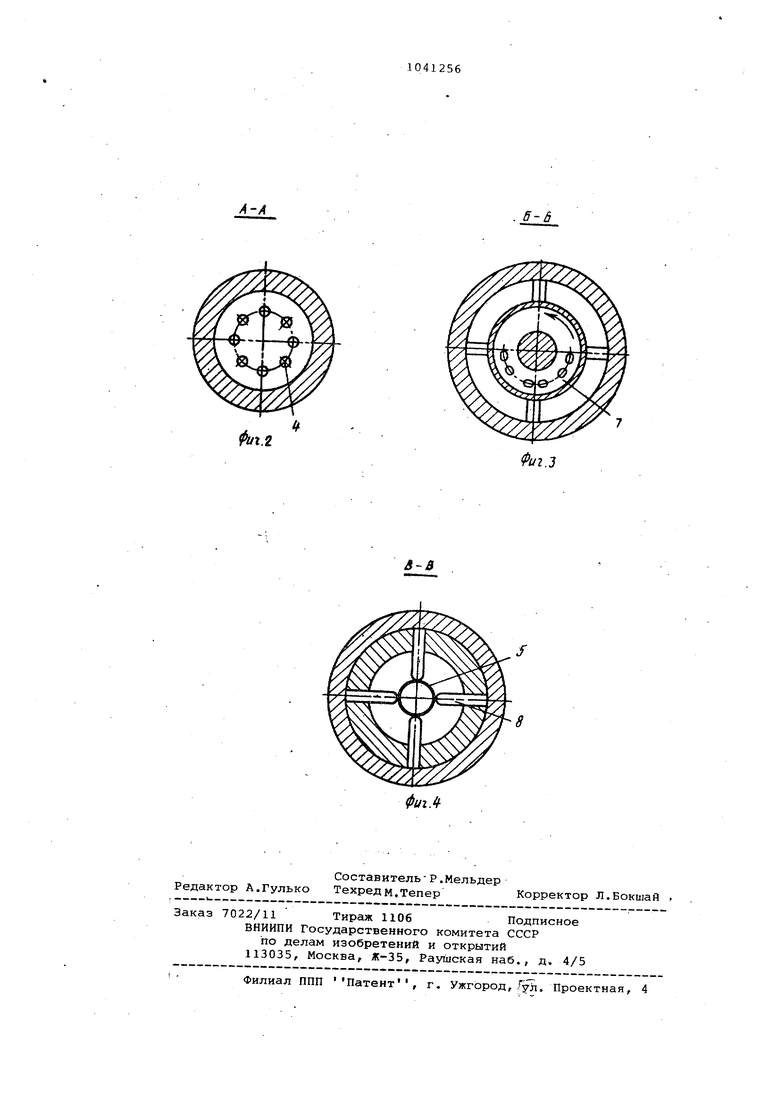
На -фиг. 1 представлено предлагаемое устройство, обший вид; на фиг,2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 -. разрез на фиг. 1.
Устройство состоит из корпуса
1с центральным отверстием 2, обоймы 3 с отверстиями 4 для прохода и отверстием 5 для установки инструмента б„ В обойме 3 помещено кольцо
;7 с наклонныт-ли отверстиями, кото- : рые расположены на полов ине кольца 7, снизу кольцо опирается на четыре кулачка 8, которые установлены в пазы втулки 9, имеющей jjjHyTpeHHMe цилиндрическую и коническую поверхности. На корпусе навернута гайка 10 Устройство работает следующим, образом,
Инструмент 6 .помещается в отверстие 5 обойг-м 3 f центрируется и закрепляется кулачками 8, которые приводятся в действие конусной втулкой 9 посредством гайки 10, Электролит подается в центральное отверстие
2корпуса 1, направляется отверстиями 4 обоймы 3 в наклонные отверстия , кольца 7 г которое под действием сил реакции струи начинает вращаться и
поочередно перекрывать доступ электролита в зоны между кула,чками, соз да-вая струю электролита, перемеща- . ютсяг по контуру инструмента. Втулка 9 формирует и направляет струю электролита в зону обработки.
Расположение отверстий только на половине кольца 7, а не на большей. или меньшей части обеспечиваётЬ |равные условия для входа и выхода электролита. Создание зонной подачи |электролита с помощью устройства, не связанного с .конструкцией инструмента, позволяет прошивать отверстия: инструментЬм; изготовление которого не осложнено устройством специальных каналов для подвода электролита, при этом износ инструмента не нарушает стабильность обработки. Перемещение зон входа и выхода электролита повышает точность получаемых отверстий saK как условия, оказн вающие влияние на процесс съема материала, выравниваются по всему поперечнему контуру инструмента.
