n
Изобретение относится к области обработки резанием и может быть использовано при обработке металлических материалов.
Известен способ рбработки ротационным резцом с круговым режущим лезвием, плоскость режущей кромки которого развернута на угол относительно оси резцов станка, а ось резца параллельно смещена относительно основной плоскости, проходящей через ось центров станка 1.
Недостаток этого способа состоит в том, что он не обеспечивает получения требуемой щероховатости обрабатываемой поверхности при подачах 1-5 мм/об-мин.
Целью изобретения является увеличение производительности процесса ротационной обработки и повышение качества обрабатываемой поверхности.
Поставленная цель достигается тем, что разворот плоскости р.ежущей кромки осуществляют на величину, не менее величины упругой деформации материала детали, вызванной его обработкой.
Кроме того, величину смещения резца и угол его разворота выбирают из условия обеспечения величины вспомогательного угла, лежащего от вершины резца в направлении, обратном направлению подачи, не менее 20% от величины основного угла контакта резца с деталью, а центральный угол расположения вершины резца от наивысшей точки его режущей кромки меньше или равен основному углу контакта резца с деталью.
На фиг. 1 изображена схема осуществления способа обработки ротационным резцом; на фиг. 2, 3 - вид А на фиг. 1 (варианты установки резца); на фиг. 4 - вид сверху на фиг. 1.
На фиг. 1 изображен ротационный резец, чашечный режущий элемент 1 которого закреплен на оси 2, установленной в подшипниковых опорах 3 и 4, смонтированных в корпусе резца (не показано).
Плоскость режущей кромки 5 режущего элемента 1 развернута относительно оси 6 центров станка на угол Y
На фиг. 2 изображен чашечный режущий Элемент 1 в процессе обработки с деталью 7. Ось резца и отверстие режущего элемента условно не показаныi Ось режущего элемента параллельно смещена относительно ос7914 . 2
новной плоскости 8, проходящей через ось центров Станка на величину Ц , меньшую радиуса R. режущего элемента 1. Точка 8 , наиболее заглубленная в деталь, - вершина резца. Точка Е точка режущей кромки резца, лежащая на одном уровне с точкой В . Точка С - наивысшая точка режущей кромки резца. Угол р, образованный А8 , Q основной угол контакта резца с деталью 7. Угол % , образованный дугой бС, - центральный угол расположения вершины резца. Угол Ч , образованный дугой BD, - вспомогательный
