Изобретение относится к производству строительных изделий, преимущественно методом пластического формования, и может Г)ьпТ) использовано в других отраслях народного хозяйства, например в производстве изделий из пластических масс.
Известна установка для пластичного формования двухслойной лицевой керамики, состоящая из двух ленточных щнековых прессов, расположенных перпендикулярно относительно друг друга. Один из прессов формирует брус из основной массы (базовый брус), а второй вспомогательный меньП1ей производительности подает лицевую массу в мундщтук основного пресса 1.
При этом нанесение лицевого слоя производится путем нагнетания массы на сформированный базовый брус в полость мундuiTVKa. В этом случае создается недостаточная прочность сцепления между слоями 11:;д(:лия, что обусловлено образованием гладкой поверхности сформированного базового бруса и наличием на поверхности водных или других пленок, образующих поверхность разде.аа. Нанесенный на такую поверхность лицевой слой не имеет надежного контакта с материалом базового бруса.
К недостаткам работы указанной установки относится также неравномерное уплотнение лицевого слоя по щирине изделия. Это обусловлено падением напора нагнетаемой массы по мере удаления ее от нагнетателя вспомогательного пресса.
Указанные недостатки значительно ухудП1ают сцепление между слоями сформированного изделия, что приводит к преждевременному отслаиванию лицевого слоя в процессе эксплуатации и снижению его долговечности.
Целью изобретения является повышение прочности сцепления между слоями и долговечности изделий.
Поставленная цель достигается тем, что согласно способу изготовления многослойных экструзионных изделий, включающему формирование основного бруса и нанесение на него .ппцевого слоя .то окончания формирования основной структуры бруса, одновременно формнруют в прессовой головке развитую поверхность основного бруса и нагнетают в нее массу лицевого слоя.
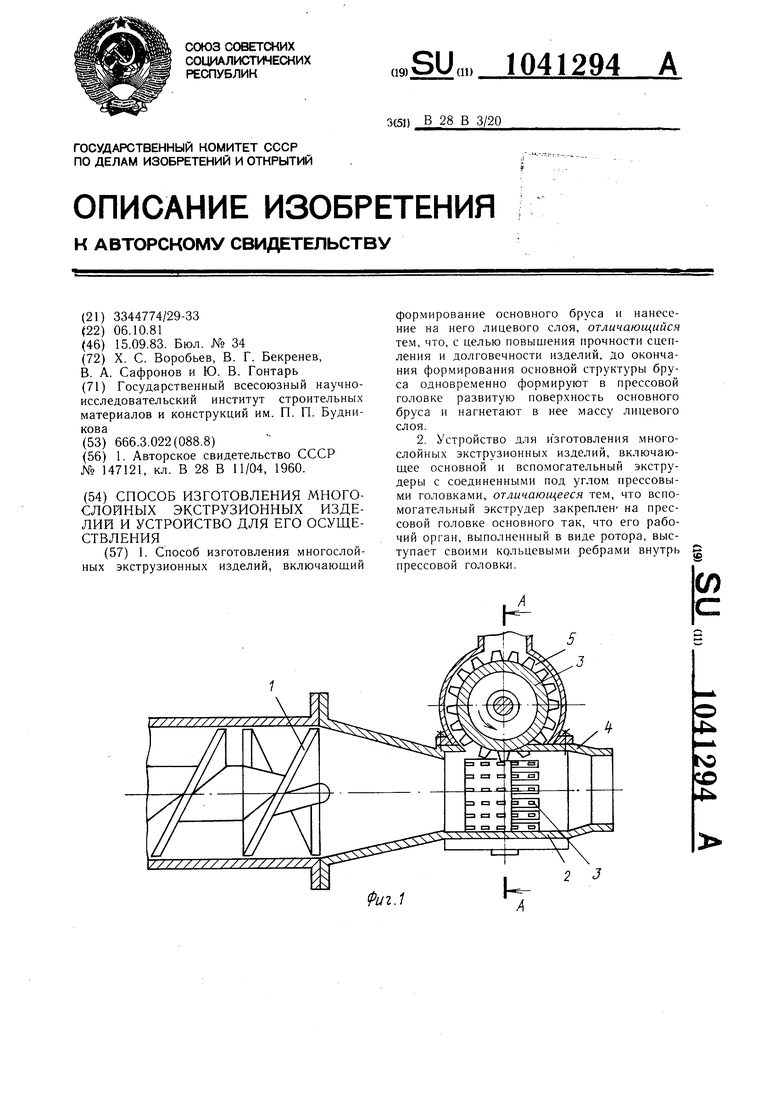
В устройстве для изготовления многослойных экструзионных изделий, включающем основной и вспомогательный экструдеры с соединенными под углом прессовыми головкам i, вспомогательный экструдер закпоплем на прессовой головке основного так, чго его рабочий орган, выполненный в виде
ротора, выступает своими кольцевыми ребрами внутрь прессовой головки.
