i
СО
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фильтрующей керамики для металла с разноплотными слоями | 1990 |
|
SU1759815A1 |
| Способ изготовления фильтрующей пенокерамики для обработки алюминиевых расплавов | 2018 |
|
RU2684628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕЙ ПЕНОКЕРАМИКИ | 2006 |
|
RU2304568C1 |
| Масса для изготовления фильтрующих изделий | 1984 |
|
SU1261928A1 |
| Способ изготовления пористого материала | 1986 |
|
SU1544755A1 |
| Способ получения композиционного материала преимущественно для изготовления искусственной кости для зуба | 1989 |
|
SU1759931A1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ ВОЛЛАСТОНИТА | 2013 |
|
RU2524724C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПОРИСТОГО НОСИТЕЛЯ КАТАЛИЗАТОРА | 2014 |
|
RU2564672C1 |
| Способ формования заготовок огнеупорных керамических изделий | 2021 |
|
RU2763647C1 |
| Способ получения пористых керамических изделий для каталитического носителя | 1988 |
|
SU1668342A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЬИ ИЗДЕЛИЙ С РАЗНОПЛОТНЫМИ , В1Й1Ю-, .. ,., I - I .««6Л«ОТ и-д чающий пропитку органического пеноматериала кepa a чecким шликером, сушку при нагреве и обжиг изделий, отличаю и с я тем, что, с. цельк повышения пористости и f§.3Oпроницаемости, пеноматериалпосле пропитки подвергают механическому напряжению, причем механическоенапряжение снимают через 1-1,5 ч после начала сушки, обжиг проводят с двумя изотермическими вьщержками: первая - при 350-500с и вторая при конечной температуре.
СП
со Изобретение относится к получению, раз неплотных пористых изделий с сообщаклдейся открытой пористость преимущественно фильтрующих издели предназначенных для очистки жидкос и газов/ и может быть использовано для получения керамических носителей катализаторов. Известен способ получения пористых изделий, включающий пропитку органического пеноматериала керамическим шликером, удаление избытка шликера между двумя кусками непропитанного пенопласта, сушку изделий при температуре, например, в течение 1 ч и обжиг при 1000-1400с, предпочтительно 1250-1350С Cl . Этим способом получают одноплог ные изделия с одним размером пор, имеющие высокое сопротивление и низкую пористость. Это приводит в процессе эксплуатации фильтра к его быстрой забиваемости, низкой производительности и сокращению срока служб. Наиболее близким к предлагаемому по технической сущности и дости гаемому результату является способ изготовления пористых огнеупорных керамических изделий с разноплотными слоями, включающий пропитку пористого органического пенома.териала керамическим шликером, укладку одного куска пены на другой сушку многослойного изделия около в течение 2 ч и обжиг в инер ной атмосфере при 1350-1700 С, с выдержкой при максимальной температуре в течение 2 ч 2. Однако указанный способ производства не позволяет получить открытую пористость изделий с разноплотными слоями более 78% и коэффициент сопротивления ОД и менее Это обусловлено тем, что при укладке друг на друга разноплотных кусков пеноматериала пропитанных керамическим шликером происходит перекрывание открытых пор на поверхности кусков и как следствие уменьшение суммарной открытой пористости многослойного изделия. Коэффициент сопротивления толь ко двухслойного изделия, получрнного известным -способом, лежит в пределах 0,,5. Коэффициент сопротивления мног слойного изделия - аддитивная величина равна сумме коэффициентов ропротивления каждой пары слоев и намного превышает величину 0,1. Кроме того, укладывая разнопло ные куски пены, пропитанные шлике ром друг на друга, нельзя получит изделия сложной конфигурации. При получении многослойных пло ких изделий ;Возможно перетекание рамического шликера сверху вниз, что изменяет заданную пористую , структуру слоев. Кроме того, количество слоев в изделии, получаемых известным способом, лимитировано, так как ограничивается толщина многослойного изделия из-за больших потерь напора жидкости или газа в процессе службы, а также из-за конструктивных особенностей аппарата, куда вставляется изделие. Цель изобретения - повышение пористости, газопроницаемости пеномаматериала. Ноставленная цель достигается тем, что согласно способу изготовления пористых изделий с разноплотными слоями, включающему пропитку органическогопеноматериала керамическим шликером, сушку при нагреве и обжиг изделий, пеноматериал после пропитки подвергают механическому напряжению, причем механическое напряжение снимают через 1г1,5 ч после начала сушки, обжиг проводят с двумя изотермическими выдержками: первая - при 350-500°С в течение 4-6 ч и вторая при конечной температуре. .Пеноматериал после пропитки подвергают сжатию с различным усилием по толщине при получении плоских изделий или подвергают усилиям сжатия и растяжения при получении трубчатых изделий и изделий сложной конфигурации. При сжатии и растяжении одного куска пеноматериала не происходит перекрывания и закупорки пор, и кроме того/ сужение канала каждой поры от большего диаметра к меньшему происходит постепенно и плавно, а не резко как в известном способе. В связи с этим пористость изделий , полученных предлагаемым способом, выше, а коэффициент сопротивления ниже чем у изделий, полученных послойной укладкой разноплотных кусков пеноматериала. Сушить при температуре выше нецелесообразно, так как при более высоких температурах начинается разложение и обугливание ot)ганического пеноматериала и изделие резко теряет прочность. Выдержка при обжиге в интервале температур 350-500°С - 4-6 ч предназначена для выжигания органической составляющей (для поЗпного сгорания органики )екомендуется слабоокислительную и окислительную атмосферу ). Общий технологический процесс получения пористых изделий с разноплотными слоями состоит в следующем. Берут органический пеноматериал (например, эластичный пенополиуретан ) и пропитывают керами;2| еским шликером ((спензией мелкоразмолотых огнеупорных частиц ), причем избыток шликера удаляется из п номатериала.
. Полученную таким способом структуру подвергают механическому воздействию: сжатию с различным усилием по толщине при получении плоских изделий либо сжатию и растяжению при получении трубчатых изделий сложной конфигурации.
Регулируя величину усилия механического воздействия на эластичный, пропитанный керамическим шликером органический пёноматериал, задают буду1цему изделию требуемую форму, определенную разноплотность
по толщине, проницаемость и размер пор. Полученное в результате деформации пеноматериала изделие определенной формы сУшат сначала в формах-обечайках, затем без форм и обжигают. В с}шке заданная форма изделий закрепляется и фиксируется При обжиге органический пёноматериал выгорает, оставляя керг1мическое пористое изделие сетчатой структуры с разноплотными слоями. Отклонение толщины готового изделия от толщины исходного куска пеноматериала составляет ±5%, открытая пористость более 80%, коэффициент сопротивления 0,1 и менее.