АА
. 6-6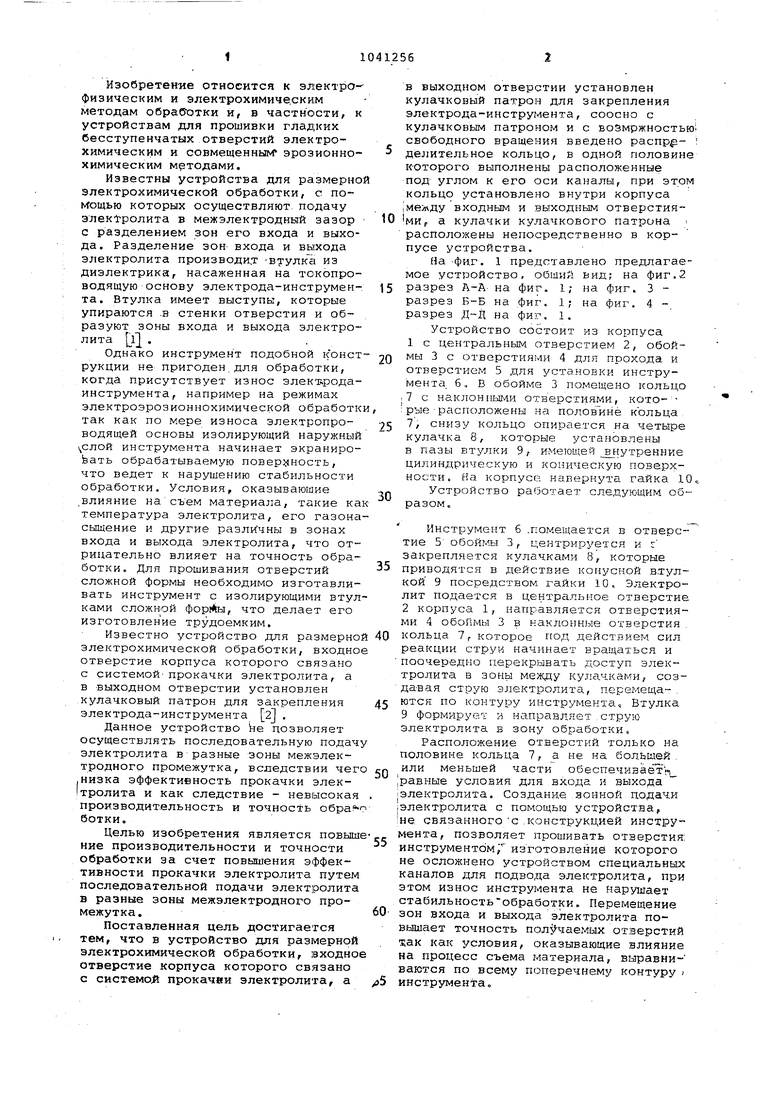
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2552205C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Устройство для защиты от короткого замыкания при размерной электрохимической обработке | 1980 |
|
SU908561A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| Способ электрохимической обработки деталей | 1980 |
|
SU867588A1 |
| Способ электрохимической обработки | 1974 |
|
SU500963A1 |
УСТРОЙСТВО ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ, входное .отверстие корпуса которого связано с системой прокачки электролита, а в выходном отверстии установлен кулачковый патрон для закрепления электрода-инструмента, отличающеес я тем, что,с целью повышения про, иэводительнойти и точности обработки ,-за счет повышения эффективности про.качки электролита путем последова- тельной подачи электролита в разные зоны межэлектродного промежутка, в устройство соосно с кулачковым патроном н с возможностью свободного вращения введено распределительное кольцо, в одной половине которого выполнены расположенные под углом к его оси каналы, при этом кольцо установлено внутри корпуса между входными и выходными отверстиями, а кулачки кулачкового патрона расположены непосредственно в корпусе устройства.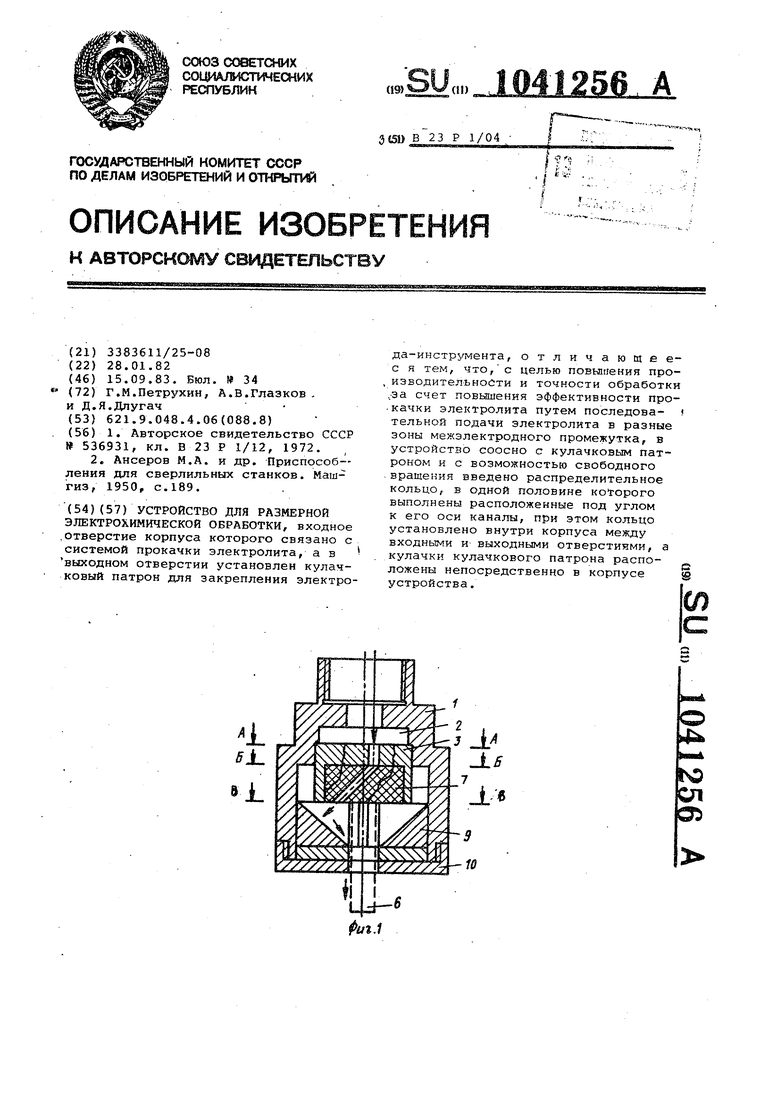
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрод-инструмент | 1972 |
|
SU536931A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ансеров М.А | |||
| и др | |||
| Приспособления для сверлильных станков | |||
| Машгиз, 1950, с.189. | |||
