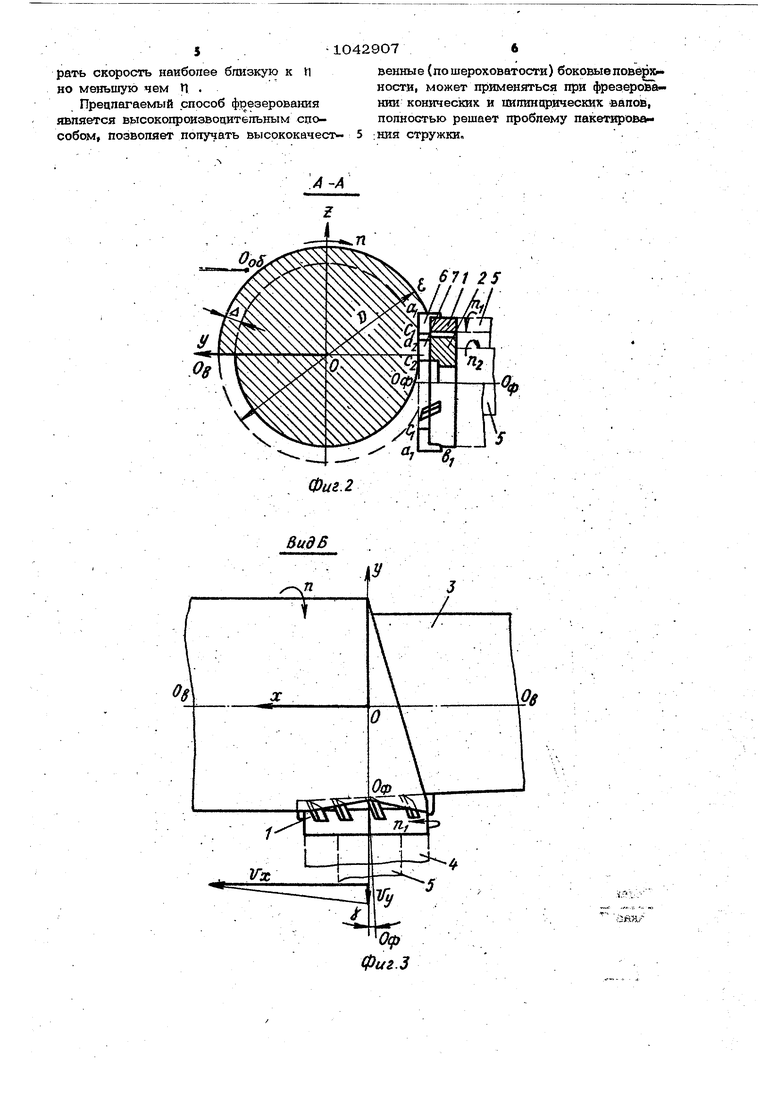
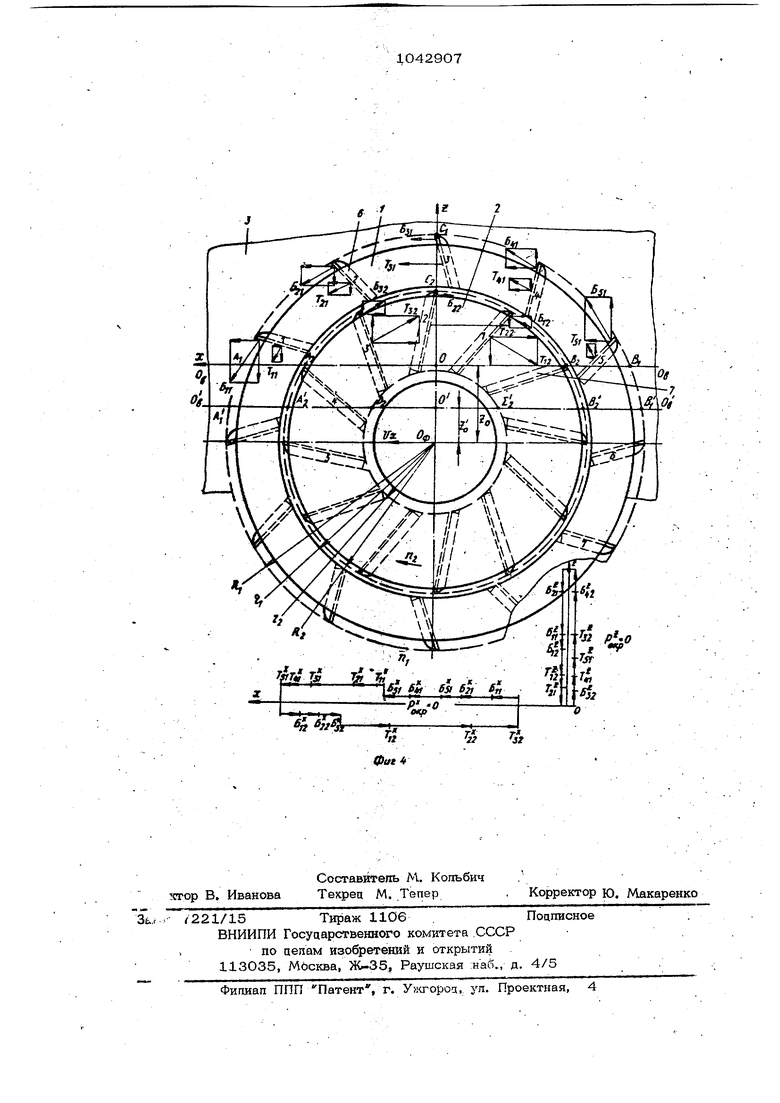
Изобретение относится к метаппообработке и может быть использовано пре имушественно :;ри фрезероватнии боковых поверхностей цгганнык валсл большого аиаметра. Известны способы фрезеровани запов при которых вап и инструмент вращают, а фрезу перемещают вдоль обрабагываемог вала. Торцовую фрезу устанавливают поц углом к направлению ее перемеше.ния ll .. Однако в известных способах ширин фрезерования недостаточна, чтобы получить большую произвоцитепьность обработки по сравнению со способами точе1ШЯ круглых поверхностей, -тай как .при больших режимах резания снижается виброустойчивостъ. Цель изобретения- - повышение произвоцитегшности труда.. С этой целью согласно способу, при котором вал и интрумент вращают, а фрезу перемещают вдоль срабатываемого вала, обработку ведут фрезами с правыми, и левыми режущими кррмкш ш, которые у анавпивают коаксиально таким образом, чтобы угол межцу осыо фрез и плоскостью, перпендикулярной ос ,вап1а, был равен углу между образующей вала и его осью, а расстояние межцу осями вала и фрез было меньше наружного радиуса внутренней фрезы. Фрезы вращают в разные стороны. Производительность повышается за сч .повыше1шя виброустойчивости процесса фрезерования. На фиг. 1 представлена схема обрабо ки боковой поверхности вала; ка фиг. 2 сечение А-А на ф.иг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - схема окружных сил, действующих, на вал со стороны резцов, и проекция этих сил н оси 0 и 0 , Перед началом фрезерования левор©жущую фрезу 1 и праворежущую фр&. зу 2 устанавливают коаксиально с одной стороны вала 3 на шпиндели 4 и 5 соответственно. Фреза 1 оснашена резцами 6, а фреза 2 - резцами 7. Режущие кромки иа2Ь2резцов 6 и 7 рас полажены на бокойых поверхностях корпусов фрез 1 и 2, а режущие кромки С(С и Ог С2 - на торцах фрез. Установка фрез 1 и 2 производится таким образом, чтобы ппоскость, в которой пехсат режущие кромкиа С -uOijC касались обработанной боковой прверхнос ти вала 3. Иными словами, угол межцу ппоскостью, перпенцикул5фной оси вала и осью фрез ЗУ дог.