5 угол контакта резца с деталью.
На фиг. 3 изображен чашечньй режущий элемент 1, ось которого параллельно смещена относительно основной плоскости 8- на величину смещениям ,
Q большую радиусаR режущего элемента 1 .
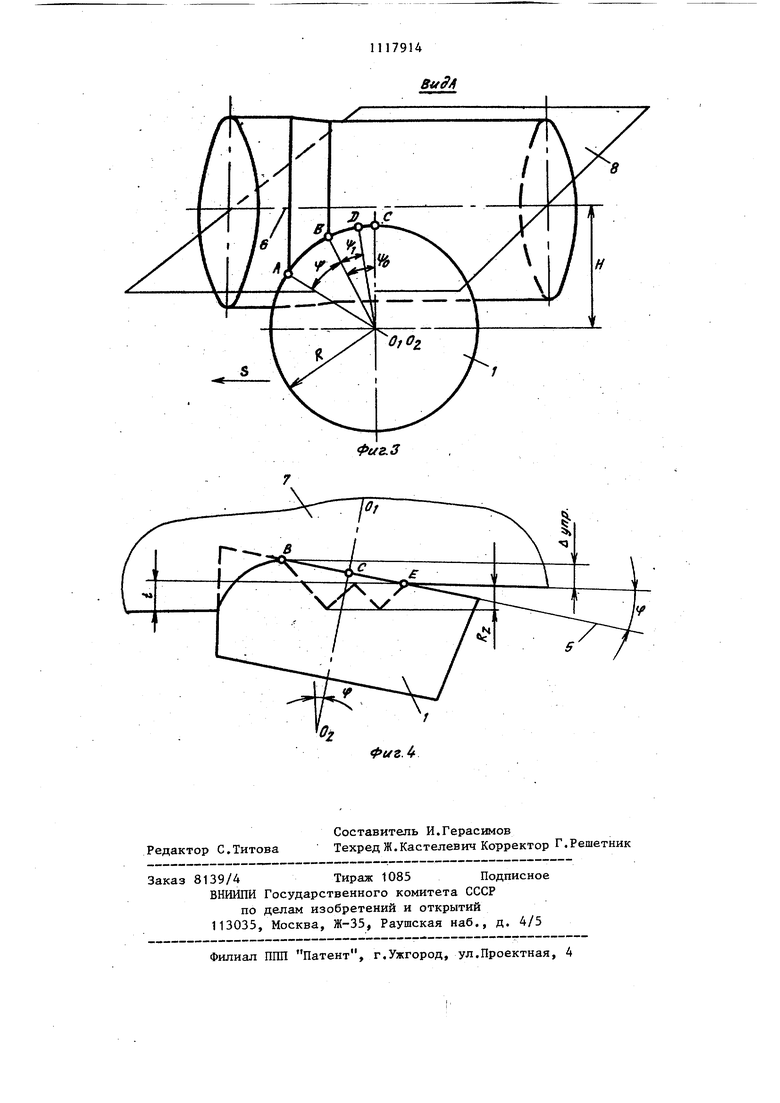
На фиг. 4 изображен вид сверху режущего элемента резца, где даны следующие обозначения:
5, . величина упругой деформахдии материала детали, имеющая место после его обработки резцом; RT: высота микрогребешков, снимаемых участком режущей кромки на вспомогательном угле У .
Способ обработки ротационным резцом осуществляется следующим образом.
Ротационный резец устанавливают под углом f к оси 6 центров станка (фиг. 1) и параллельно смещают на величину Н относительно плоскости 8, проходящей через ось центров 6 станка, заглубляют резец на заданную
глубину резания (фиг. 1, 2) и производят пробную обработку части детали. Останавливают процесс резания и, не отводя резца от детали, опредеXляют вершину резца (точку В), угол TO точку Е и по хордам АВ и ВД или по дугам , ВГ определяют численное значение углов Y , Ч. Также экспериментально или теоретически определяют величину „f упругой деформации материала детали после его обработки резцом. Резец необходимо так установить, чтобы точка , лежащая на одном уровне с вершиной резца В, отстояла от нее
по отношению к оси резца на величину, равную или большую-uj/np упругой деформации материала, имеющей место после его обработки резцом. После
3 .1
пределения Лу„р угол поворота ожно определить по зависимости
SVV.2RsinY;. де Дупр --величина упругой деформации материала после его обработки резцом; 2R - диаметр .режущей кромки
резца;
УО - угол вершины резца (центральный угол между векторами, проведенными из центра резца в его вершину точку В и высшую точку .С режущей кромки резца); Y - угол поворота оси резца. При угле поворота резца меньшем, чем при расчете по приведенной зависимости, увеличивается сила трения на задней поверхности резца, что приводит к повышенному износу. Наилучший положительный эффект достигают, когда величина вспомогательного
179144
угла контакта у , лежаща1Я от вершины резца в направлении, обратном направлению пЬдачи, составляет-величину не меньшую 20% от величины ос5 новного угла контакта резца с деталью, т.е. хорда ВР ,2А8. В слулае несоблюдения указанного условия изменяют угол V, или величину смещения И ,- либо . Ч и Н одновременно, и процесс проб10 ной обработки повторяют.