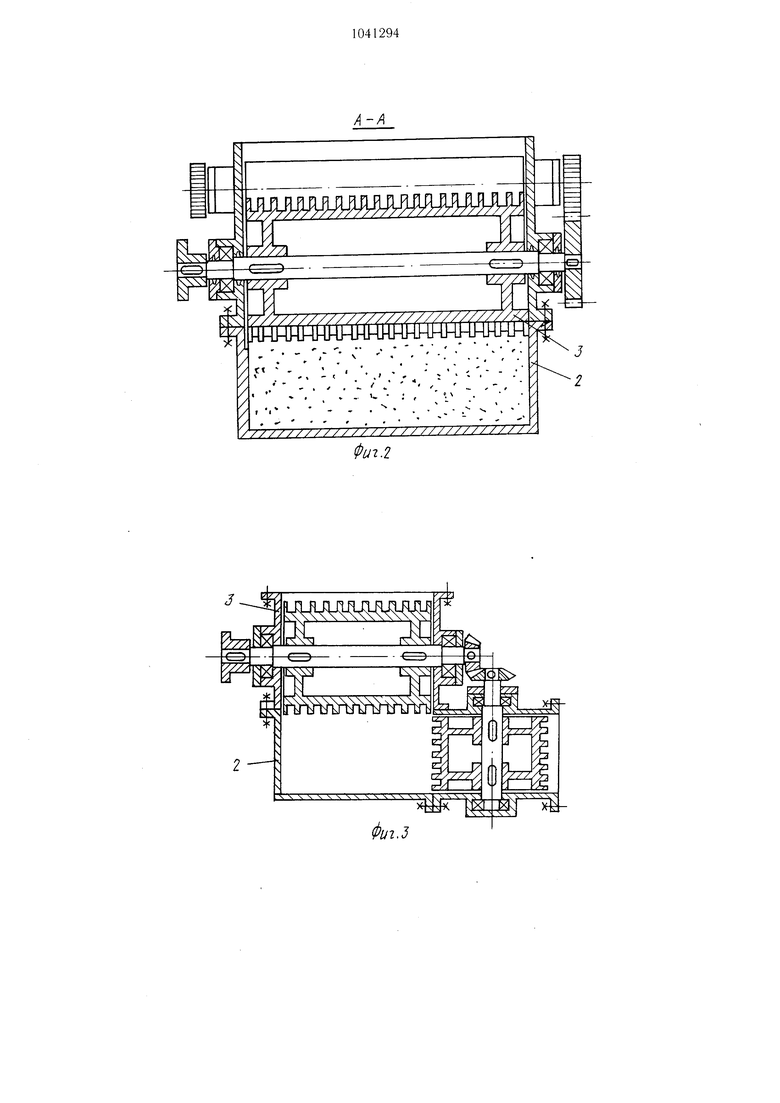
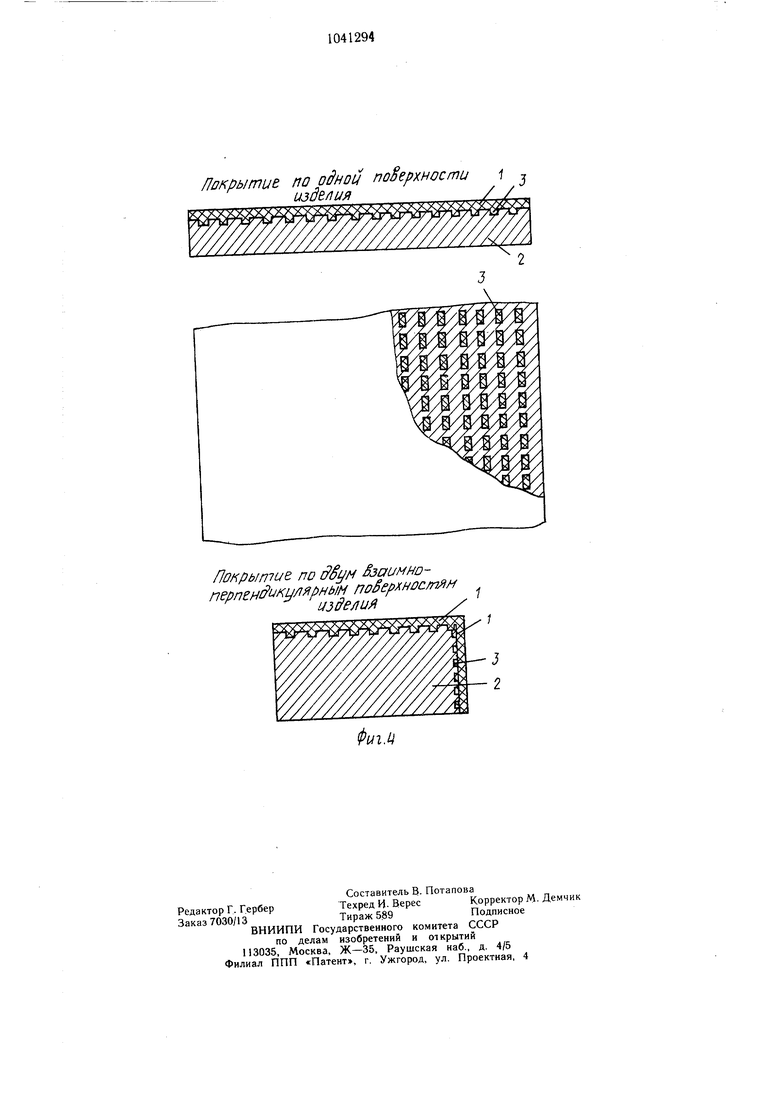
На фиг. 1 схематически изображено устройство для нанесения лицевого слоя на одну плоскость изделия; на фиг. 2 - сечение 5 А-А на фиг. 1; на фиг. 3 - устройство для изготовления многослойных экструзионных изделий с лицевым слоем на двух взаимно перпендикулярных плоскостях; на фиг. 4 - виды получаемых изделий.
o Устройство состоит из основного пресса , закрепленного на его прессовой головке 2, вспомогательного пресса 3 с рабочим органом в виде ротора с кольцевыми ребрами и ребордами с перфорацией в виде пазов 4, ножа-срезывателя 5.
5 Устройство работает следующим образом.
В прессовую головку 2 подается масса основного бруса. Масса лицевого слоя подается в прессовую головку ротором вспомогательного пресса 3, при этом лицевая масса извлекается ножом-срезывателем 5 из кольцевых каналов ротора (пазов кольцевых ребер 4) и под давлением внедряется в массу основного бруса, одновременно заполняя углубления, образованные зубьями
5 кольцевых ребер ротора.
Для получения изделий с лицевым слоем на двух взаимно перпендикулярных поверхностях на прессовой головке основного пресса устанавливаются в одной вертикальной плоскости два вспомогательных пресса
0 с взаимно перпендикулярными осями роторов.