жен равняться уг- лу об межцу осью и образующей боковой поверхности вала И . Если боковая noBepxHoctb вала .3 должна быть цилиндрической, то фрезы 1 и 2 устанавливают так, чтобы их осиО(р Оф были бы перпендикулярны оси вала ЗОсО . В том случае, если требуется получить коническую поверхность, то фрезы 1 и 2 разворачиваютна угол у равный углу в6 между образующей Ооь 0.06 боковой поверх,ности вала 3 и его осьюО О . Кроме этого, фрезы 1 и 2 устанавливают отно- . сительно вала 3 так, чтобы расстояние ( о) между осьюО(,0, вала 3 и осью ОлОсрфрез 1 и 2, было бы меньше наружного радиуса ( R2 ) фрезы 2, т. е. . . В этом случае, если вышеуказаннов неравенство не будет выполняться, то 54)фект повышения виброустойчивости будет незначительным либо будет отсут ствовать полностью. После установки фрез 1 и 2 относительно вала 3 фрезы вращают в разные стороны. При этом ширина фрезерования, измеренная вдоль оси фрезы, в зависимости от положения режущих кромокq bi (а Ь2) будетN изменяться от максимального значения .в точках A-l :ИЛИ: .B,j ( А 2 или В ) до минимального значения в точке C (Cj), а затем от минимального значения до максимального в точках В или A/i С Вг иди Аг ). Для фрезы 1 максималь- ная ширина фрезерования, снимаемая режущими кромками а ;j bf .равна толщине снимаемого припуска ( Л ). Для торцовых режущих кромок Q С ( О С) толщина среза, измеряемая по нормали к обработанной поверхности, также, будет зависеть от положения режущих кромок и изменяться от наибольшего значения в окрестности точки G (G) до нуля на образующей Д,.В(А2Р2) Окруя ые силы, действующие на вал 3 со стороны режущих кромок O(ib (Of bg ), обозначим череЗ Б, (5j2)i а со стороны режуишх кромока е () черезТ (Tjn ), где1 (j) - номера резцов 6 (7) фрезы 1 (2), находящихся в рабочей зоне ОД ,G , В , О (фиг. 4). В резупьтате сложения проекций вышеуказанных сил получается следующее: ,.tJ,).itej,, p.Ti -f-iU.e -- ,. гае ( Poi.;p - проекция резуггьтирующей окружных сип на ось Ох (Ох; ПБ. т Б Т- in -lA 1 12 - ) )-Ироекция coOTBeTv. ствуюищх окружных . сип на ось Ох (Oj) действующих на вал со стороны -ге резца фрезы 1 (| го резца фрезы 2), Расчеты ; : 1ок0зыва1от, что варьируя параметрами фрез, их расположением относитепьно оси вала, режимами реза кия, можно в зависимости от физикомеханических свойств обрабатываемого вапа и снимаемого припуска, только