СА9
о
4ii.
СО
;о а
Изобретение относится к металлообработке и может быть использовано при точении некруглых цилиндрических поверхностей типа кулачков распределительных валов двигателей внутреннего сгорания.
Целью изобретения является повышение качества обрабатываемой поверхности за счет стабилизации условий обработки.
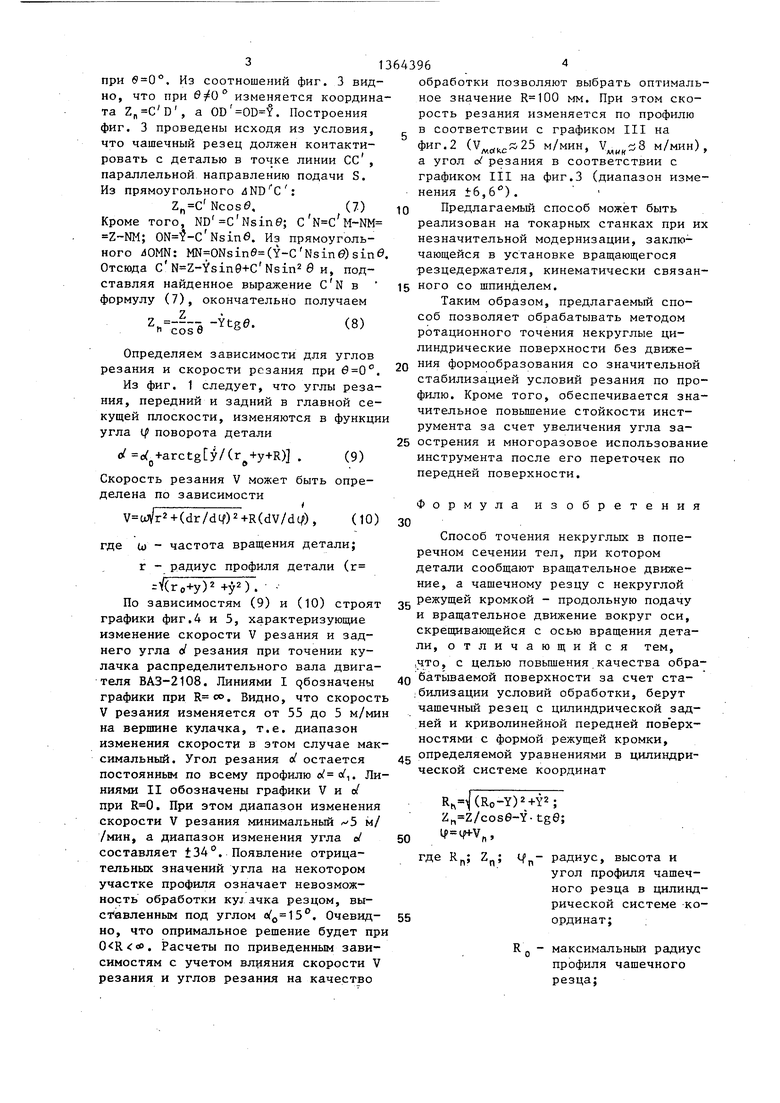
На фиг.1 показано сечение плоскостью, перпендикулярной оси вращения детали при на фиг. 2 - вид А на фиг.1 при на фиг.З - вид. Б на фиг.1 при повороте оси инструмента на угол 6; на фиг. 4 - график изменения скорости резания; на фиг. 5 - изменение заднего угла. 1
Для реализации способа ось вращения чашечного резца 1 наклоняют в плоскости, перпендикулярной оси детали 2 на угол of ,. , и в плоскости, параллельной направлению подачи и содержащей ось вращения резца на угол б Таким образом, оси вращения чашечного резца и детали являются скрещивающимися прямыми. Чашечный резец ориентируют по угловому положению (координата (f) в соответствии с угловым положением профиля детали. После этого деталь 2 и чашечный резец 1 приводят в синхронное вращение, последнему сообщают перемещение на требуемую глубину обработки и продольную по- дачу.