I. ...
Для обеспечения производительности
процесса и качества обработки необходимо, чтобы угол% был меньше или -равен основному углу контакта резца
15 с деталью. Установлено, что оптимальный угол наклона плоскости режущей кромки ротационного резца относительно оси центров станка должеи быть йе более 1°. В этом случае определение
20 установочных параметров f иН облегчается, а процесс обработки характеризуется высокой производительностью и качеством обработки.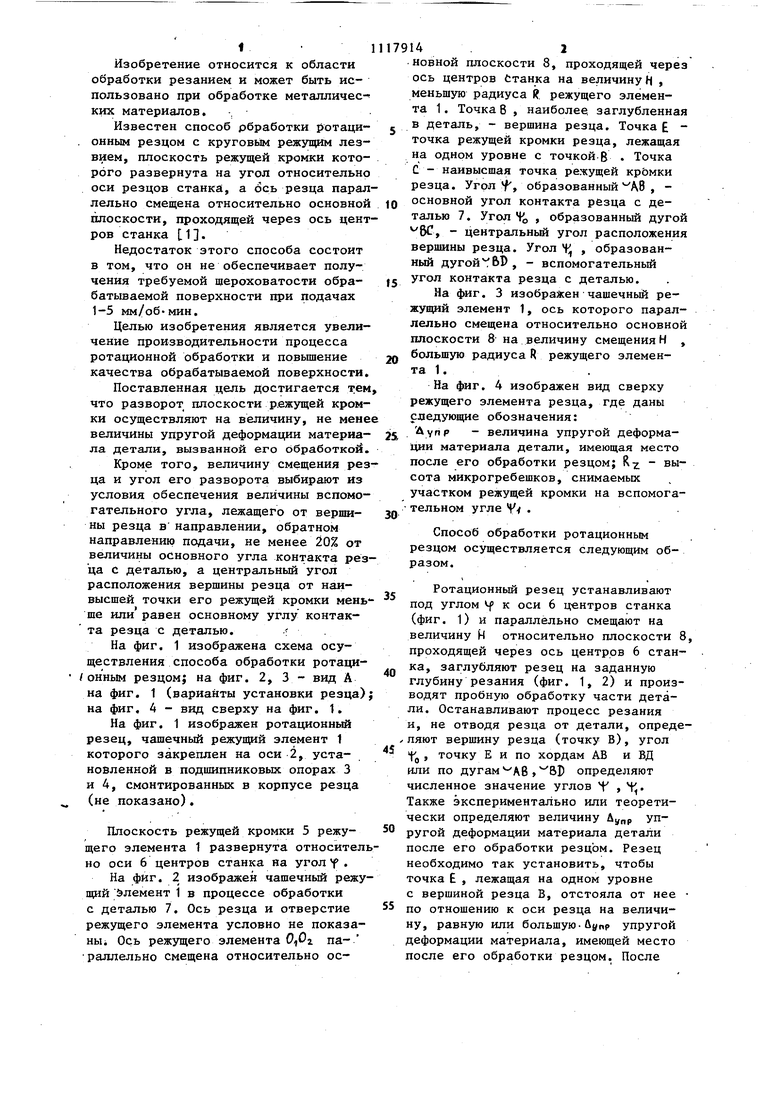

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Способ обработки валов чашечным резцом | 1989 |
|
SU1785826A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1130443A2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ резания чашечным самовращающимся резцом | 1975 |
|
SU533452A1 |
| Способ токарной обработки ротационным резцом | 1990 |
|
SU1748955A1 |
| Ротационный чашечный резец | 1980 |
|
SU1061360A1 |
| Способ обработки тел вращения ротационным резцом | 1985 |
|
SU1303264A1 |
-1. Способ обработки ротационн резцом с круговым режущим лезвием, плоскость режущей кромки которого развернута на угол относительно ос центров станка, а ось резца параллельно смещена относительно основной плоскости, проходящей через ось центров станка, отличающийся тем, что,с целью увеличения производительности процесса и повьшения качества обрабатываемой поверхности, разворот плоскости режущей кромки осуществляют на величину, не менее величины упругой деформации материала, вызванной его обработкой. 2. Способ по п. 1, отличающийся тем, что плоскость режущей кромки ротационного резца разворачивают относительно обрабатываемой поверхности на угол не более 1..
ffi//
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ | 1973 |
|
SU428864A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