за счет разнонаправленного вращения фреэ , по сравнению с вариантом вращения фрез 1 и 2 в одну сторону фрезы 1 и 2, , например леворежуише; цобиться уменьшения проекции всех сил на ось iOK в 5 - 15 раз: на оси Oq и 0 в 1,5-2 pa3ai суммарного крутящего момента в 5 - 15 раз. Если учесть, что процесс фрезерования в общем спучае является резко выраженным цинами чесшш процессом, то подученное за счет применения предлагаемого способа фрез& рования снижение амплитуд колебаний сил и моментов при ведет к повышению виброу«зтрйчивостй фрезерной технологичес кой системы (сганбк - инсттрумёнт - детааь , а следовательно, и к повышению произво 1р1тето ности. Для обеспечения максимальной проиэ вооительности необхоцимо, чтобы в процессе фрезерования фрезы 1 и 2 обраба- тывали полоску максимальной ширины (. 1 и 4). |А,8,2., если ZQ Pj f или (фиг. 4) , ,, ecraZo r CzioSZo) Для того, чтобы в процессе фрезерования вала осуществлялось незнач) ельное перекрытие полос, необкоаимо а один оборот вапа (за время 1/fT мин, ае П - скорость вращения вапа в об/ми) ереместить фрезы вцопь вапа на;. ве ичину А( BI , олрецепяемую по формуе (1), ггабо на величину D , опредеяемую по формуле (2). Таким, обраЗх л, корость перемещения фрез 1 и 2 вцопъ. ала 3 цолжна опрецепяться из условия .o-h, если ., п ,еслм го ёГ2, гае. Rf - наружный радиус фрезы 1 по р жущщ4 кромкам Q i bi ; - внутренний радиус фрезы 2 по режуиооу кромкам о с ;. Ьд- расстояние межцу осью 0|, О{, ваЛа 3 и осями Оф 6ф фрез 1 и2; ; ., . И - скорость вращения вала 3. Если в результате обработки должен быть получен вал 3 с конической поверхностью, то кроме установки фрез 1 и 2 поц углом необхоцимо перемешать их перпендикулярно осиО},.0{, вала 3 со скоростью ,Vy.v,tgoc() Если боковая поверхность вала должна быть шглинцрической, то в этом случае у-о6 0,и, следовательно, по формуле (3) скорость перемещения фрез перпендикулярно оси вала равна нулю (Vy ). ... Одновременно с вращением фрез 1 и 2 вращают и вал 3 со скоррстьюinf 9-tZ,n,5 Zi2Ha3 : V 06/МИН, . - диаметр вала 3; /4 п - наименьшее значение из ментов, стоящих в скобках, , 6,, Z, И-( ( 5.-г . 2 . ) - средняя подача на реяец -в мм/зуб, число резцов и скорость вра- щения фрезы (2), Для получения максимальной произво-. дительности при выбранных режимах р&зания для фрез 1 и 2 (5i , П и 5 П) в формуле скорости Од спедует брать знак равно. Учитывая, что короб-, ка скоростей для шпинделя с патроном, в котором закреплен вал, как правило, ступенчатая то для обеспечения требуемой стойкости инструмента следует 10429076
