со ;о
ND
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта судовых корпусных конструкций | 1988 |
|
SU1505834A2 |
| Способ ремонта судовой корпусной конструкции | 1989 |
|
SU1742122A1 |
| Способ ремонта корпуса судна | 2018 |
|
RU2683904C9 |
| Способ ремонта судовых корпусных конструкций | 1978 |
|
SU738932A1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ С ТРЕЩИНАМИ И ПРОБОИНАМИ | 2009 |
|
RU2421314C1 |
| СПОСОБ РЕМОНТА МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2155905C2 |
| Армоцементная несущая конструкция для ремонта корпуса судна | 1987 |
|
SU1541108A1 |
| СПОСОБ РЕМОНТА ТЕПЛОНАГРУЖЕННЫХ ЭЛЕМЕНТОВ МАШИН И ОБОРУДОВАНИЯ | 2014 |
|
RU2588980C1 |
| СПОСОБ РЕМОНТА КУЗОВА ВАГОНА | 2008 |
|
RU2357881C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
СПОСОБ РЕ/ПОНТА СУДОВЫХ КОРПУСНЫХ КОНСТРУКЦИЙ, заключающийся в заделке разрушенных коррозией участков путем нанесения армированного полимерного покрытия отдельны.ми частями по площади участка с заполнением промежутков между частями герметиком, отличающийся тем, что, с целью облегчения и повышения надежности ремонта участков металлической конструкции со сквозной коррозией под ее неметаллическим покрытием, заделку выполняют с доступной стороны, причем перед нанесением ар.мированного покрытия участки сквозной коррозии оконтуривают под круглые отверстия, через которые в зазор между поверхностью металлической конструкции и ее неметаллическим покрытием нагнетают полимерный состав, отверждаюшийся при наличии влаги, после чего отверстия закрывают твердой вставкой. (Л
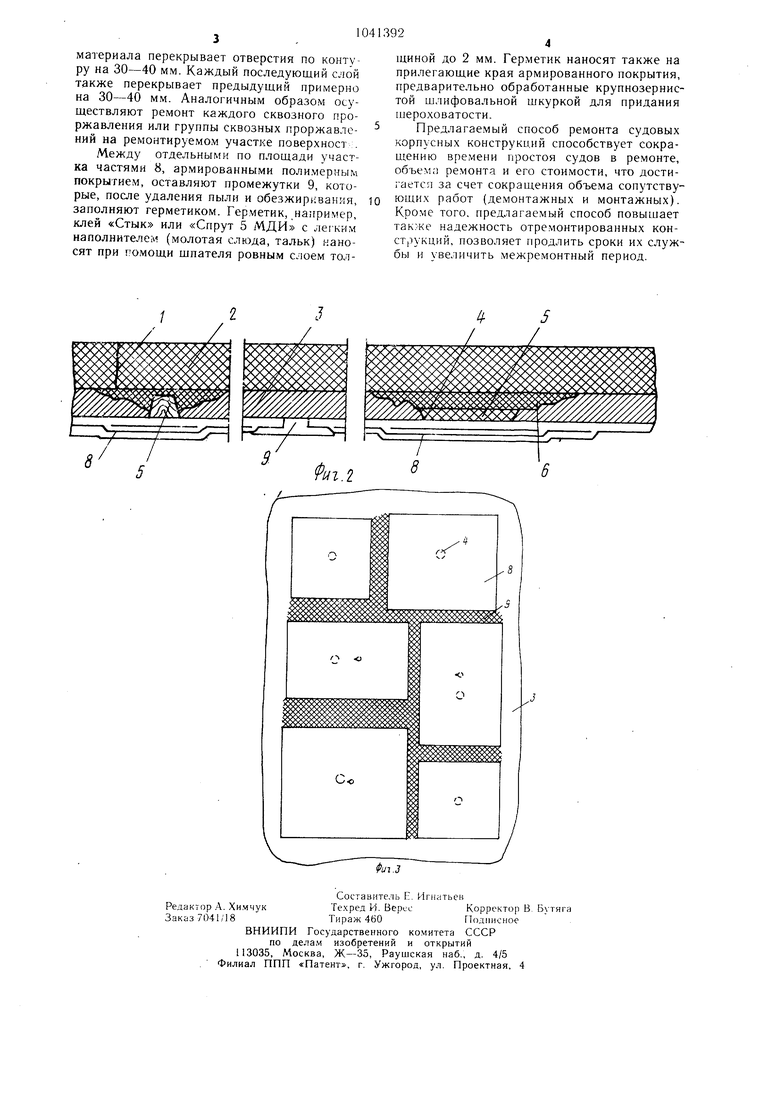
Изобретение относится к судостроению L KncaciTH технологии ремоита корпусных конструкций, пгеимуществепно восстановления Е ОДонеп Ю1ВП1аемости металлических палуб. ИзЕкпуген сиособ ремонта судовых корпусных конструкций, заЮ|11оча1ои1ийся в з.чделке разруи енных коррозией участков иутем нанесения армированного иолимерного люкрытия отдельными частями но нлои1адн участка с занолнением нромежутков между частями герметиком 1. Недостатком известного способа ремой та разрушенных .коррозией участков судо вых кориусных конструкций является высо кая трудоемкость вынолнения работ из-за :необходимости обеспечения доступа к ремонтируемой поверхности, связанного с дс монтажом оборудования, переборок, изоляции, неметаллического настила и т. и., а после нанесения стеклонластикового покры;тия -- нолного восстановления ремонтируе: мого участка. Нанесение покрытий при сквозной коррозии, с доступной стороны не обеспечивает надежности ремонта, так как при этом не прекращается процесс коррозии. Необходимость обеспечения доступа к ремонтируемой новерхности обусловлена также тем, что выполнение ремонта известны.м способом с доступной стороны практически НС применимо из-за трудности нанесения и удержания герметика на доступной, например, подволочной новерхности. : Цель изобретения -- облегчение и повыИ1ение надежности ремонта участков металлической конструкции со сквозной коррозией нод ее неметаллическим покрытием. Указанная цель достигается тем, что согласно способу ремонта судовых кориусных конструкций, заключающемуся в заделке разрушенных коррозией участков путем нанесения армированного полимерного нокрытия отдельными частями но площади участка с заполнением промежутков между частями герметиком, заделку выполняют с досту |ной стороны, причем перед нанесением армированного покрытия участки сквозной коррозии оконтуривают под круглые отверстия, через которые в зазор между поверхностью .