Нагнетание лицевой массы производится до окончания формирования основного бруса с одновременным созданием развитой поверхности между лицевой и основной массой. Установка ротора вспомогательного пресса непосредственно на прессовой головке основного пресса позволяет создать давление, достаточное для диффузионного проникновения лицевой массы в основную .массу и равномерное по всей ширине изделия. На фиг. 4 показаны виды многослойных экструзионных изделий с нокрытием лицевым слоем одной поверхности и двух взаимно перпендикулярных поверхностей. Для получения изделий с большим количеством
5 слоев по длине прессовой головки может быть установлено несколько вспомогательных прессов.
Таким образом, использование предложенного способа и устройства позволяет повысить прочность сцепления слоев изделия
0 и его долговечность за счет образования развитой поверхности и заполнения ее лицевым слоем.
-.- , , ,,,у/,r
J 2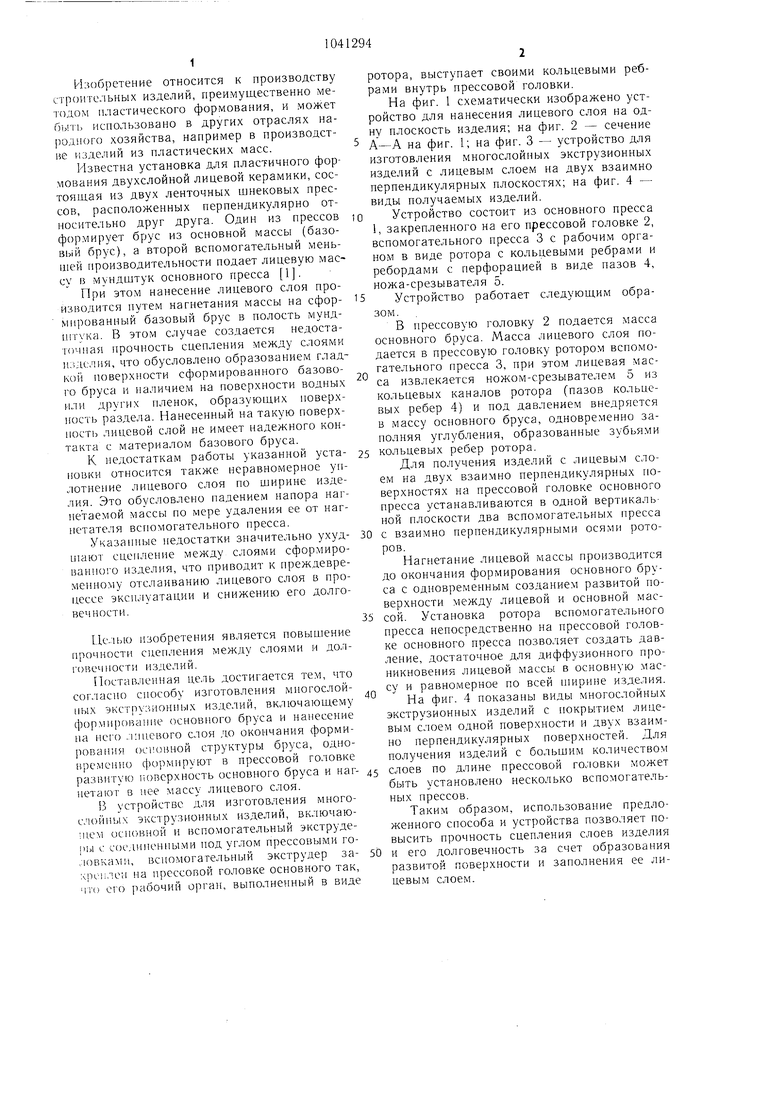
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточный пресс для формования пластичных масс | 1982 |
|
SU1080970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИЦЕВОГО КИРПИЧА | 1995 |
|
RU2092465C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2174464C1 |
| Способ нанесения ребристого покрытия на длинномерные изделия | 1982 |
|
SU1030862A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |
| Способ соединения уплотнителя плинтуса | 2020 |
|
RU2733348C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
/////////////// / //////////////.
Локрытие по поверхности -, издвпия
Покрытие по i9eyM заимноперпЕН 1 кулярным noSepxHoc/пян изделия/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Комбинированный ленточный вакуум-пресс для формования двухслойных (офактуренных) блоков | 1961 |
|
SU147121A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
