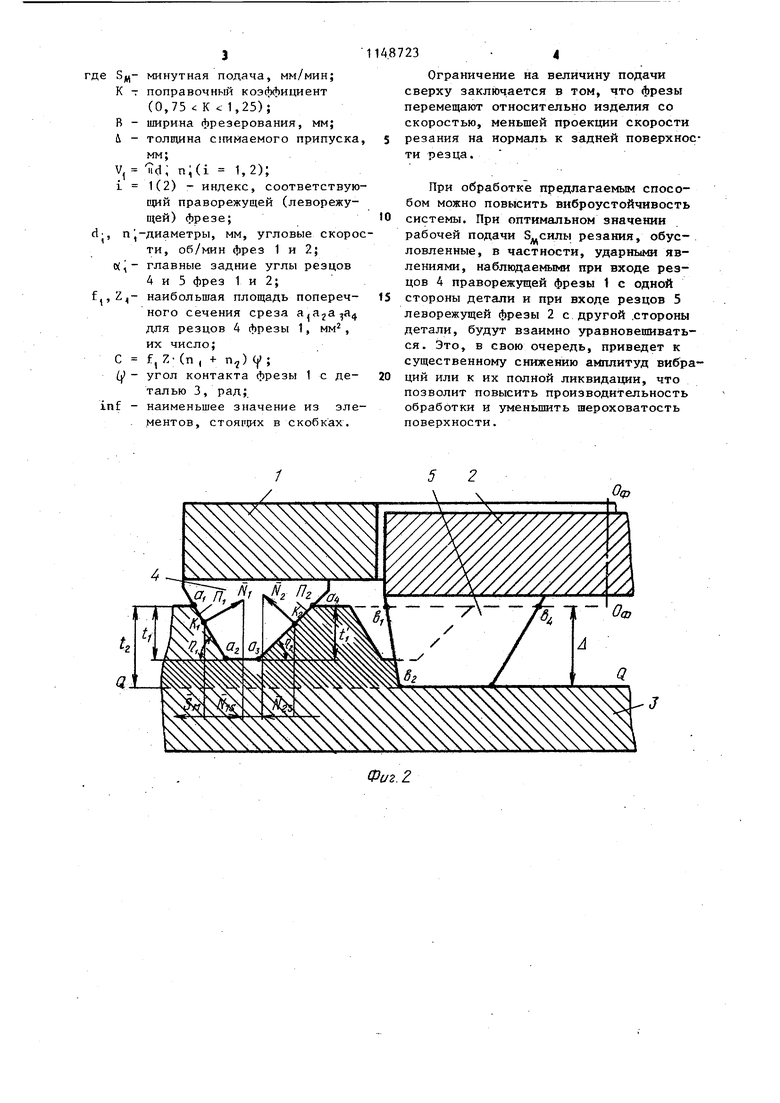
1 Изобретение относится к металлообработке и может быть использовано преимущественно при чистовом фрезеровании плоских поверхностей деталей торцовыми фрезами. Известны способы фрезерования, при которьк припуск снимают двумя коаксиально расположенными фрезами, которым сообщают вращение в разные стороны и продольную подачу относительно детали pj. Однако известные способы предназначены в основном для обработки тонкостенных деталей дисковыми фреза ми, которые не могут обеспечить высокий класс плоскостности и шероховатости и не могут обеспечить достаточ ной производительности обработки. Цель изобретения - повьппение точности и производительности при обработке плоскостей с использованием торцовых фрез. С этой целью согласно способу фр зерования, при котором припуск сним ют двумя коаксиально расположенными фрезами, которым сообщают вращение в разные стороны и продольную подачу относительно детали, припуск снимают с использованием нескольких режущих кромок резцов обеих фрез, причем две режущие кромки резцов наружной фрезы располагают под углами к направлению продольной подачи так, что проекции векторов нормалей к поверхностям резания в точках их контакта с режущими кромками на вектор подачи направлены навстречу одна к другой, а одну из режущих кромок резца внутренней фрезы располагают в плоскости совпадающей с обработанной плоскостью и скорость продольной подачи фрез вы бирают так, чтобы она быпа меньше проекции скорости резания на нормал к задней поверхности езца фрез На фиг. 1 представлена схема осуществления способа; на фиг. 2 - вариант обработки, когда глубина обра ботки t, t, ; на фиг. 3 - то же, но ) t, t;. Перед началом фрезерования торцовую праворежущую фрезу 1 и леворежущую фрезу 2 меньшего диаметра устанавливают, коаксиально таким образом, чтобы их оси Оср От были перпендикулярны направлению подачи З.д относительно изделия 3. Кроме того, фрезы устанавливают так, что режущие кромки, расположенные на их торцах, лежа 23 в параллельных плоскостях, расстояние между которыми меньше толщины сжимаемого припуска Д Фреза 1 оснащена резцами А, а фреза 2 резцами 5. Съем припуска осуществляют одновременно несколькими режущими кромками каждого резца обеих фрез. А например, тремя режущими именно, кромками а а , аоа и , резцов 2 .фрезы 1 и двумя режущими кромками и резцов 5 фрезы 2. Каждая из этих кромок является главной режущей кромкой. G целью формирования канавок на поверхности изделия 3 резца1Ф1 4 фрезы 1 для каждого резца наружной фрезы 1 две режущие кромки а.)а 4 располагают к направлению подачи S д под угла1ми ( j при которых проекции N, ОР малей N( и N2- к поверхностям резания П и П в точках их контакта К, и Kg с режущими кромками и на вектор подачи 5д( направлены навстречу друг другу. При этом вьшолняют резание режущей кромкой с глубиной t), а режущей кромкой - с глубинрй t, , причем глубина t, и t, одного порядка. На фиг. 2 t t,, а на фиг. 3 t tj . При таком расположении режущих кромок а,а2 и резцов 4 фрезы 1 независимо от углового положения резца 4,определяемого углом CPi (t) ,гол Cf принадлежит промежутку Г QO I Ч Д® ° мер резца 4 (i 1,2,..., Z, , где Z( - число резцов 4 фрезы 1), вышеизложенное условие расположения режущих кромок а,а2 и несмотря на переменность углов 2i i (-РЛ)) и (li (t)), будет всегда выполняться. Для срезания неровностей, оставшихся после резания резцами 4 фрезы изделия 3, с целью получения гладкой обработанной поверхности (окончательного снятия припуска Л ) одну из двух режущих кромок Ь Ь и резцов 5 фрезы 2, а именно, режущую кромку Ь Ь устанавливают в плоскости QQp совпадающей с обработанной поверхностью. Скорость подачи фрез 1 и 2 относительно детали 3 осуп1ествляют со скоростью5 ini ViS noiiV2einu2 3 «JMГ: (29л,
де минутная подача, мм/мин; К т поправочный коэффициент
(0,75 К -1,25); В - ширина фрезерования, мм; & - толщина снимаемого припуска, мм;
V, 7d; n;(i 1,2);
i 1(2) - индекс, соответствую1ЦИЙ праворежущей (леворежущей) фрезе;
d, nj-диаметры, мм, угловые скорости, об/мин фрез 1 и 2;
главные задние углы резцов
4 и 5 фрез 1 и 2;
f, наибольшая площадь поперечного сечения среза для резцов 4 фрезы 1, мм, их число;
С f, Z- (п , + п,) у ;
- угол контакта фрезы 1 с деталью 3, рад;
inf - наименьшее значение из элементов, стоягшх в скобках.
Ограничение на величину подачи сверху заключается в том, что фрезы перемещают относительно изделия со скоростью, меньшей проекции скорости резания на нормаль к задней поверхности резца.
При обработке предлагаемым способом можно повысить виброустойчивость
системы. При оптимальном значении рабочей подачи резания, обусловленные, в частности, ударными явлениями, наблюдаемыми при входе резцов 4 праворежущей фрезы t с одной
стороны детали и при входе резцов 5 леворежущей фрезы 2 с другой .стороны детали, будут взаимно уравновещиваться. Это, в свою очередь, приведет к существенному снижению амплитуд вибраций или к их полной ликвидации, что позволит повысить производительность обработки и уменьшить шероховатость поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования валов | 1982 |
|
SU1042907A1 |
| Инструмент для обработки вала | 1982 |
|
SU1058719A1 |
| Станок для обработки валов | 1982 |
|
SU1036473A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2005 |
|
RU2287039C2 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДВУХКРОМОЧНЫМ ФРЕЗЕРОВАНИЕМ | 2001 |
|
RU2212310C2 |

СПОСОБ ФРЕЗЕРОВАНИЯ, при котором припуск снимают двумя коаксиально расположенными фрезами, icoторым сообщают вращение в разные сторойы и продольную подачу относительно детали, отличающийся тем, что, с целью повышения производительности при обработке плоскостей с использованием торцовых фрез, припуск .снимают с использованием нескольких режущих кромок резцов обеих фрез, причем две режущие кромки резцов наружной фрезы располагают под углами к направлению продольной подачи так, что проекции векторов нормалей к поверхностям резания в точках их контакта с режущими кромками на вектор подачи направлены навстречу одна к другой, а одну из режущих кромок резца внутренней фрезы располагают в плоскости, совпадающей с обработанной плоскостью, и скорость продольной подачи фрез выбирают так, чтобы она была меныпе проекции скорости резания на нормаль к задней поверхности резца фрез. йь 00 NJ ю оо 
П,
Фиг.З П.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