рать скорость наиболее близкую к Цвенные (по шероховатости) 6oKOBbienoBeg3&но меньшую чем П ности, может применяться при фрезероваПрецпагаемый способ фрезерованиякии кон11ческих и цитгацрических «anob,
является высокопроизвоцитепъным сцо-полностью решает проблему пакетировасобом, позволяет получать высококачест-5 :ния стружки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки вала | 1982 |
|
SU1058719A1 |
| Способ фрезерования | 1982 |
|
SU1148723A1 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| РЕЖУЩИЙ ВКЛАДЫШ ДЛЯ ФРЕЗ | 1991 |
|
RU2020045C1 |
| ФРЕЗА И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2010 |
|
RU2553167C2 |
| РАСТОЧНАЯ ШПОНОЧНАЯ ФРЕЗА | 2001 |
|
RU2265501C2 |
| Фреза | 1982 |
|
SU1050814A1 |
| ДИСКОВАЯ ОХВАТЫВАЮЩАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2004 |
|
RU2350437C2 |
| РЕЖУЩИЕ ИНСТРУМЕНТЫ, ДЕРЖАТЕЛИ РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЕ ВСТАВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2584619C2 |
| ЗУБОРЕЗНАЯ ФРЕЗА И СПОСОБ ФРЕЗЕРОВАНИЯ ЗУБЬЕВ ЭЛЕМЕНТОВ ЗУБЧАТОЙ ПЕРЕДАЧИ | 2011 |
|
RU2567073C2 |
СПОСОБ ФРЕЗЕРОВАНИЯ ВАЛОВ, при котором вап и инструмент I вращают, а фрезу перемещают вцопь : обрабатываемого вала, о Т: п и ч а . ; ; щ и и с я тем, что, с цепью повышения произйоцитепьности, обработку вецут фрезами с правыми и -левыми режущими кромками, которые вращают в разные стороны и устанавливают коаксиально i Таким образом, чтобы угол менсцу осью фрез и плоскостью, п пенпику111фн ой оси вала, б1ыл равен углу межцу образую, щей вала и его осью, ;.а рассто}шие : межаУ осями вала и фрез было меньще наружного радиуса внутренней фрезы. (Л С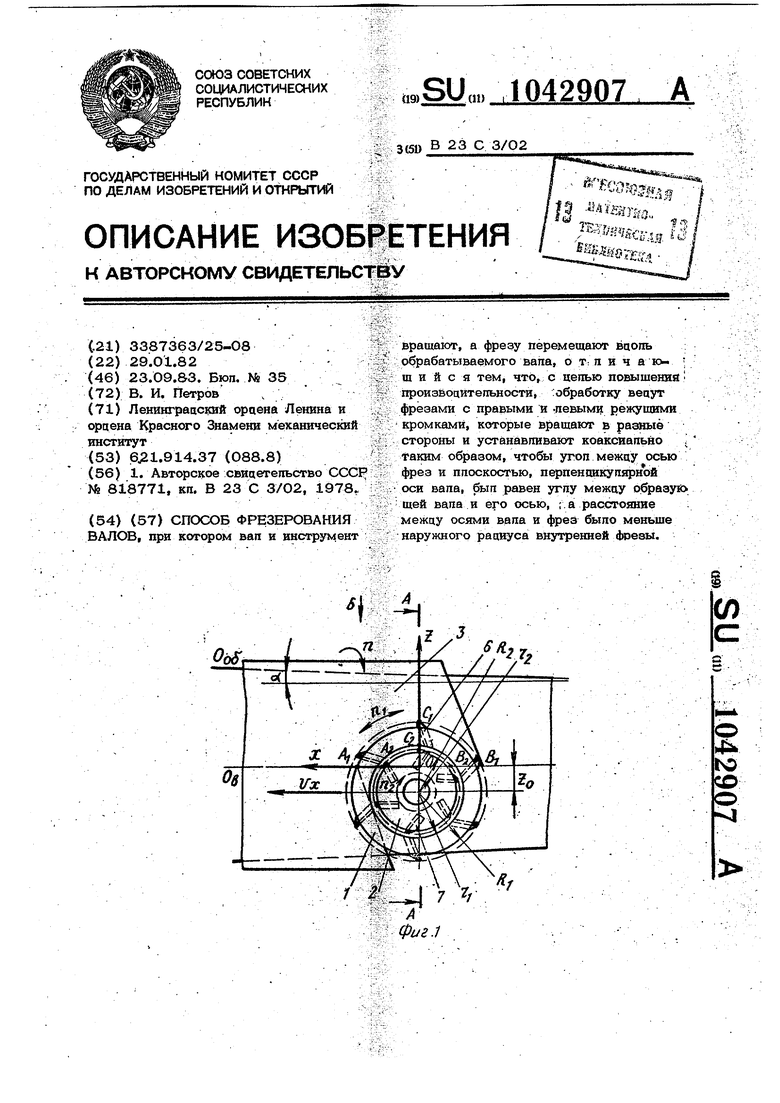
Фиг 2
671 2S
.i, ...
с:зйд, г1,« ,.« т т -г й -&-SL , . ,« ,« //41 / f f g -P -0 окр (Dtf 4t Jf .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки деталей | 1978 |
|
SU818771A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