металлической конструкции и ее неметаллическим псжрытнем пагнетают полим:ерпый состав, отверждающийся при налнчии влаги, после чего отверстия закрывают твердой вставкой. На фиг. 1 показана схема ремонта единичного участка металлической конструкции со сквозной коррозией под ее неметалличесКИМ покрытием; реализуюидая нредлагаемый способ; на фиг. 2 -- схема ремонта металлической палубы с неметаллическим наст глом; на фиг. 3 - схема ремонтируемого участка с армировап1 ым полимерным покрытием отдельными но площади участка частями (вид с подволока). Сиособ осуществляют следующим образом. В местах сквозной К1)ррозии конструкции г близи трещин 1 в г1е.металлическом настиле .: очищают участок металлического настила 3палубы с достунной подволочной стороны от краски, ржавчины, масляных и других зырязнений стандартными метода.ми с применением сугцествующего инструмента. В местах нроржавлений путем снятия кромок выявляют отверстия 4, которые затем оконтуривают сверлением 1.ли ручной обработкой до правильной окружности. При этом удаляют тонкие кромки отверстий 4 для обеспечения необходимого запаса толщины нсповрсждеьпюго метал.лического настила 3 палубы. Затем по размерам отверстий 4 изготавливают твердые вставки 5 (i-ianpHMep, деревянные или резиновые гробки). В зазоре 6, ме)-:л,у .металлическим 1-;астило;Л 3 палубы и неметаллическим настилог-: 2, вручную и.Hi, например, дрелью с ;;бк1 м ва;1икс)М и нлоскиу остроугольнь л-. наконечником разрыхляют лластовук) ржавчину вокруг о- верстия 4. Для удаления разрььхле.чной ржавчины в зазор 6 внрыскивают пресную воду, а в случае загр5;знения жирами или нефтепродуктами - водный раствор ии-лочи с поверх 1остно-активнь м вещес -вом. lioc..e вытекания воды в зазор 6 через отзерстия 4 с помощью ручного нресса 7 нагнетают нолиуретановый клей «Стык без катализатора, который частично попадает и в трещины. При но, имеризации ;члея в присутствии воды или высоковлажного наполнителя, каким являются остатки рых.чой ржазчины а зазоре 6, п ;оисходит уве,: пчение его объе.ма. При этом образуется ячеистая структура с прочны.м водопенроницае.уым слоем на поверхности склеиваемых материалов. Увеличение объема клея при полимеризации приводит к более плотному и надежному заполнению зазора 6 и трещнп 1. В качестве ручного пресса 7 для пагнсгпния клея .могут быть исно,.ПзЗованы пресс-масленки, гибкие пластмассовые флаконы и т. д. Через отверстие 4 к.лей пагпетают в 1 есколько приемов с перерывами для вь-хода воздуха. Нагнетание клея заканчивают тогда, KOIVI;- из отверстия 4 выступает клей сплопгным выпуклым мениско.м. В случае, когда отверстия 4расположены рядом, на1нетание по/шмерного состава в зазор 6 нроизводят до тех пор, пока клей не выступает из сисуднего отверстия 4 или Е1ескол-.,ких отверстий сразу. Если клей не проникает в соседнее отверстие, то нагнетание производят через каждое отверстие отдельно. После этого в отверстие -i вставляют пробку г; и Б:-1стуг:а10 ций ее конец срезают. Поверхность отверстия 4 сквозно1О нроржавлеяи- обезжиривают, а затем обычным спосч;бо.; наносят армированное полимерное нокр1мтие 8, чередуя c;iOii армируюп.его материала, папоимер, таким образом: один слой стеклоткани и два слоя бязи. При этом 1С:Ойы: с.лой армирующего
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ ремонта судовых корпусных конструкций | 1978 |
|
SU738932A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
