Известен процесс электрошлаковой сварки неплавящимся электродом, погруженным в шлаковую ванну, при котором неплавящийся электрод является катодом или подключен к источнику переменного тока, а присадочный материал либо не несет на себе потенциал, либо имеет потенциал того же знака, что и неплавящийся электрод и подключен к тому же источнику питания.
Однако при сварке высокотеплопроводных материалов, например алюминия, меди и др., быстро отводящих тепло из зоны сварки, и при сварке сталей с повышенной скоростью, когда много тепла расходуется на плавление присадочного материала, необходимо введение большей погонной энергии для компенсации теплоотвода и плавления присадочной проволоки.
С этой целью предлагается способ электрошлаковой сварки неплавящимся электродом с подачей присадочного материала, при котором неплавящийся электрод подключен к катоду источника питания постоянного тока, а присадочный материал - к отдельному источнику питания (преимущественно к источнику переменного тока или к одному из полюсов источника постоянного тока).
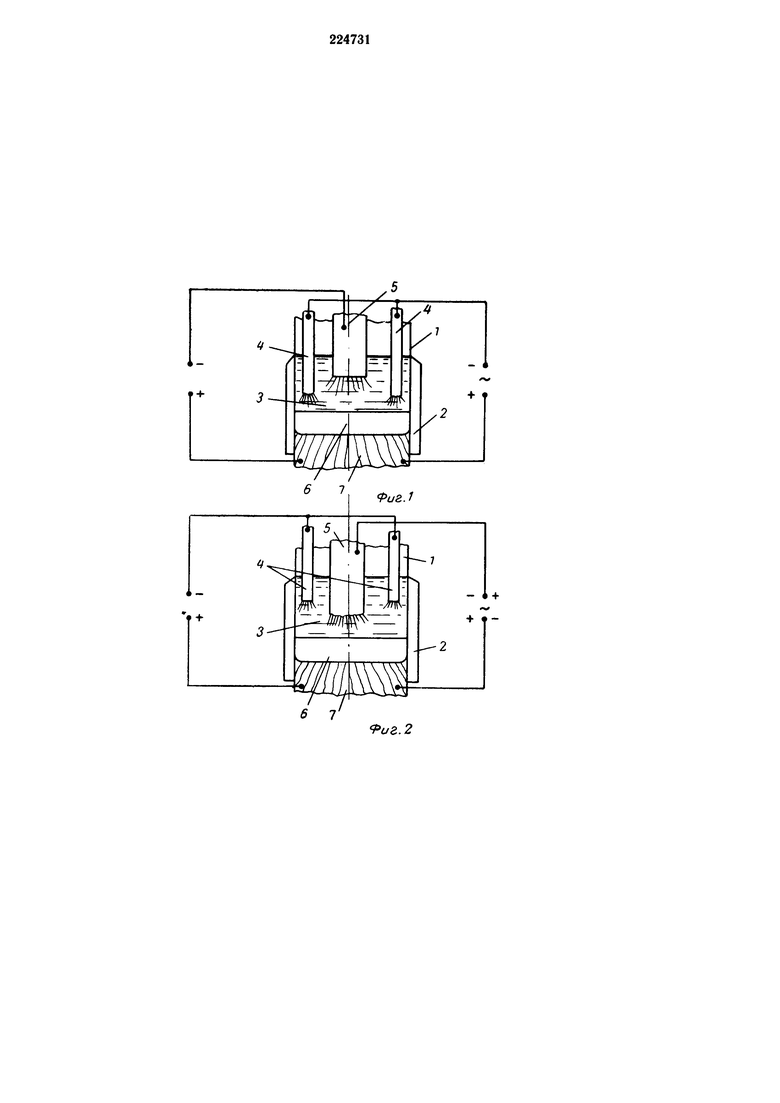
На фиг. 1 и 2 изображены схемы осуществления процесса электрошлаковой сварки неплавящимся электродом с подачей присадочного материала; неплавящийся электрод и присадочный материал подключены к отдельным источникам питания.
Процесс электрошлаковой сварки предлагаемым способом осуществляется следующим образом.
В пространстве, ограниченном кромками изделия 1 и ползунами 2, наводится шлаковая ванна 3 за счет тепла, выделяющегося при коротком замыкании присадочного материала 4 на изделие. После наведения шлаковой ванны в нее погружается неплавящийся электрод 5 (один или несколько), который подводит в тепловой баланс сварочной ванны дополнительное количество тепловой энергии за счет джоулевого тепла, выделяющегося при прохождении тока от неплавящегося электрода, через шлак на свариваемое изделие. Присадочный материал, расплавляясь, пополняет металлическую ванну 6, которая, в свою очередь, кристаллизуясь образует сварной шов 7. При большой толщине свариваемых деталей, с целью поддержания большего объема шлаковой ванны в расплавленном состоянии, неплавящийся электрод имеет колебательные движения в зазоре.
Таким образом, при электрошлаковой сварке неплавящимся электродом, являющимся катодом, с подачей присадочного материала, подключенного к отдельному источнику питания, подбор мощности источников питания производится в зависимости от необходимой погонной энергии для сварки и, в частности, для интенсивного плавления присадочного материала, с целью обеспечения высокой производительности сварки, повышения качества сварного шва и рационального использования сварочного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1967 |
|
SU224730A1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2014979C1 |
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| Способ электрошлаковой сварки | 1978 |
|
SU753572A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1978 |
|
SU935234A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1971 |
|
SU318442A1 |
| Способ сварки | 1978 |
|
SU747660A1 |
Способ электрошлаковой сварки неплавящимся электродом, являющимся катодом, с подачей присадочного материала, отличающийся тем, что, с целью повышения производительности и улучшения качества, присадочный материал подключают к отдельному источнику питания.