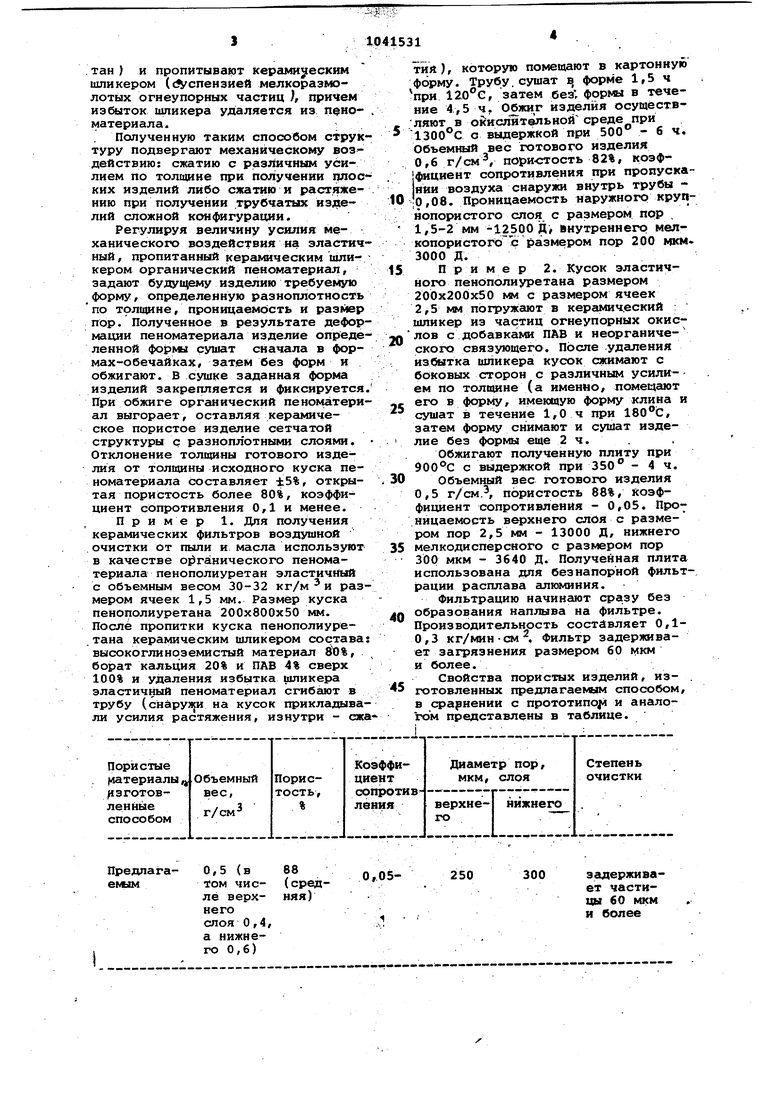
Пример 1. Для получения керамических фильтров воздушной очистки от пыли и масла используют в качестве о гашического пеноматериала пенополиуретан эластичный с объемным весом 30-32 кг/м и размером ячеек 1,5 мм. Размер куска пенополиуретана 200x800x50 мм. После пропитки куска пенополиуре.тана керамическим шликером состава высокоглиноземистый материал tO%, борат кальция 20% и ПАВ 4% сверх 100% и удаления избытка шликера эластичный пёноматериал сгибают в трубу (снаруя и на кусок прикладывали усилия растяжения, изнутри - ежа0,5 (в
88
ага(средТом чисняя) ле верхнего
слоя 0,4, а нижнего 0,6)
-f 1041531
тйй), которую помещают в картонную форму. Трубу. сушат j форме 1 г 5 ч при 120°е, затем без; формы в течение 4,5ч. изделия осуществляют в окислительной среде при
ISOO C с выдержкой при 500 - 6 ч. Объемный вес готового изделия 0,6 г/см, пористость 82%, коэф|фициент сопротивления при пропускании воздуха снаружи внутрь трубы 0 о,08. Проницаемость наружного крупнопористого слоя с размером пор , 1,5-2 мм -12500 Д внутреннего мелкопористого с размером пор 200 мкм 3000 Д.
Пример 2. Кусок эластичного пенополиуретана размером 200x200x50 мм с размером ячеек 2,5 мм погружают в керамический ; шликер из частиц огнеупорных окислов с добавками ПАВ и неорганического связующего. После удаления избытка шликера кусок сжимают с боковых сторон с различным усилием по толщине (а именно, помещают
, его в форму, имеющую форму клина и
сушат в течение 1,0 ч при 180®С,
затем форму снимают и сушат изделие без формы еще 2ч.
Обжигают полученную плиту при 900°С с выдержкой при 350° - 4 ч. Объемный вес готового изделия 0,5 г/см., пористость 88%, коэффициент сопротивления - 0,05. Про-;ницаемость верхнего слоя с размером ПОР 2,5 мм - 13000 Д, нижнего мелкодисперсного с размером пор 300 мкм - 3640 Д. Полученная плита использована для безнапорной фильт-, рации расплава алюминия.
Фильтрацию начинают сразу без образования наплыва на фильтре. Производительность составляет 0,10,3 кг/мин-см , Фильтр задерживает загрязнения размером 60 мкм и более.
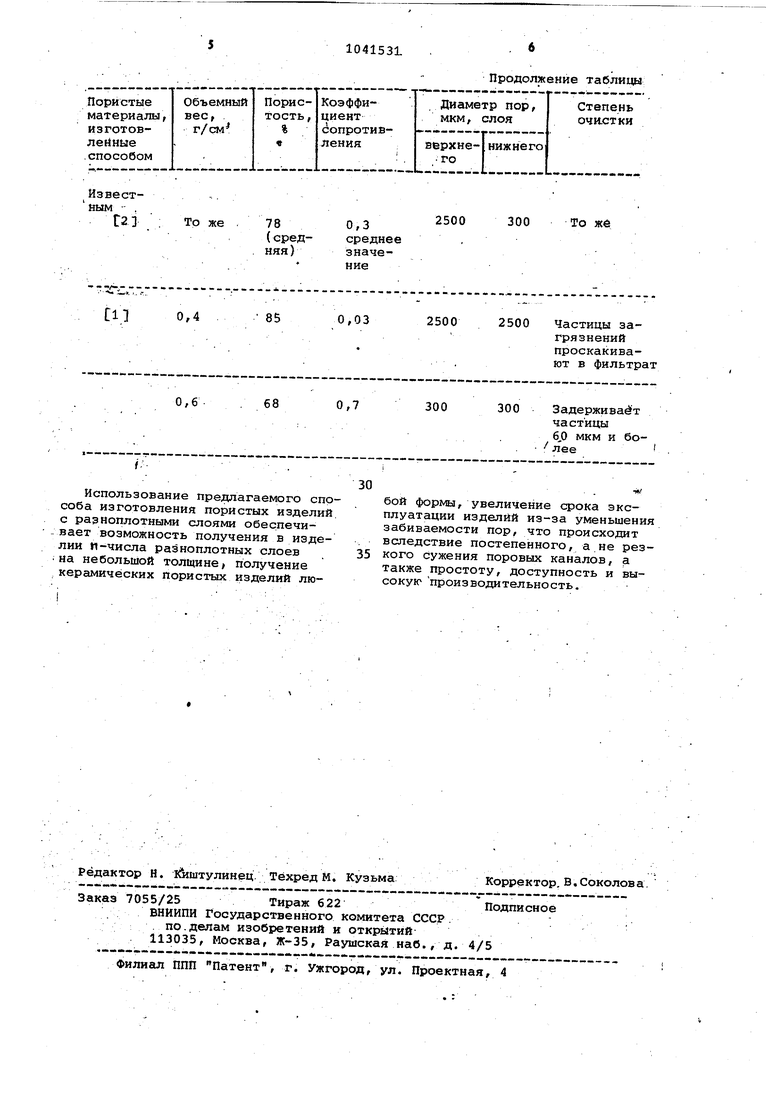
Свойства пористых изделий, из- .
5 готовленных предлагаемым способом, в сравнении с npOTOTHnojii и аналогом представлены в таблице.
250
300
згщерживает частицы 60 мкм и более
Известиым - .
68
0,7
0,6
Использование предлагаемого способа изготовления пористых изделий, с разноплотными слоями обеспечивает возможность получения в изделии н-числа разноплотных слоев на небольшой толщине, получение керамических пористых изделий люПродолжение таблицы
грязнений проскакивают в фильтрат
300 300 Заде ржи saefT ча стицы 6,0 мкм и 6о. лее
бой формы, увеличение срока эксплуатации изделий из-за уменьшения забиваемости пор, что происходит вследствие постепенного, а не резкого сужения поровых каналов, а также простоту, доступность и высокую производительность.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании | |||
| Ампула для термографирования Асадова | 1986 |
|
SU1377691A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для заземления опор контактной сети электрических железных дорог | 1984 |
|
SU1209480A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