Режущая кромка чашечного резца обрабатывает поверхность детали всегда в точке контакта контура с фиктивным роликом радиуса R, центр 0 которого находится на прямой 0,0. Таким образом, пространственно-замкнутая кривая, образующая режущую кромку чашечного резца, определяется в цилиндрической системе координат с осью Z и началом координат в точке 0. Максимальный радиус R (J профиля чашечного резца соответствует обработке участка профиля детали с минимальным радиусом TCf,. Профиль детали задан подъемом у пло ского толкателя в функции полярного угла .
Из геометрических соотношений фиг. 1 и 2 видно, что Y FD FM+MD. Величины FM и Ш в функции известных параметров определяются следующим образом.
Из прямоугольного (ro+y)/cosV, поэтому ЕК Oi К -0,F
Г(Гс,+y)/cosV -r J,. Из прямоугольного
4ЕЖ:
FM FKcos, (|j- -г)со8с/,. (1)
Из прямоугольника /fCLK: KL СК sin(d,+V), где СК СЕ-ЕК У (Г( у) tgV. По построению , поэтому
(у -()tgVJsinUp+V). (2) Подставаляя (1) и (2) в исходное уравнение получаем
coSv c)cos,()tgy. xsin().
После проведения алгебраических преобразований получаем более удобную формулу
V fycosV-(ro+y)sinVjsino(ro- -ysinV-(rp+y)cosVjcos« ,. (3)
Аналогично можно получить формулу для расчета координаты Z контура рез- ца: Z CD CL-DL; из прямоугольного /JCKL: CL CKcos(c/o+V), по построению из прямоугольного IFMK: xsin 0/0 . С учетом приведенных ранее зависимостей и преобразований получаем
Z t cosV-(r(,+y)sinVJcoso( o +
+ ysinVi-(Гр+у) cosVj S in
Из геометрических соотношений фиг. 2 видно, что профиль чашечного резца в плоскости, перпендикулярной оси его вращения, определяется в полярной системе координат из
(4)
40
(Ro-Y)+Y2.;, . .V, +arctg-.
(5)
Здесь угол if связан с исходным углом уЗ (полярной координатой профиля 45 детали, заданного плоским толкателем) зависимостью
(e,+arctgty / (ro+y+R)J. (6) I .
В формулах (5) и (6) Y dY/dtf; 50 Таким : образом, профиль чашечного резца определяется перемещением плоского толкателя (образующей профиля детали) в функции угла t;. Максимальный радиус R режущей кром- 55 ки чашечного резца задается из условия неподрезания его профиля: R .
Приведенные вьш:е зависимости получены из геометрических соотношений
31364396
при . Из соотношений фиг. 3 вид- обработки позволяют выбрать оптимально, что при изменяется координа- ное значение мм. При этом скота , а . Построения рость резания изменяется по профилю фиг. 3 проведены исходя из условия, что чашечный резец должен контактировать с деталью в точке линии СС , параллельной направлению подачи S. Из прямоугольного 4ND C :
/ -t
10
в соответствии с графиком III на фиг.2 ( м/мин, V 58 м/мин),
Z C Ncos6i,(7)
Кроме того, ND C Nsin0; с м с м-Ш Z-NM; ON -c Nsine. Из прямоугольного OMN: MN ONsin0(Y-C Nsin0)sin6. Отсюда c N Z-Vsin0+C Nsin20 и, подставляя найденное выражение С N в формулу (7), окончательно получаем
сЬ )
Определяем зависимости для углов резания и скорости резания при ,
Из фиг. 1 следует, что углы резания, передний и задний в главной секущей плоскости, изменяются в функции угла i поворота детали
/v.rtkc
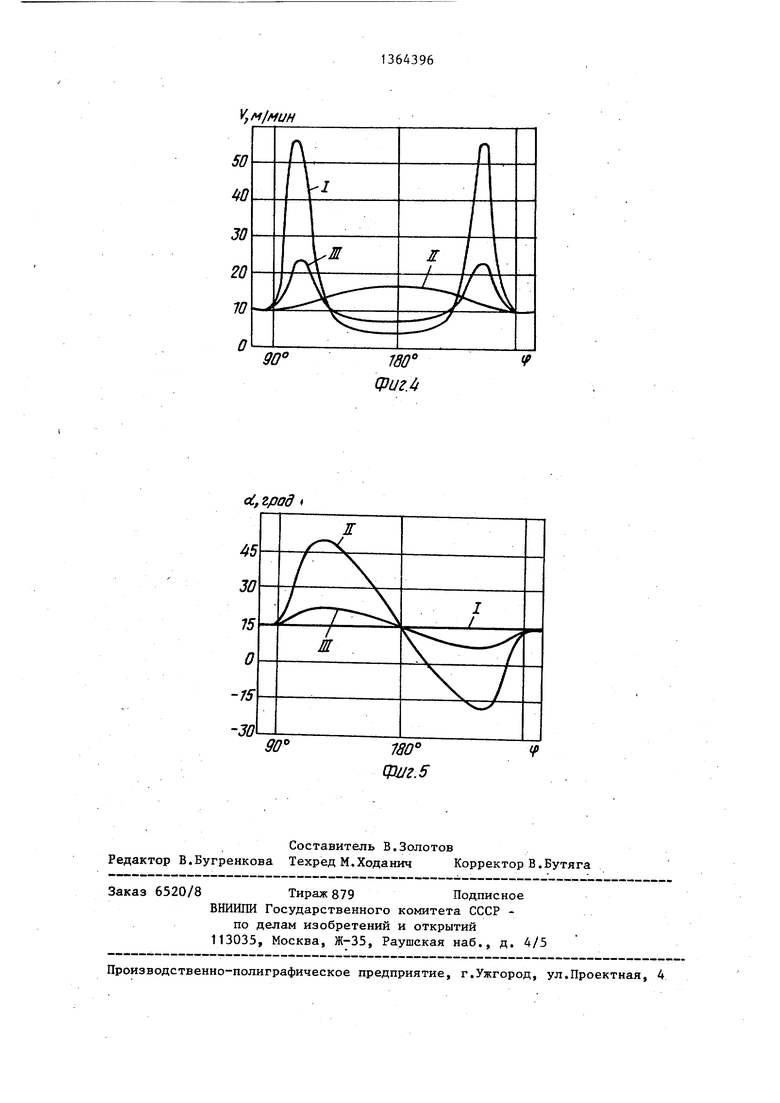
а угол о1 резания в соответствии с графиком III на фиг.З (диапазон изменения tS,6).
Предлагаемый способ может быть реализован на токарных станках при их незначительной модернизации, заключающейся в установке вращающегося резцедержателя, кинематически связан15 кого со шпинделем.
Таким образом, предлагаемый способ позволяет обрабатывать методом ротационного точения некруглые цилиндрические поверхности без движе20 ния формообразования со значительной стабилизацией условий резания по профилю. Кроме того, обеспечивается значительное повьппение стойкости инструмента за счет увеличения угла за25 острения и многоразовое использование инструмента после его переточек по передней поверхности.
«/ o +arctg y/() .
(9)
Скорость резания V может быть определена по зависимости
где
V aVr +Ur7dt +R(dV/dg ), (10) to - частота вращения детали; г - радиус профиля детали (г
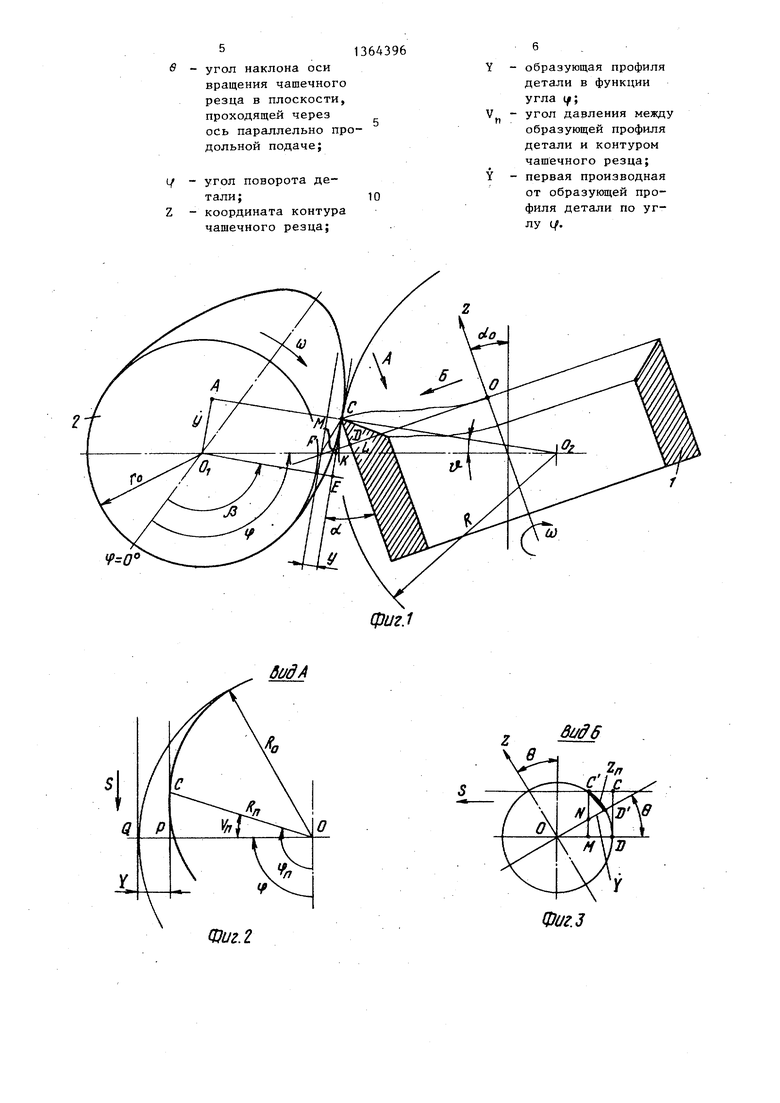
гУ(го+у) +уП. По зависимостям (9) и (10) строят графики фиг.4 и 5, характеризующие изменение скорости V резания и заднего угла о резания при точении кулачка распределительного вала двигателя ВАЗ-2108. Линиями I обозначены графики при . Видно, что скорость V резания изменяется от 55 до 5 м/мин на вершине кулачка, т.е. диапазон изменения скорости в этом случае максимальный. Угол резания о остается постоянньм по всему профилю о о,. Линиями II обозначены графики V к о при . При этом диапазон изменения скорости V резания минимальньй 5 м/ /мин, а диапазон изменения угла о/ составляет 134°, Появление отрицательных значений угла на некотором участке профиля означает невозможность обработки Kyj ачка резцом, выставленным под углом . Очевидно, что опримальное решение будет при . Расчеты по приведенным зависимостям с учетом влияния скорости V резания и углов резания на качество
обработки позволяют выбрать оптимальное значение мм. При этом скорость резания изменяется по профилю
0
в соответствии с графиком III на фиг.2 ( м/мин, V 58 м/мин),
/v.rtkc
а угол о1 резания в соответствии с графиком III на фиг.З (диапазон изменения tS,6).
Предлагаемый способ может быть реализован на токарных станках при их незначительной модернизации, заключающейся в установке вращающегося резцедержателя, кинематически связан5 кого со шпинделем.
Таким образом, предлагаемый способ позволяет обрабатывать методом ротационного точения некруглые цилиндрические поверхности без движе0 ния формообразования со значительной стабилизацией условий резания по профилю. Кроме того, обеспечивается значительное повьппение стойкости инструмента за счет увеличения угла за5 острения и многоразовое использование инструмента после его переточек по передней поверхности.
30
35
Формула изобретения
Способ точения некруглых в поперечном сечении тел, при котором детали сообщают вращательное движение, а чашечному резцу с некруглой режущей кромкой - продольную подачу и вращательное движение вокруг оси, скрещивающейся с осью вращения детали, отличающийся тем, ,что, с целью повышения качества обра jg батьшаемой поверхности за счет ста- ,билизации условий обработки, берут чашечный резец с цилиндрической задней и криволинейной передней пов ерх- ностями с формой режущей кромки, определяемой уравнениями в цилиндри45
ческой системе координат
(Ro-Y)2+Y2;
50
Z Z/cos0-Y-tg0; (,
радиус, высота и
угол профиля чашечного резца в цилиндрической системе ко- ординат; ;
R Q - максимальный радиус профиля чашечного резца;
51364396
угол наклона оси вращения чашечного резца в плоскости, проходящей через ось параллельно продольной подаче;
угол поворота детали;
координата контура чашечного резца;
Y - образующая профиля детали в функции угла (f;
V - угол давления между образующей профиля детали и контуром чашечного резца;
Y - первая производная от образующей профиля детали по углу (/.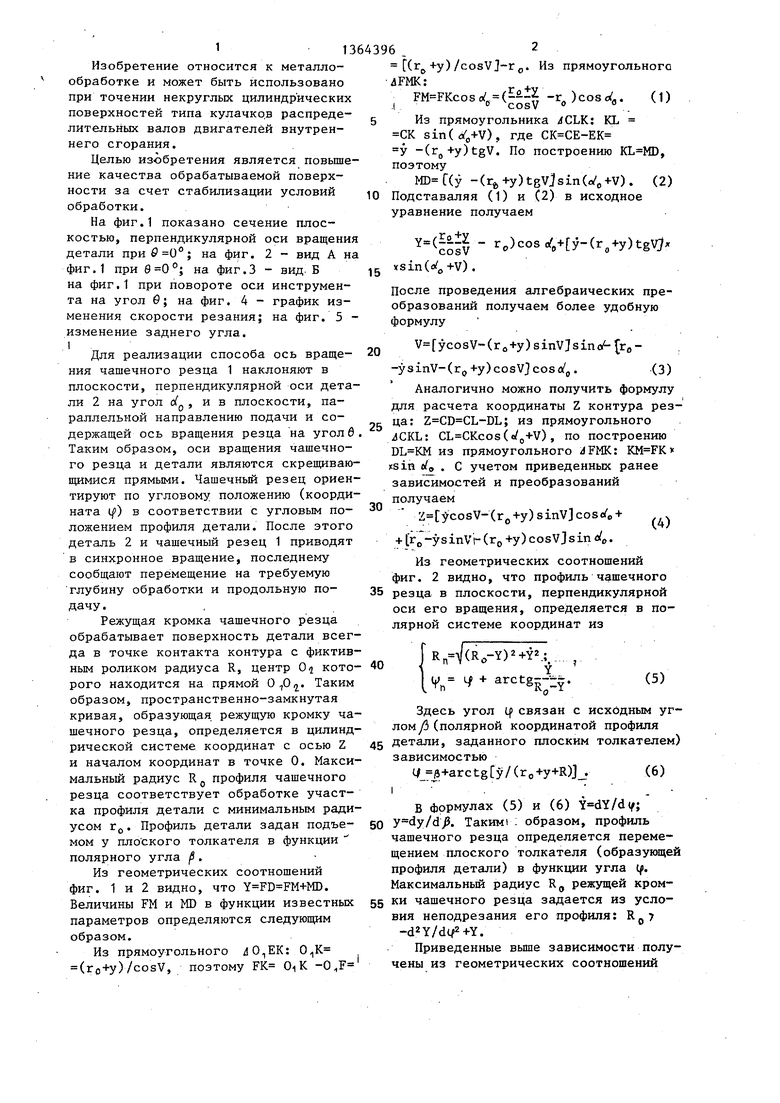
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки некруглых деталей | 1981 |
|
SU1009612A1 |
| Способ обработки резанием чашечным резцом | 1990 |
|
SU1738471A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| Свободно вращающийся токарный резец | 1979 |
|
SU1042895A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| Ротационный резец | 1988 |
|
SU1634372A1 |
Изобретение относится к области металлообработки, в частности к обработке некруглых в поперечном сечении тел типа кулачков распределительных валов двигателей внутреннего сгорания. Целью изобретения является повышение качества обрабатываемой поверхности за счет стабилизации условий обработки. Для этого берут чашечный резец с цилиндрической задней поверхностью и криволинейной передней с формой режущей кромки, определяемой уравнениями в цилиндрич.ес- кой системе координат: R|, V() +1f ; Z Z/cos0-Y-tg6; t,(+Vn, где R,, Z,, (ff - радиус, высота и угол профиля чашечного резца в цилиндрической системе координат; RO - максимальный радиус профиля чашечного резца; О - угол наклона оси вращения чашечного резца в плоскости, проходящей через ось параллельно продольной подаче; iif - угол поворота детали; Z - координата контура чашечного резца; Y - образующая профиля детали в функции угла t ; V - угол давления между образующей профиля детали и контуром чашечного резца; Y - первая производная от образующей профиля детали по углу If, 5 ил. с (Л
-по
бидА
Фиг. 2
фиг.1
Мб
Фаг.З
У, Ml мин
90
сС, град
-15
-30
f
| 1971 |
|
SU416163A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
