Уже известны способы электрической сварки плавлением с использованием тепла, выделяющегося в расплавленном шлаке.
Предлагаемый способ электрической сварки отличается от известных тем, что, в целях одновременного плавления основного и присадочного материала, через шлак пропускают ток между плавяш,имся электродом и металлической ванной.
Для более эффективного использования электрической мощности, уменьшения, расхода шлака и лучшей устойчивости процесса, сварку ведут при открытой поверхности шлаковой ванны.
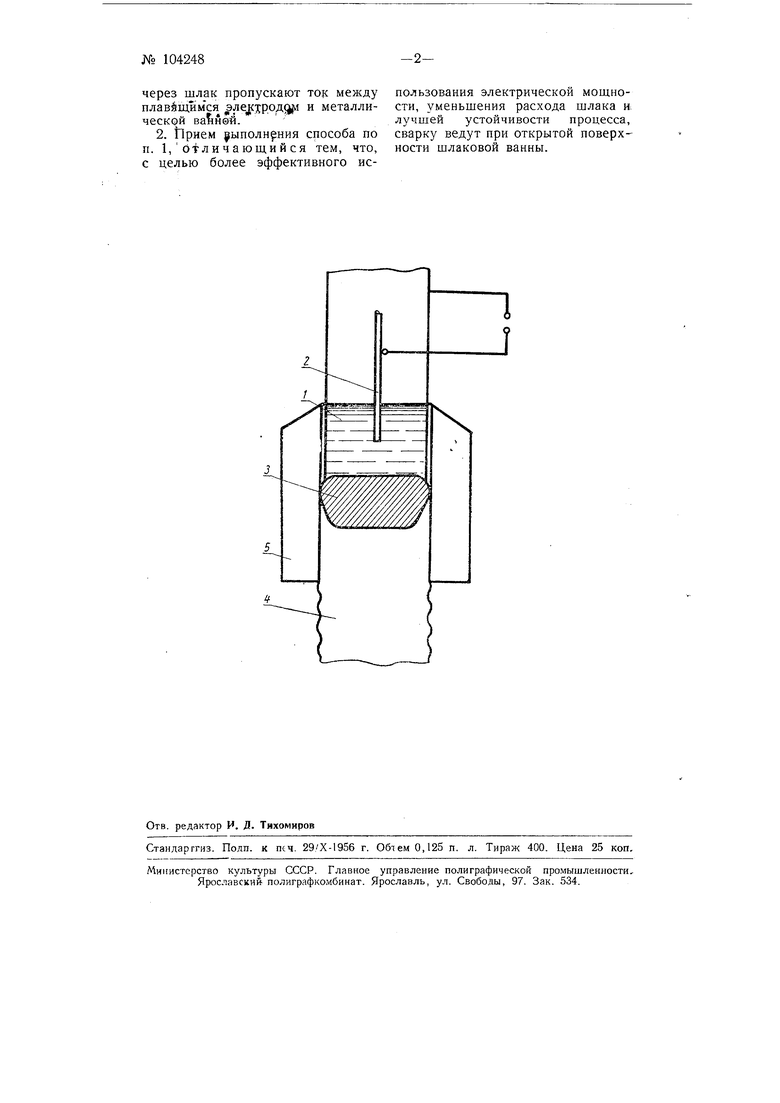
На чертеже показана схема производства электрической сварки по предлагаемому способу.
Ванна расплавленного шлака 1 образуется между кромками свариваемых деталей, причем электрод 2, подаваемый в глубину ванны расплавленного шлака, расплавляясь, заполняет металлом 3 полость между кромками деталей, образуя сварочный шов 4. Глубину ванны расплавленного шлака поддерживают удерживающие расплавленный шлак
медные пластины о, располагаемые снаружи свариваемых деталей и перемещае.мые вдоль сварочного шва по мере заплавления полости между кромками свариваемых деталей.
Такой способ сварки дает возмои ность вести процесс сварки при открытой шлаковой ванне без разбрызгивания. Шлаковая ванна оплавляет кромки металла на большем расстоянии от оси электрода, чем при дуговом процессе. Форма провара получается близкой к фор.ме разделки. Коэффициент наплавления при предложенном способе получается на 50-60% выше, чем при дуговом способе. Расход флюсов для получения ванны расплавленного шлака при предложенном способе в 2,5-3 раза меньше, чем при обычном способе сварки под слоем флюса.
Предмет изобретения
1. Способ электрической сварки плавлением с использование.м тепла, выделяющегося в расплавленном шлаке, отличающийся тем, что, с целью одновременного плавления основного и присадочного материала. через шлак пропускают ток между плавйщимся лe|: cppд9 l и металлической . 2. Прием ыполн ния способа по п. 1, от л и ч а юш,и и СИ тем, что, с целью более эффективного использования электрической мощности, уменьшения расхода шлака и лучшей устойчивости процесса, сварку ведут при открытой поверхности шлаковой ванны. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2014979C1 |
| Способ электрошлаковой сварки | 1959 |
|
SU126567A1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1966 |
|
SU224731A1 |
| Мундштук для электрошлаковой сварки | 1960 |
|
SU131847A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |