ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область изобретения
Описание относится к фрезе, такой как фреза, используемая для выполнения операции врезной подачи по оси Z, а также способ использования фрезы для выполнения операции врезной подачи.
Обсуждение уровня техники
Известно применение компрессора в нефтяной и газовой промышленности. Например, компрессор может использоваться для создания давления в масле или газе, которые протекают по трубопроводу. Известно также использование в компрессоре лопаток рабочего колеса с относительно сложной геометрией, для достижения требуемых характеристик потока текучей среды в компрессоре. Известная фреза может использоваться для изготовления лопатки рабочего колеса путем перемещения фрезы по осям X и Y, одновременно продвигая фрезу по Z-оси. Это называется операцией врезной подачи по оси Z, или фрезерованием с врезной подачей.
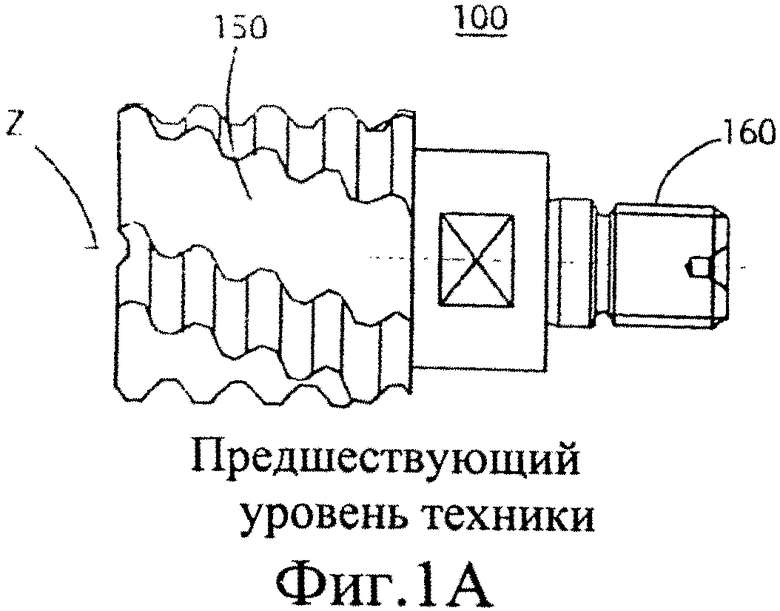
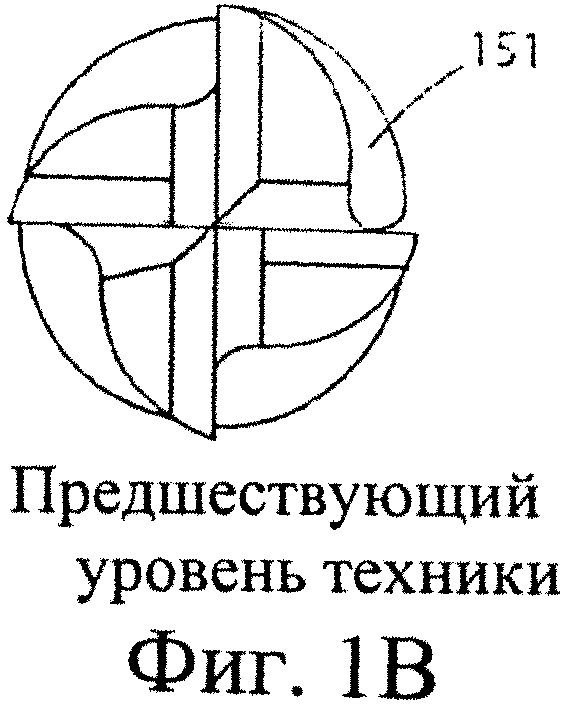
Фиг.1А представляет собой вид сбоку известной высокоскоростной стальной (HSS) фрезы 100, а Фиг.1В представляет собой вид спереди этой фрезы 100. Известная фреза 100 содержит верхние режущие ножи 151, расположенные на верхней поверхности режущей головки 150, которая соединена с валом 160, проходящим вдоль оси Z. В соответствии с этой конструкцией, режущая головка 150 вращается, по мере того как вал 160 вращается посредством двигателя вокруг оси Z. Вращение режущей головки 150 приводит к удалению материала, например, с лопатки рабочего колеса, посредством верхних режущих ножей 151. На Фиг.2 изображена известная фреза 102 со вставными ножами 171, которые прикреплены с помощью винтов к валу 173.
Использование известных фрез 100 и 102 для изготовления лопатки рабочего колеса может обеспечить некоторые преимущества, по сравнению с изготовлением лопатки другими способами. Например, известные фрезы 100 и 102 могут использоваться для изготовления геометрий, которые было бы трудно или невозможно изготовить с помощью других способов. Кроме того, известные фрезы 100 и 102 могут удалять относительно большой объем материала за относительно короткий период времени.
Однако имеются и недостатки, получающиеся в результате использования известных фрез 100 и 102. Например, когда конструкция, которая содержит известные фрезы 100 и 102, имеет сравнительно большую длину, например, длину от головки фрезы до двигателя, известные фрезы 100 и 102 могут отклоняться или вибрировать во время удаления материала из лопатки рабочего колеса. Это отклонение может привести к тому, что лопатка будет иметь неточную геометрию. Отклонение может привести к неудовлетворительной окончательной отделке поверхности лопатки рабочего колеса, а также к чрезмерному шуму при изготовлении лопатки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение преодолевает одно или несколько из рассмотренных выше недостатков, или других недостатков, известной фрезы или способа использования известной фрезы.
В соответствии с иллюстративным вариантом выполнения, предложен способ фрезерования изделия с врезной подачей. Способ включает этап вращения режущей головки при продвижении режущей головки по направлению к изделию; этап удаления материала из изделия с помощью передних ножей, расположенных на фронтальной поверхности режущей головки; этап изгибания держателя инструмента, выполненного с возможностью направления режущей головки внутрь изделия; этап остановки продвижения режущей головки по направлению к изделию, когда режущая головка достигла заданной глубины внутри изделия; и этап извлечения режущей головки во время ее вращения из внутренней части изделия, так что боковые ножи режущей головки удаляют материал из внутренней части изделия благодаря изгибу держателя инструмента.
В соответствии с другим иллюстративным вариантом выполнения, предложен способ фрезерования изделия с врезной подачей. Способ включает этап вращения режущей головки с передними ножами и боковыми ножами; этап введения передних ножей и боковых ножей в контакт с частью изделия для удаления материала из изделия; этап продвижения режущей головки вдоль Z направлении декартовой системы осей X, Y и Z, прикрепленной к изделию; этап изгибания держателя инструмента, прикрепленного к режущей головке, относительно оси Z; этап остановки продвижения режущей головки вдоль оси Z к изделию, когда режущая головка достигла требуемой глубины внутри изделия; и этап извлечения режущей головки вдоль противоположного направления по оси Z так, чтобы боковые ножи находились в контакте с внутренней стороной изделия для удаления материала из изделия, когда передние ножи отделены от изделия.
В соответствии с еще одним иллюстративным вариантом выполнения, предложен способ фрезерования изделия с врезной подачей. Способ включает этап вращения режущей головки при продвижении режущей головки по направлению к изделию; этап удаления материала из изделия с помощью передних ножей, расположенных на фронтальной поверхности режущей головки; этап изгибания держателя инструмента, выполненного с возможностью направления режущей головки внутрь изделия; этап остановки продвижения режущей головки по направлению к изделию, когда режущая головка достигла заданной глубины внутри изделия; этап извлечения режущей головки во время ее вращения из внутренней части изделия, так что боковые ножи режущей головки удаляют материал из внутренней части изделия благодаря изгибу держателя инструмента; этап поддержания основания держателя инструмента на той же оси, во время продвижения и извлечения режущей головки; этап изгибания держателя инструмента от боковой стороны отверстия, на которое воздействует режущая головка; и этап воздействия только боковыми ножами на изделие при извлечении режущей головки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, которые включены в настоящее описание и представляют собой его часть, иллюстрируют один или несколько вариантов выполнения и, вместе с описанием, объясняют эти варианты выполнения. Чертежи выполнены не в масштабе. На чертежах:
Фиг.1А и 1В представляют собой виды сбоку и спереди высокоскоростной стальной фрезы;
Фиг.2 представляет собой вид сбоку фрезы со вставными ножами;
Фиг.3 представляет собой вид сверху с частичным разрезом фрезы, в соответствии с иллюстративными вариантами выполнения;
Фиг.4 представляет собой вид справа фрезы, изображенной на Фиг.3, выполненной в соответствии с иллюстративными вариантами выполнения;
Фиг.5 представляет собой подробный вид фрезы, изображенной на Фиг.3, в разрезе по линии А-А, показанной на Фиг.4, в соответствии с иллюстративными вариантами выполнения;
Фиг.6 представляет собой вид сверху фрезы, в соответствии с иллюстративными вариантами выполнения;
Фиг.7 представляет собой подробный вид фрезы, в разрезе по линии В-В фрезы, показанной на Фиг.6, в соответствии с иллюстративными вариантами выполнения;
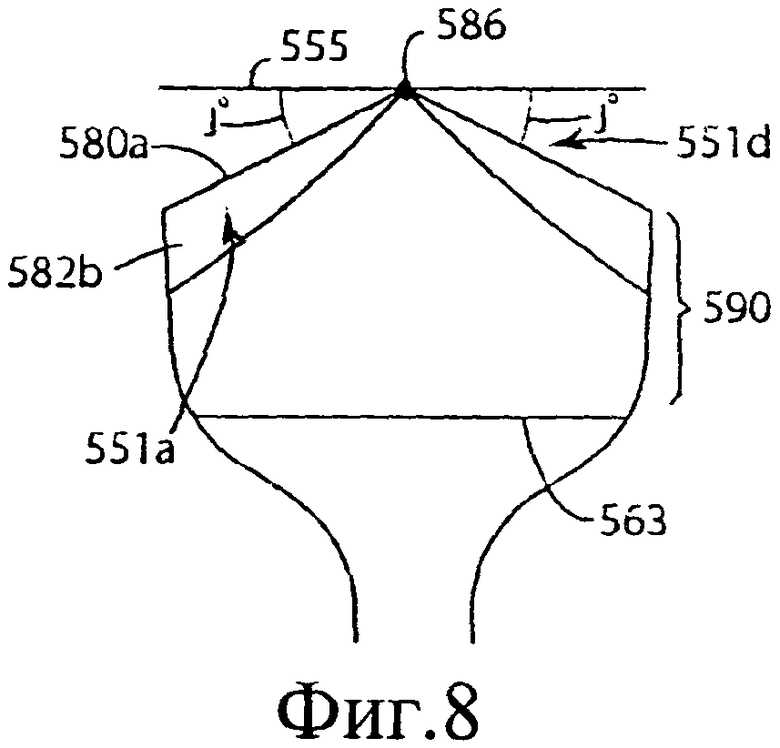
Фиг.8 представляет собой подробный вид фрезы, в разрезе по линии С-С фрезы, показанной на Фиг.6, в соответствии с иллюстративными вариантами выполнения;
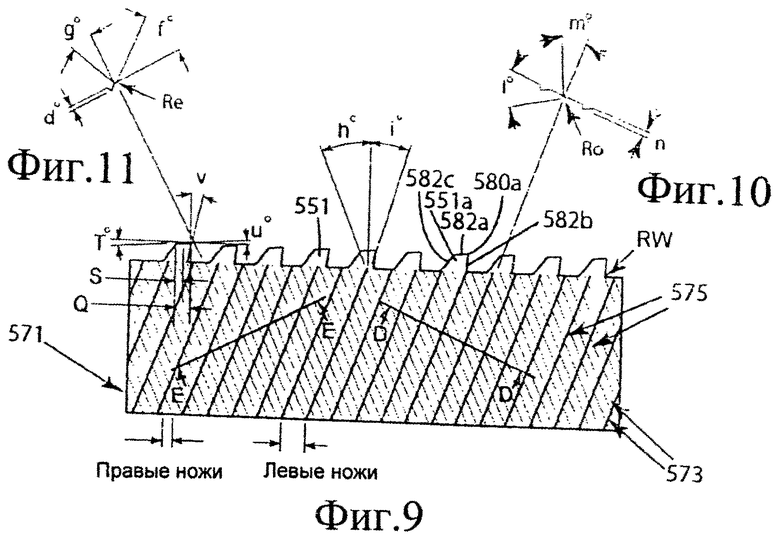
Фиг.9 представляет собой подробный вид в проекции боковой поверхности фрезы, показанной на Фиг.3, в соответствии с иллюстративными вариантами выполнения;
Фиг.10 представляет собой подробный вид фрезы, в разрезе по линии D-D, показанной на Фиг.9, в соответствии с иллюстративными вариантами выполнения;
Фиг.11 представляет собой подробный вид фрезы, в разрезе по линии Е-E, показанной на Фиг.9, в соответствии с иллюстративными вариантами выполнения;
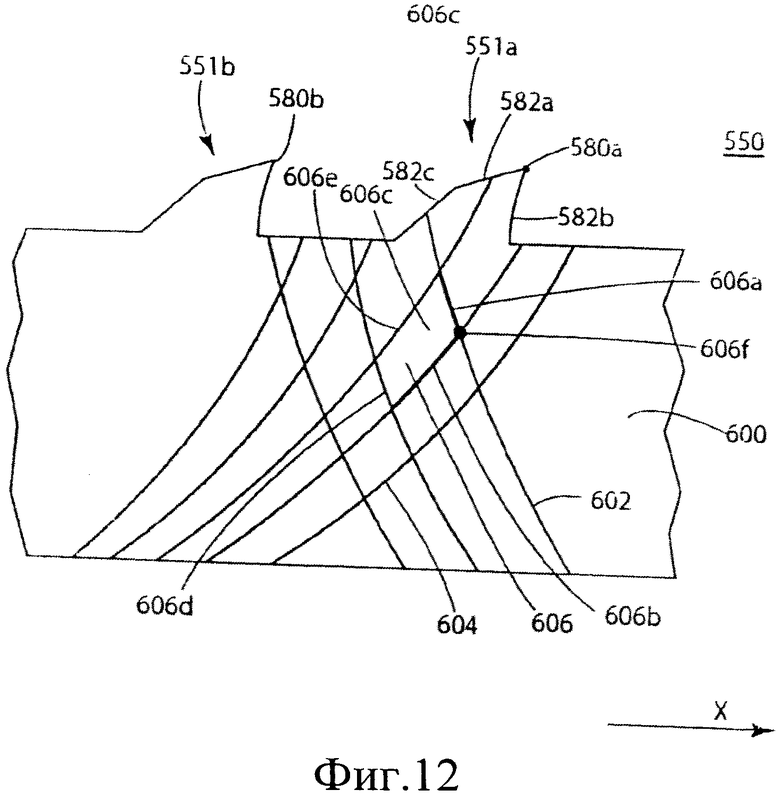
Фиг.12 представляет собой вид сбоку фрезы, в соответствии с иллюстративными вариантами выполнения;
Фиг.13 представляет собой блок-схему способа использования фрезы, в соответствии с иллюстративными вариантами выполнения; и
Фиг.14 представляет собой блок-схему способа изготовления фрезы, в соответствии с иллюстративными вариантами выполнения;
Фиг.15 представляет собой схематичную диаграмму продвижения фрезы внутри изделия, в соответствии с иллюстративным вариантом выполнения;
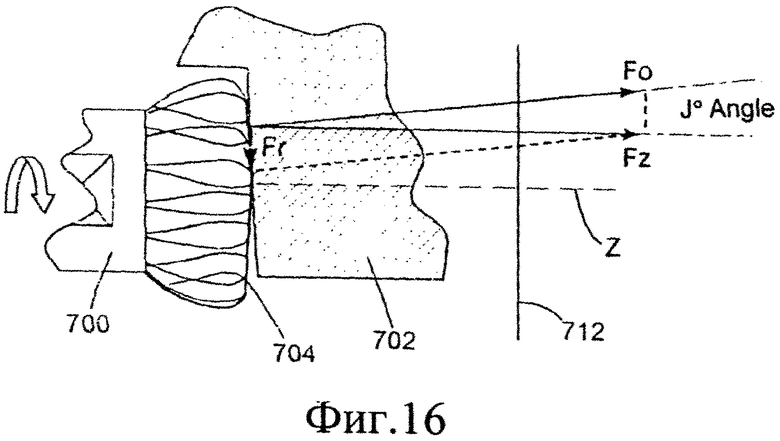
Фиг.16 представляет собой схематичную диаграмму сил, действующих на фрезу, в соответствии с иллюстративным вариантом выполнения;
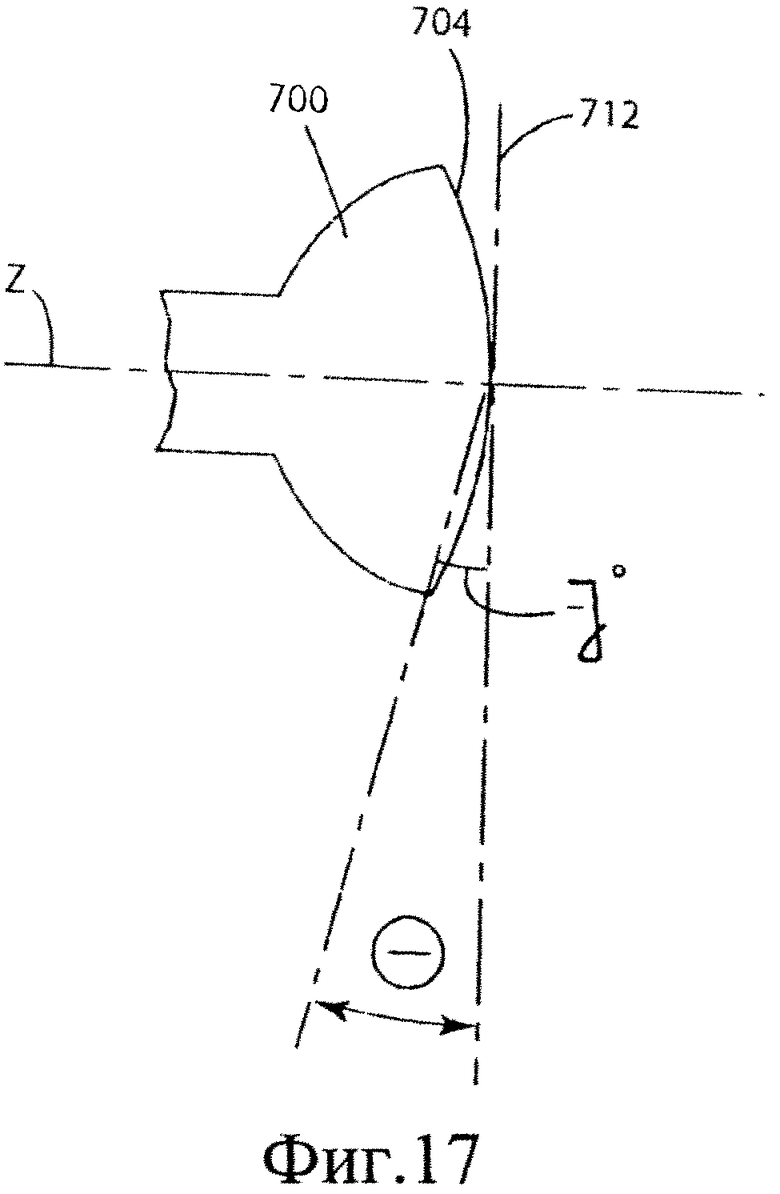
Фиг.17 и 18 представляют собой схематичные диаграммы, иллюстрирующие угол ориентации;
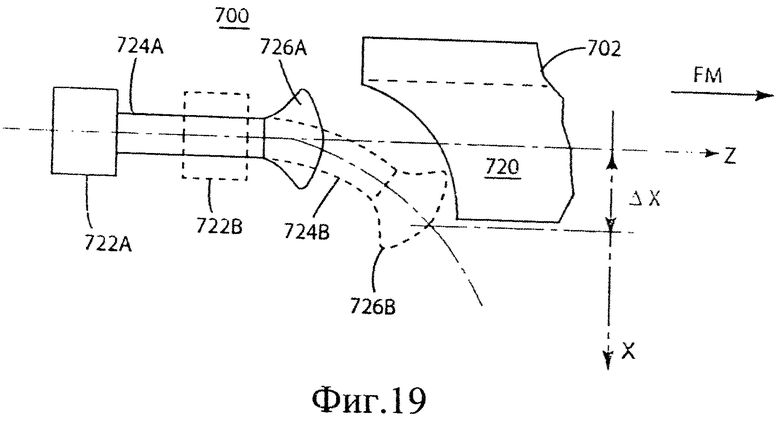
Фиг.19 представляют собой схематичную диаграмму, иллюстрирующую изгиб режущей головки, в соответствии с иллюстративным вариантом выполнения;
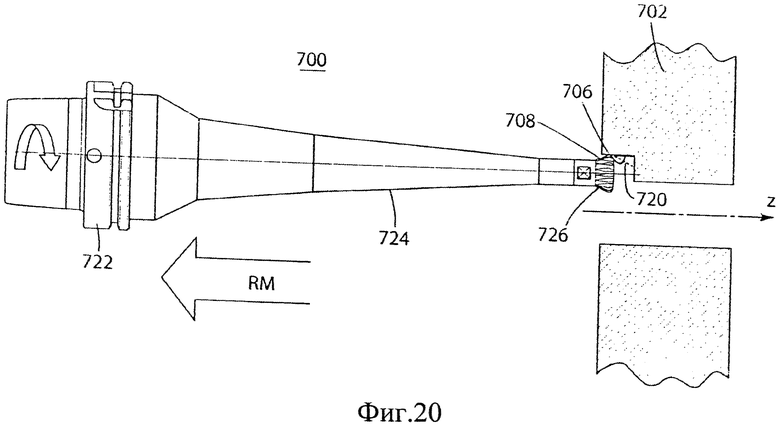
Фиг.20 представляет собой схематичную диаграмму, иллюстрирующую обратное движение фрезы, в соответствии с иллюстративным вариантом выполнения; и
Фиг.21-23 представляют собой блок-схемы способов фрезерования изделия с врезной подачей, в соответствии с иллюстративными вариантами выполнения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Последующее описание иллюстративных вариантов выполнения относится к прилагаемым чертежам. Одни и те же номера позиций на различных чертежах определяют одни и те же или аналогичные элементы. Кроме того, следует понимать, что последующее подробное описание не ограничивает изобретение. Вместо этого, объем изобретения определяется формулой изобретения.
Ссылки во всем описании на «иллюстративный вариант выполнения» или «вариант выполнения», или их производные, означают, что конкретный признак, конструкция или характеристика, описанная в связи с вариантом выполнения, включена в по меньшей мере один из вариантов выполнения раскрытого объекта изобретения. Таким образом, появление фразы «в иллюстративном варианте выполнения» или «в варианте выполнения», или их производных, в различных местах по всему описанию не обязательно относится к одному и тому же варианту выполнения. Кроме того, признаки, конструкции или характеристики могут быть объединены любым подходящим способом в один или несколько вариантов выполнения.
Фиг.3 представляет собой вид сверху с частичным разрезом фрезы 500, в соответствии с иллюстративными вариантами выполнения, а Фиг.4 представляет собой вид справа фрезы 500. Кроме того, Фиг.5 представляет собой подробный вид фрезы 500, в разрезе по линии А-А, показанной на Фиг.4. Фиг.6-8 показывают детали фрезы 500, показанной на Фиг.3. Фиг.9 представляет собой подробный вид в проекции боковой поверхности фрезы 500, а Фиг.10 представляет собой подробный вид фрезы 500, в разрезе по линии D-D, показанной на Фиг.9, а Фиг.11 представляет собой подробный вид фрезы 500, в разрезе по линии Е-Е, показанной на Фиг.9.
Фреза 500 может использоваться для удаления материала или фрезерования изделия. В качестве конкретного не ограничивающего примера фреза 500 может использоваться для выполнения операции врезной подачи вдоль оси Z, с помощью двигателя, который вращает фрезу 500 вокруг оси Z и перемещает фрезу 500 вдоль оси Z, как, например, во время изготовления лопатки рабочего колеса компрессора, который может использоваться для создания давления в нефти или в газе в нефтепроводах или газопроводах. Следует понимать, однако, что фреза 500 может использоваться для удаления других материалов, фрезерования, или механической обработки, помимо лопатки рабочего колеса компрессора. Следует отметить, что фреза 500 выполнена с возможностью удаления материала не только спереди фрезы, но и сбоку фрезы при продвижении в направлении Z.
В соответствии с иллюстративным вариантом выполнения, инновационная фреза с головкой диаметром 25 мм, длиной комплекта 591 мм, и 10 ножами на головке сравнивается с традиционной высокоскоростной стальной (HSS) фрезой с 6 ножами и фрезой с 3-мя вставными ножами. Инновационная фреза показала следующие характеристики: скорость резания 105 м/мин, удаление материала за один оборот на один нож (показатель резки) 0,036 мм/нож, и срок службы 330 минут. Фреза HSS имела скорость резания 30 м/мин, удаление материала за один оборот на один нож 0,077 мм/нож, и срок службы 180 минут, тогда как фреза со вставными ножами имела скорость резания 120 м/мин, удаление материала за один оборот на один нож, равное 0,120 мм/нож, и срок службы всего 15 минут. Следует отметить, что инновационная фреза имеет хороший показатель резки и срок службы, по сравнению с другими фрезами. Кроме того, при длине фрезы более 600 мм инновационная фреза имеет во время вращения уменьшенные колебания, из-за инновационной геометрии головки.
В соответствии с иллюстративным вариантом выполнения, Таблица 1А приводит приблизительные диапазоны значений размеров фрезы 500, изображенной на Фиг.3 и 4. Таблица 1В приводит предпочтительные, приблизительные диапазоны значений размеров, показанных на Фиг.5. Таблица 1С приводит предпочтительные приблизительные диапазоны значений размеров, показанных на Фиг.9 - Фиг.11. Следует понимать, что обозначение «R» на чертежах указывает на наличие радиуса.
Размер Н указывает на размер паза для ключа, который может использоваться для присоединения фрезы 500 к держателю инструмента, такому как стандартный или известный держатель инструмента, который соединен с двигателем. По такой схеме работы двигателя приводит к вращению фрез 500, таким образом, чтобы фреза 500 может выполнять рассмотренные выше операция удаления материала. Держатель инструмента может иметь длину более 30 см. В одном из приложений, держатель инструмента превышает 60 см.
Фреза 500 содержит число Е верхних режущих ножей 551, расположенных на верхней поверхности 553 режущей головки 550, которая присоединена к валу 560, который проходит вдоль оси Z. При такой конструкции режущая головка 550, которая может иметь усеченную сферическую форму, вращается, когда вал 560 вращается вокруг оси Z. Вращение режущей головки 550 приводит к удалению материала, например, с лопатки рабочего колеса, верхними режущими ножами 551. Как показано на чертежах, в иллюстративных вариантах выполнения, число Е верхних режущих ножей 551 может быть равно 10. Следует понимать, однако, что режущая головка 550 может содержать большее или меньшее число верхних режущих ножей.
Режущая головка 550 может быть выполнена как одно целое с валом 560 или может быть прикреплена к валу 560 с возможностью съема. Например, режущая головка 550 может быть присоединена к валу 560 с помощью различных средств 562, которые включают, например, магнитный механизм, механический механизм и прочее. Вал 560 может быть выполнен с возможностью вставления в держатель 564 инструмента, как показано на Фиг.3. Например, вал 560 может иметь область 566 с резьбой, которая может иметь резьбу внутри соответствующей области с резьбой в держателе 564.
Таким образом, как показано и описано, режущие поверхности (или кромки) 557 верхних режущих ножей 551 могут быть расположены под углом J относительно базовой плоскости 555, перпендикулярной или почти перпендикулярной оси Z, так, чтобы режущие поверхности 557 были расположены в приблизительно выпуклой конфигурации, как изображено на Фиг.3. В частности, режущие поверхности 557 могут представлять собой плоские режущие поверхности, проходящие вдоль соответствующих режущих поверхностных плоскостей. Каждая из режущих поверхностных плоскостей может быть размещена под углом J относительно плоскости 555, который выступает в качестве базовой плоскости, причем угол J измеряется в радиальном направлении. Кроме того, центральные части 557а плоской режущих поверхностей (или краев) 557 расположены на большем расстоянии от базовой поверхности 563 режущей головки 550 вдоль оси Z, чем периферические части 557b плоских режущих поверхностей (или краев). В этой связи следует отметить, что традиционные устройства имеют режущие поверхности, совмещенные с плоскостью 555, т.е. угол J равен нулю. В этом варианте выполнения угол J может иметь значение от 1 до 10 градусов. Для значения 3 градуса для J колебания, возникающие во фрезе во время работы, сведены к минимуму. В одном приложении верхняя плоская режущая поверхность 557 и плоскость 555 расположены под углом от 1 до 10 градусов. На Фиг.4 изображено 10 ножей 551, расположенных на верхней режущей поверхности 557 режущей головки 550. Ножи 551 могут быть выполнены по-разному, как известно специалистам в этой области техники.
В одном варианте выполнения ножи 551 могут иметь различный наклон по отношению к верхней режущей поверхности 557. Верхняя режущая поверхность 557 в этом варианте выполнения может быть конической поверхностью, плоской поверхностью или другой сферической поверхностью. Для ясности, следует отметить, что каждый нож 551 может иметь комбинацию двух или большего числа поверхностей, которые ограничивают нож, причем пересечение двух или большего числа этих поверхностей ограничивает режущие кромки, которые эффективно врезаются в материал изделия. Хотя эти фактические кромки ножей 551 могут иметь различные формы и размеры, верхняя режущая поверхность 557 относится к поверхности, которая определяется этими режущими кромками, например, огибающей, которая касается всех или некоторых из фактических режущих поверхностей/краев ножей, причем эта огибающая изображена на Фиг.3 в качестве элемента 557.
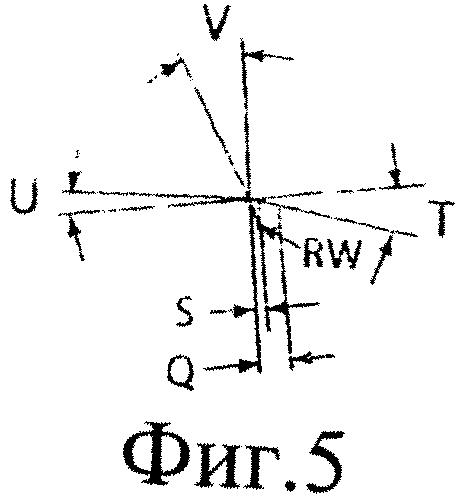
Фиг.5 изображает геометрию разрезающей кромки на головке фрезы, и показывает передний угол V зазора, угол U конусности, угол Т продольного уклона, плоский участок S и толщины Q ножей. Значения, связанные с этими параметрами, приведены в Таблице 1 В.
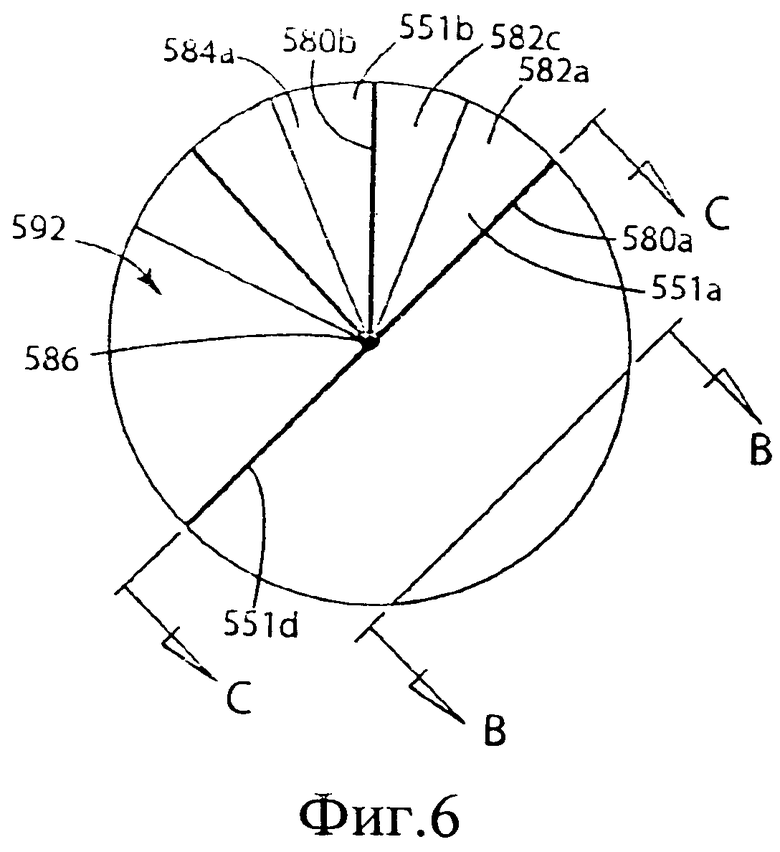
Однако, в соответствии с другим иллюстративным вариантом выполнения, показанным на Фиг.6 и 7, верхние режущие поверхности 557 ножей 571 уменьшены до краев 580, как описано дальше. Для простоты, Фиг.6 и 7 показывают режущую головку 550, имеющую только два ножа 551а и 551b. Каждый нож 551 имеет определенную пространственную конфигурацию. Для определения этой конфигурации, используются следующие поверхности и краев ножа 551. Режущая кромка 580а ограничена пересечением боковых поверхностей 582а и 582b, как показано на Фиг.7. В одном иллюстративном варианте выполнения верхняя поверхность 553 режущей головки 550 может быть видна между боковыми поверхностями 582с и 584b. Однако, в другом иллюстративном варианте выполнения верхняя поверхность 553 полностью покрыта ножами 551. Кроме того, следует отметить, что форма ножей может быть одинакова или отличаться друг от друга. В еще одном приложении боковые поверхности 582а и с могут образовывать одну гладкую поверхность или могут включать более двух гладких поверхностей.
Вид, изображенный на Фиг.7, соответствует виду сбоку, если смотреть по линии В-В, показанной на Фиг.6. Таким образом, профиль ножа, показанный Фиг.7, точен для периферийных частей 557b ножей 551. Профиль, показанный на Фиг.7, может быть сохранен для оставшейся части ножей 551, пока ножи 551 не сойдутся в одну центральную точку 586. Фиг.8 показывает другой вид, если смотреть по линии С-С, показанной на Фиг.6. Фиг.8 показывает два противоположных ножа 551а и 551d, режущая кромка 580а ножа 551а и боковую поверхность 582b этого же ножа 551а. Фиг.8 более четко показывает угол J между основной плоскостью 555 и режущей кромкой 580а ножа 551а. В одном из приложений каждая режущая кромка каждого ножа образует угол, практически идентичный углу J, относительно основной плоскости 550. Углы ножей могут варьироваться от 1 до 10 градусов. Фиг.6 и 8 также изображают основную поверхность 563, боковую область 590 и верхнюю область 592 режущей головки 550. Как будет понятно специалистам в данной области техники, в верхней области 592 и/или в боковой области 590 сформированы различные ножи.
Фреза 500 может содержать боковые режущие ножи 571, которые также могут иметь режущие поверхности и/или кромки. Как показано и описано, боковые режущие ножи 571 могут быть размещены на почти сферической боковой поверхности режущей головки 550, причем указанная боковая поверхность находится между ножами 551 и валом 560. Боковые режущие ножи 571 могут содержать одну или несколько боковых режущих кромок. Для простоты, на Фиг.9 изображены первые боковые режущие кромки 573 и вторые боковые режущие кромки 575. Первые и вторые боковые режущие кромки 573 и 575 иногда называют, соответственно, правым и левыми ножами, они могут пересекаться друг с другом так, что боковые режущие ножи 571 формируют ряд Х-форм. Первые боковые режущие кромки 573 могут содержать 48 ножей, а вторые боковые режущие кромки 575 могут содержать 20 ножей. Также возможно и другое количество режущих кромок. Кроме того, режущие поверхности или кромки боковых режущих ножей 571 могут представлять собой искривленные режущие поверхности или кромки. В одном из приложений искривленная режущая поверхность или кромка боковых режущих ножей 571 является частью сферы. На Фиг.9 также видны верхние ножи 551. В частности, на этом чертеже также показан нож 551а с его режущей кромкой 580а и боковыми поверхностями 582а-с.
Фиг.10 и 11 иллюстрируют части режущей кромки для боковых левых и правых ножей. На этих чертежах показаны передний угол g и m зазора ножей, угол f и I конусности, нижнее закругление о и е, и высота d и n ножей. Значения, связанные с этими параметрами, приведены в Таблице 1С.
В соответствии с другим иллюстративным вариантом выполнения, показанным на Фиг.12, боковые режущие ножи 571 могут быть выполнены следующим образом. Предположим, что боковая поверхность 600 режущей головки 550 имеет сферическую форму, а боковая поверхность 600 является первоначально гладкой (например, нет канавок). Канавки 602 и 604 образованы в боковой поверхности 600 для ограничения ножей 571. Далее, для простоты, будет описан один нож 606. Тогда как Фиг.9-11 изображают различные углы и размеров ножей 571, на Фиг.12 показаны режущие кромки ножей. В связи с этим нож 606 имеет первую режущую кромку 606а, ограниченную канавкой 602, и вторую режущую кромку 606b, ограниченную канавкой 604. Размеры первых и вторых режущих кромок 606а и b могут быть одинаковыми или разными. Режущие кромки 606а и 606b могут быть прямыми или искривленными.
Первые и вторые режущие кромки 606а и 606b приподняты относительно верхней поверхности 606 с ножа 606. В некотором смысле, нож 606 можно рассматривать как имеющий трапециевидное сечение, с плоской и наклонной верхней частью по отношению к основанию ножа. Основание ножа 606 выполнено как одно целое с режущей головкой 550, причем его верхняя поверхность 606с соответствует плоской верхней части ножа с двумя кромками 606а и 606b выше, чем другие две кромки верхней поверхности 606с, относительно основания ножа 606. Кроме того, поскольку фреза, изображенная на чертеже, выполнена с возможностью вращения слева направо, первые и вторые кромки 606а и 606b затачиваются, так что они врезаются в изделие. Две других кромки 606d и 606е ножа 571 могут быть либо частью канавок 602 и 604, или могут быть слегка приподняты из этих канавок.
В другом приложении, верхняя поверхность 606с может содержать больше или меньше четырех кромок, и может содержать более одной гладкой поверхности. Тем не менее, режущие кромки (одна или несколько) являются общими для различных вариантов выполнения. Однако в другом варианте выполнения, точка 606f, в которой режущие кромки 606а и 606b пересекаются друг с другом, является самой высокой на верхней поверхности 606с. Следует отметить, что поверхность 606с называется верхней поверхностью относительно бокового ножа 571, а не относительно головки 550 фрезы.
Режущая головка 550 может также содержать переходную часть 577 (см. Фиг.3), расположенную между верхней режущей поверхностью и боковой поверхностью. Как уже говорилось выше, верхняя режущая поверхность может быть определена как огибающая, включающая большое количество режущих кромок 580а и 580b верхних ножей 551. Переходная часть 577 может быть закругленной и может иметь радиус, меньший, чем радиус боковой поверхности, такой как радиус, приблизительно равный радиусу Р, подробно описанному ниже. Как показано на чертежах, боковые режущие ножи 571 может проходить до переходной части 577. В альтернативных вариантах выполнения режущие ножи 571 могут оканчиваться раньше переходной части 577.
Как показано на чертежах, фреза 500 имеет другие предпочтительные размеры. Следует понимать, что последующие, а также предшествующие размеры являются лишь иллюстративными, а геометрия фрезы 500 может отличаться от предпочтительных размеров. Путем объяснения размеров, показанных на Фиг.3 и 4, размер А представляет собой диаметр режущей головки 550, тогда как В, С, D, F и G представляют собой размеры вала 560 и держателя 564 инструмента, выбранных так, что фреза 500 может быть использована вместе с держателем 564 инструмента.
Кроме того, размер Y представляет собой максимальную высоту верхней поверхности 557 (от основной поверхности 563 режущей головки 550) верхних режущих ножей 551, a Z представляет собой минимальную высоту верхней поверхности 553 режущей головки 550. Помимо этого, L представляет собой максимальную высоту верхних режущих ножей 551, М представляет собой угол между режущей кромкой верхних режущих ножей 551 и радиальным направлением, а P представляет собой на радиус на самой наружной радиальной кромке верхних режущих ножей 551. Размер X представляет собой высоту к центру радиуса Р.
В результате геометрии фрезы 500, включая размеры L и А, в одном приложении уклон верхней поверхности 553 может быть равен приблизительно arcsin(L/(A/2)). Таким образом, в предпочтительных вариантах выполнения, показанных на чертежах, уклон верхней поверхности 553 может быть равен приблизительно 12 градусов.
Со ссылкой на Фиг.5, размер Q представляет собой размер верхних режущих ножей 551, измеренных приблизительно перпендикулярно оси Z, и приблизительно параллельно верхней поверхности режущей головки. S представляет собой размер режущей поверхности верхних режущих ножей 551, измеренный в том же направлении. Т представляет собой угол части или стороны режущей поверхности, a U представляет собой угол другой части или стороны режущей поверхности, причем каждый угол измеряется относительно линии, которая приблизительно перпендикулярна оси Z. V представляет собой угол утопленной стороны верхних режущих ножей 551, измеренный относительно линии, которая приблизительно параллельна оси Z, тогда как W представляет собой радиус между утопленной стороной верхних режущих ножей 551 и верхней поверхностью режущей головки 550.
Со ссылкой на Фиг.9-11, размер d представляет собой максимальную толщину боковых режущих ножей 573, размер е представляет собой радиус боковых режущих ножей 573, а размеры f и g представляют собой углы боковых режущих ножей 573. Размер h представляет собой угол между боковыми режущими ножами 573 и линией, которая почти параллельна оси Z. В предпочтительном варианте выполнения размер h равен приблизительно 30 градусам.
Размер i, с другой стороны, представляет собой угол между боковыми режущими ножами 575 и линией, которая приблизительно параллельна оси Z. В предпочтительном варианте выполнения размер i равен приблизительно 20 градусам. Размеры I и m представляют собой углы боковых режущих ножей 575, размер n представляет собой максимальную толщину боковых режущих ножей 575, а размер о представляет собой радиус боковых режущих ножей 575.
Фреза 500 может быть изготовлен из различных материалов, и может содержать покрытие на по меньшей мере режущей головке 550. В одном иллюстративном варианте выполнения режущая головка 550 выполнена независимо от вала 560, а затем прикреплена к валу 560 путем, например, пайки. Иллюстративные материалы, свойства и характеристики фрезы 500 являются следующими.
Вал 560:
Низколегированная инструментальная сталь холодной обработки
Номинальный состав, %:
С 0,95-1,10
Mn 0,25-0,45
Р максимально 0,030
S максимально 0,030
Si 0,15-0,35
Cr 1,35-1,65
Типичные свойства:
Плотность (г/см3)>7,60
Мягкая температура отжига, °C 740-770
Твердость отжига НВ30 230
Температура отвердевания, °C 830-860
Твердость HRC 60-64
Режущая головка 550:
Стержень из карбида вольфрама/класс С-2 (ISO К20/К30)
Дисперсность (размер зерна 0,8 мкм)
Химический состав: кобальт - 10%, карбид вольфрама - стехиометрия
Теоретическая плотность: приблизительно 0,54 фунтов/дюйм3 (14,8 г/см3)
Твердость по Роквеллу: "А" 92,1 (по Викерсу H30V=1600)
Поперечная прочность на разрыв: 623000 фунтов на квадратный дюйм (4300 Н/мм2)
Прочность на сжатие: 906250 фунтов на квадратный дюйм (6250 Н/мм2)
Материал для сварки (пайки) между валом 560 и режущей головкой 550 представляет собой металлический сплав из меди-серебра-меди, температура пайки °C: 800.
Покрытие на режущей головке 550:
Химический состав покрытия: нитрид титана алюминия (TiAIN)
Состав: однослойный
Типичный диапазон толщины: от 1 до 10 мкм (0,00004-0,0004 дюймов)
Микротвердость: 3600 по Викерсу
Температурная стабильность: 850°C (1562°F)
Коэффициент трения 0,45
Фреза 500 может обеспечивать ряд преимуществ, по сравнению с известной фрезой. Например, отклонение или колебание фрезы 500 может быть сведено к минимуму или устранено во время изготовления или операции по удалению материала, даже если фреза 500 используется на относительно большой длине комплекта. Так, например, геометрия лопатки рабочего колеса, изготовленной с помощью фрезы 500, может быть более точной, чем лопатка рабочего колеса, изготовленная известной фрезой. Кроме того, или в качестве альтернативы, окончательная поверхность лопатки рабочего колеса, изготовленной с помощью фрезы 500, может быть лучшего качества, чем поверхность лопатки, изготовленной с помощью известной фрезы.
Предпочтительное покрытие из нитрида титана алюминия (TiAIN) обеспечивает высокую твердость поверхности и/или низкий коэффициент трения. Покрытие из TiAIN может привести к повышению пластичности и, поэтому, хорошо подходит для операции резки с прерыванием. Покрытие обеспечивает превосходную стойкость к окислению и, поэтому, подходит для высокотемпературной механической обработки. Покрытие из TiAIN может и не демонстрировать хрупкость кромок и может использоваться для резки с прерыванием без сколов.
Фиг.13 представляет собой, в соответствии с иллюстративными вариантами выполнения, блок-схему способа использования фрезы, такой как фреза 500. Как показано на чертеже, на этапе 1310 вал фрезы вращают вокруг оси. На этапе 1320 вращение вала приводит к вращению режущей головки, соединенной с валом, так что материал удаляется из изделия с помощью режущих кромок верхних режущих ножей фрезы. Верхние режущие ножи расположены на верхней поверхности режущей головки, причем режущие кромки верхних режущих ножей расположены под углом относительно плоскости, перпендикулярной оси. Вращения вала и режущей головки приводит к удалению материала из изделия с помощью режущих кромок боковых режущих ножей фрезы. Боковые режущие ножи расположены на боковой поверхности режущей головки, причем режущие кромки боковых режущих ножей пересекаются друг с другом.
В соответствии с иллюстративным вариантом выполнения, изображенном на Фиг.14, предусмотрен способ изготовления режущей головки, выполненной с возможностью вращения вокруг оси для удаления материала из изделия. Способ включает этап 1400 использования режущей головки с основной поверхностью, боковую область, соединенную с основной поверхностью, и верхнюю область, соединенную с боковой областью; этап 1402 формирования верхних ножей на верхней области режущей головки; и этап 1404 формировании режущих кромок на верхних ножах. Режущие кромки проходят от центральной точки верхней области к периферии верхней области, причем каждая режущая кромка расположена под углом относительно основной плоскости, которая почти перпендикулярна оси. Центральные части режущих кромок расположены на большем расстоянии вдоль оси от основной поверхности, чем периферические части режущих кромок.
Хотя выше был описан конкретный способ использования фрезы 500, следует понимать, что и другие способы использования фрезы 500 согласуются с изобретением. Например, с изобретением согласуются дополнительные, меньшее количество и/или другие этапы использования фрезы 500.
Инновационный способ удаления материала из изделия с помощью инновационной фрезы, показанный на предшествующих чертежах, сейчас будет описан со ссылкой на Фиг.15-23. Для лучшего понимания существующих сил при выполнении фрезерных операций, Фиг.15 иллюстрирует инновационную фрезу 700 (например, фрезу 500), которая продвигается в направлении Z (операция врезной подачи) в изделие 702. Фреза 700 имеет передние ножи 704, расположенные на передней поверхности фрезы и, таким образом, в изделии 702 выполняют отверстие 705. В одном приложении фреза 700 начинает удалять материал с боковой стороны 706 отверстия 705 и продолжает расширять первоначальное отверстие 705 до тех пор, пока в изделии не образуется требуемая полость. Другими словами, фреза 700 находится в непосредственном контакте только с частью отверстия 705 и расширяет отверстие 705 путем удаления материала последовательно с одной или нескольких сторон отверстия. Однако если боковые ножи 708 выполнены на боковой стороне фрезы 700, с поверхности 706 может быть удален дополнительный материал, когда фреза 700 продвигается вперед вдоль направления Z по направлению к изделию 702.
Благодаря взаимодействию между ножами (704 и/или 708) фрезы 700 и изделия 702 создаются по меньшей мере две силы, и при этом эти силы влияют на процесс фрезерования, как описано далее. На Фиг.15 показана осевая сила Fz, которая возникает благодаря взаимодействию между изделием 702 и передними ножами 704, причем эта сила направлена вдоль оси Z. Эта сила стремится противодействовать продвижению вперед фрезы 700 в направлении Z. Другая сила представляет собой радиальную силу Fr, которая по существу перпендикулярна (в зависимости от угла J) оси Z и имеет тенденцию изгибания фрезы 700 к центру 709 отверстия 705. Благодаря длине фрезы 700 (длине комплекта), скорость вращения фрезы, и в связи с радиальной силой Fr, не уравновешивается противоположно направленной силой, фреза 700 изгибается во время фрезерования, как показано на чертеже углом а отклонения, который определяет отклонение центральной оси СА фрезы 700 вдоль оси Z (когда никакие радиальные силы не приложены) от фактической центральной оси, когда приложена сила Fr. Следует отметить, что радиальная сила Fr не скомпенсирована со стороны 710 изделия 702, поскольку фреза 700 используется только для удаления одной стороны 706 изделия 700. Чем больше угол α отклонения, тем больше колебания, которым подвержена фреза 700 и, следовательно, тем больше вероятность повредить фрезу.
Более точное представление о силах, которые появляются во время фрезерования с врезной подачей фрезой 700, приведено на Фиг.16. Радиальная сила Fr появляется по причинам, рассмотренным выше. Тем не менее, эта радиальная сила появляется потому, что передние ножи 704 наклонены относительно основной плоскости 712 (эквивалент плоскости 555, показанной на Фиг.3). Основная плоскость 712 по существу перпендикулярна оси Z. Наклон передних ножей 704 относительно основной плоскости 712 задается углом J, о котором уже говорилось выше. На Фиг.17 видно, что угол J (угол регистрации) может быть отрицательным, а Фиг.18 показывает, что угол J положителен. Инновационная фреза 700, обсужденная в этом варианте выполнения, имеет отрицательный угол, и это конкретная форма определяет радиальную силу, действующую, как показано на Фиг.16.
Сила, которая появляется как результат непосредственного взаимодействия между передними ножами 704 и изделием 702 является силой F0. Эта сила перпендикулярна границе раздела между передними ножами 704 фрезы 700 и областью, которая должна быть удалена из изделия 702. Сумма этих двух сил, то есть Fr и F0, определяет общую силу Fz. Таким образом, радиальная сила Fr связана с осевой силой Fz математическим соотношением Fr=Fz (tan(J)).
Для уменьшения радиальной силы традиционные фрезы имеют положительный угол регистрации (J), что заставляет фрезу проталкиваться по направлению к поверхности 706 (см. Фиг.15) изделия 702. Тем не менее, инновационный способ, обсуждаемый в настоящем документе, использует отрицательный угол регистрации, чтобы режущая головка фрезы 700 отталкивалась от поверхности 706. Тогда как радиальная сила Fr определяет разрез вдоль оси Z, который является криволинейным, например, заготовка 720 (см. Фиг.19) остается прикрепленной к изделию 702, когда фреза 700 продвигается вперед вдоль оси +Z из-за отклонения Δх оси фрезы, этот очевидный недостаток превращается в преимущество, как обсуждается далее. Фиг.19 иллюстрирует заготовку 720 с преувеличенно большим масштабом для понимания целей. На самом деле, размер заготовки 720 меньше, чем этот. Кроме того, на Фиг.19 показана фреза 700 с основанием 722А, держателем 724А инструмента и режущей кромкой 726А. Как уже говорилось ранее, режущая кромка 726А является инновационной, в отношении того как расположены передние и боковые ножи. Буква «А» определяет компоненты фрезы 700 до удаления материала из изделия 702, тогда как буква «В» определяет компоненты той же фрезы 700 во время фрезерования с врезной подачей вдоль оси +Z. В этом последнем положении держатель 724В показан изогнутым, а режущая кромка 726В продвигается вперед не только вдоль оси Z, но и вдоль оси X. Тем не менее, следует отметить, что основание 722А перемещается в положение 722В без изменения координат X и Y.
Таким образом, как проиллюстрировано на Фиг.19, фреза 700 выполняет движение вперед FM вдоль положительного направления оси Z. Напротив, на Фиг.19 показана фреза 700, выполняющая обратное движение RM в отрицательном направлении оси Z. Другими словами, после того, как режущая головка 726 достигла требуемой глубины внутри изделия 702, фреза 700 движется вдоль RM при вращении и при удалении материала заготовки 720, показанной на Фиг.19, боковыми режущими ножами 708, когда изгиб фрезы 700 сохраняется. Таким образом, движение назад (обратное движение) фрезы 700 используется для дальнейшего удаления материала из изделия 702. В одном приложении, после выполнения движения вперед, основание 722 не перемещается, чтобы уменьшить изгиб в держателе 724 инструмента до того, как фреза выполняет обратное движение, так что изгиб действует на боковые ножи 708, которые воздействуют на боковую сторону 706 изделия 702 для удаления материала заготовки 720 (показанной пунктирной линией на Фиг.20). Таким образом, в одном варианте выполнения основание 722 перемещается только вдоль оси Z при выполнении движения вперед и обратно, тогда как то же самое основание 722 фрезы также выполняет движения вдоль осей X и Y, когда режущая головка не удаляет материала из изделия.
В соответствии с иллюстративным вариантом выполнения, во время удаления материала из изделия, основание 722 движется только вдоль оси Z, тогда как основание вместе с режущей головкой движется в плоскости XY, когда материал не удаляется, для того, чтобы позиционировать режущую головку для начала новой операция фрезерования с врезной подачей. Другими словами, режущую головку сначала располагают в плоскости XY, затем X и Y координаты основания фиксируют, и режущую головку продвигают вдоль оси Z, чтобы удалять материал из изделия. После того, как режущая головка достигла требуемой глубины, режущую головку извлекают вдоль оси Z без изменения координат X и Y основания фрезы (таким образом, изгиб присутствует). После того, как режущая головка возвращается в исходное положение, координаты X и Y основания изменяют для подготовки режущей головки для фрезерования с врезной подачей для нового значения Z.
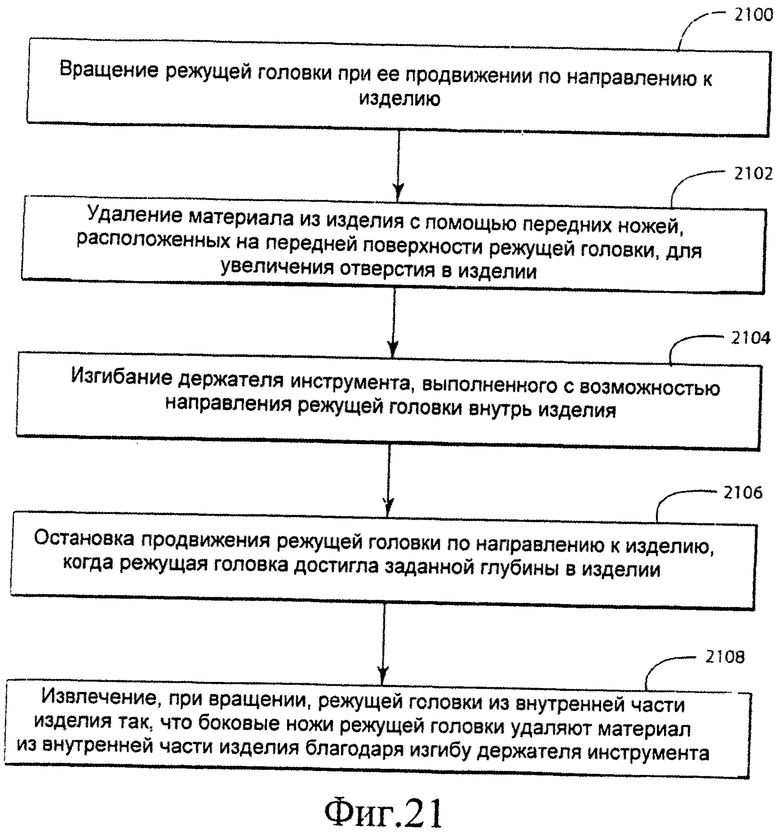
В соответствии с иллюстративным вариантом выполнения, показанном на Фиг.21, предусмотрен способ фрезерования изделия с врезной подачей. Способ включает этап 2100 вращения режущей головки при продвижении режущей головки по направлению к изделию; этап 2102 удаления материала из изделия с помощью передних ножей, расположенных на передней поверхности режущей головки; этап 2104 изгибания держателя инструмента, выполненного с возможностью направления режущей головки внутрь изделия; этап 2106 остановки продвижения режущей головки по направлению к изделию, когда режущая головка достигла заданной глубины в изделие; и этап 2108 извлечения при вращении режущей головки из внутренней части изделия так, что боковые ножи режущей головки удаляют материал из внутренней части изделия благодаря изгибу держателя инструмента.
В соответствии с другим вариантом выполнения, показанном на Фиг.22, предусмотрен способ фрезерования изделия с врезной подачей. Способ включает этап 2200 вращения режущей головки с передними ножами и боковыми ножами; этап 2202 касания передними ножами и боковыми ножами части изделия для удаления материала из изделия; этап 2204 продвижения режущей головки вдоль направления Z декартовой системы осей X, Y и Z, прикрепленным к изделию; этап 2206 изгибания держателя инструмента, прикрепленного к режущей головке, относительно оси Z; этап 2208 остановки продвижения режущей головки вдоль оси Z к изделию, когда режущая головка достигла требуемой глубины внутри изделия; и этап 2210 извлечения режущей головки вдоль противоположного направления по оси Z, так что боковые ножи находятся в контакте с внутренней частью изделия для удаления материала из изделия, когда передние ножи отделены от изделия.
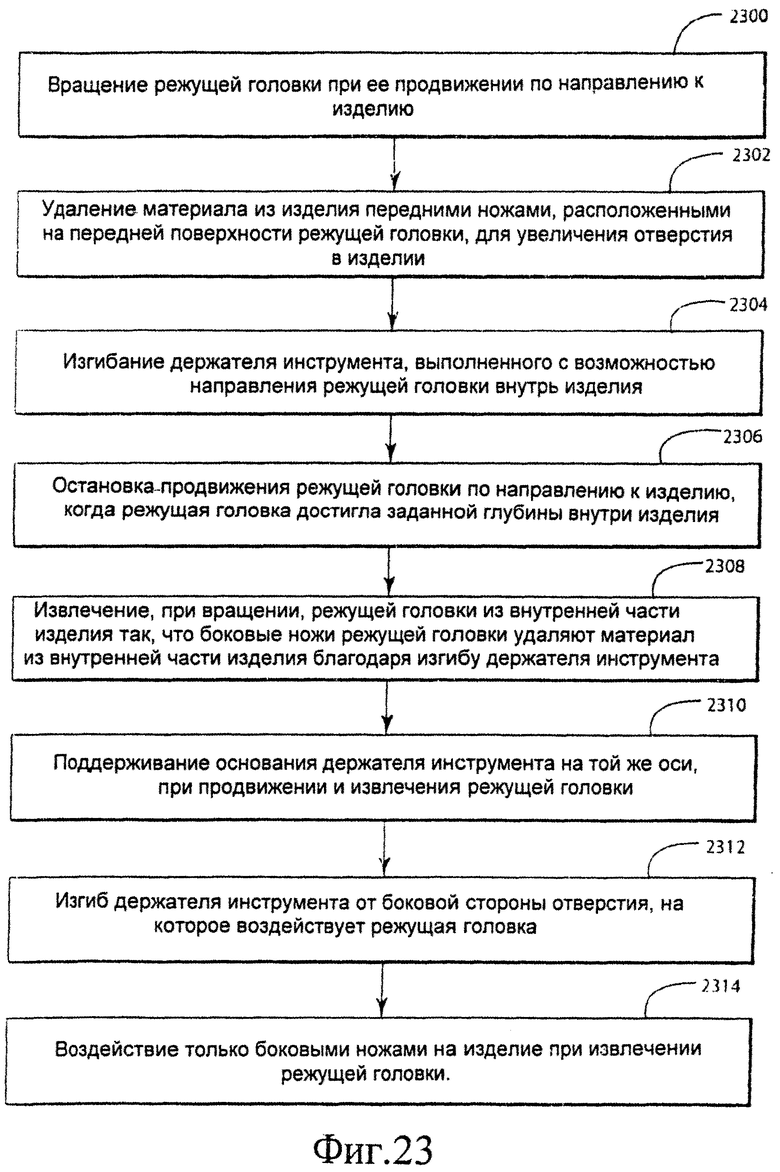
В соответствии с еще одним иллюстративным вариантом выполнения, изображенным на Фиг.23, предусмотрен способ фрезерования изделия с врезной подачей. Способ включает этап 2300 вращения режущей головки при продвижении режущей головки по направлению к изделию; этап 2302 удаления материала из изделия передними ножами, расположенными на передней поверхности режущей головки; этап 2204 изгибания держателя инструмента, выполненного с возможностью направления режущей головки внутрь изделия; этап 2206 остановки продвижения режущей головки по направлению к изделию, когда режущая головка достигла заданной глубины внутри изделия; этап 2208 извлечения во время вращения режущей головки из внутренней части изделия так, что боковые ножи режущей головки удаляют материал из внутренней части изделия благодаря изгибу держателя инструмента, этап 2210 поддержания основания держателя инструмента на той же оси, при продвижении и извлечения режущей головки; этап 2212 изгибания держателя инструмента от боковой стороны отверстия, на которое воздействует режущая головка; и этап 2214 воздействия только боковыми ножами на изделие при извлечении режущей головки.
Настоящее описание использует примеры раскрытого объекта изобретения, чтобы любой специалист в этой области техники мог реализовать изобретение на практике, включая создание и использование любых устройств или систем и выполнение любых включенных способов. Патентоспособный объем объекта изобретения определяется формулой изобретения и может включать другие примеры, которые будут очевидны для специалистов в данной области техники. Такие другие примеры предназначены для и их следует трактовать в рамках объема формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный резец и способ его применения | 2013 |
|
RU2639743C2 |
| ВРЕЗНАЯ И ТОРЦЕВАЯ ФРЕЗА С УНИВЕРСАЛЬНЫМИ ГНЕЗДАМИ ДЛЯ РЕЖУЩИХ ПЛАСТИН | 1995 |
|
RU2124970C1 |
| ОДНОСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ВРЕЗНОГО ФРЕЗЕРОВАНИЯ И ФРЕЗА ДЛЯ ВРЕЗНОГО ФРЕЗЕРОВАНИЯ | 2014 |
|
RU2676811C1 |
| СИСТЕМА ОТРЕЗАНИЯ ТРУБНОГО ИЗДЕЛИЯ И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2559238C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТОРЦЕВОГО ФРЕЗЕРОВАНИЯ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2370349C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2018 |
|
RU2832008C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2018 |
|
RU2742206C1 |
| СМЕННАЯ ПЛАСТИНА ДЛЯ КОНЦЕВОЙ ФРЕЗЫ С ПОЛУСФЕРИЧЕСКОЙ ГОЛОВКОЙ | 1996 |
|
RU2127653C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 2006 |
|
RU2398662C2 |
| НОЖЕВОЙ БЛОК, УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВОЛОС И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2680324C2 |







Группа изобретений относится к машиностроению и может быть испоьзована при фрезеровании изделий с врезной подачей. Режущая головка содержит поверхность основания, боковую область, соединенную с поверхностью основания, верхнюю область, соединенную с боковой областью, и верхние ножи, расположенные на верхней области и имеющие режущие кромки, предназначенные для контакта с изделием для удаления материала и проходящие от центральной точки верхней области к периферии верхней области и расположенные под углом относительно базовой плоскости, приблизительно перпендикулярной указанной оси. Центральные части режущих кромок расположены на большем расстоянии от поверхности основания вдоль оси, чем их периферические части. Способ фрезерования включает вращение режущей головки при продвижении режущей головки по направлению к изделию, удаление материала из изделия с помощью передних ножей, расположенных на передней поверхности режущей головки, изгиб держателя инструмента, выполненного с возможностью направления режущей головки внутрь изделия, остановку продвижения режущей головки по направлению к изделию, когда режущая головка достигла заранее заданной глубины внутри изделия; и извлечение во время вращения режущей головки из внутренней части изделия для удаления материала из внутренней части изделия. Повышаются качество обработанной поверхности и стойкость инструмента. 6 н. и 39 з.п. ф-лы, 3 табл., 23 ил.
1. Режущая головка (550), выполненная с возможностью вращения вокруг оси для удаления материала из изделия, содержащая:
поверхность(563) основания,
боковую область (590), соединенную с поверхностью (563) основания,
верхнюю область (592), соединенную с боковой областью (590), и
верхние ножи (551), расположенные на верхней области (592) и имеющие режущие кромки (580а, 580b), предназначенные для контакта с изделием для удаления материала, причем режущие кромки (580а, 580b) проходят от центральной точки (586) верхней области (592) к периферии верхней области (592), и каждая режущая кромка (580а, 580b) расположена под углом относительно базовой плоскости (555), которая приблизительно перпендикулярна указанной оси, при этом центральные части (557а) режущих кромок (580а, 580b) расположены на большем расстоянии от поверхности (563) основания вдоль оси, чем их периферические части (557b).
2. Режущая головка по п. 1, в которой каждая из режущих кромок (580а, 580b) расположена под углом примерно от 1 до 10 градусов относительно базовой плоскости (555).
3. Режущая головка по п. 1, дополнительно содержащая боковые ножи (571), расположенные на боковой области (590) режущей головки (550) и содержащие режущие кромки (606а), предназначенные для контакта с изделием для удаления материала.
4. Режущая головка по п. 1, дополнительно содержащая закругленную переходную часть (577), расположенную между боковой областью (590) и верхней областью (592).
5. Режущая головка по п. 1, которая содержит боковые ножи (571), расположенные на боковой области (590) режущей головки (550) и включающие искривленные боковые режущие кромки (606а), предназначенные для контакта с изделием для удаления материала.
6. Режущая головка по любому из пп. 1-5, дополнительно содержащая вал (560), выполненный с возможностью прикрепления к поверхности (563) основания режущей головки (550).
7. Режущая головка по п. 6, дополнительно содержащая материал (562) пайки, расположенный между валом (560) и поверхностью (563) основания.
8. Режущая головка по любому из пп. 1-5, в которой формирующий ее материал содержит карбид вольфрама и кобальт.
9. Режущая головка по п. 8, в которой количество кобальта по существу равно 10%, а остальное составляет карбид вольфрама.
10. Режущая головка по любому из пп. 1-5, дополнительно содержащая слой покрытия, сформированный поверх верхних ножей (551).
11. Режущая головка по п. 10, в которой слой покрытия содержит нитрид титана алюминия и имеет толщину в диапазоне от 1 до 10 мкм и коэффициент трения около 0,45.
12. Способ фрезерования изделия (702) с использованием режущей головки по п. 1, включающий:
вращение режущей головки при ее продвижении по направлению к изделию (702),
удаление материала из изделия (702) с помощью верхних ножей, расположенных на верхней области режущей головки,
изгибание держателя (724) инструмента, выполненного с возможностью направления режущей головки внутрь изделия (702),
остановку продвижения режущей головки в направлении (709) к изделию (702), когда режущая головка достигла заданной глубины внутри изделия (702), и
извлечение режущей головки во время ее вращения из внутренней части изделия (702) так, что боковые ножи режущей головки удаляют материал из внутренней части изделия (702) благодаря изгибанию держателя инструмента.
13. Способ по п. 12, в котором поддерживают основание держателя инструмента на одной и той же оси при продвижении вперед и извлечении режущей головки.
14. Способ по п. 12, в котором изгибают держатель инструмента от боковой стороны отверстия, на которое воздействует режущая головка.
15. Способ по п. 12, в котором при извлечении режущей головки на изделие воздействуют только боковыми ножами.
16. Способ по п. 12, в котором режущая головка содержит поверхность основания, выполненную с возможностью соединения с держателем инструмента, боковую область, соединенную с поверхностью основания, и верхнюю область, соединенную с боковой областью, при этом верхние ножи расположены на верхней области и имеют режущие кромки, предназначенные для контакта с изделием для удаления материала и проходящие от центральной точки верхней области до периферии верхней области, при этом каждую режущую кромку располагают под углом по отношению к базовой плоскости, почти перпендикулярной направлению к изделию, и центральные части режущих кромок располагают на большем расстоянии от поверхности основания вдоль указанного направления, чем периферические части режущих кромок.
17. Способ по п. 16, в котором каждую из режущих кромок передних ножей располагают под углом от 1 до 10 градусов относительно базовой плоскости.
18. Способ по п. 16, в котором боковые ножи режущей головки расположены на ее боковой области и имеют режущие кромки, предназначенные для контакта с изделием для удаления материала.
19. Способ по п. 16, в котором между боковой областью и верхней областью располагают закругленную переходную часть.
20. Способ по п. 16, в котором боковые ножи располагают на боковой области режущей головки, причем указанные боковые ножи имеют искривленные боковые режущие кромки, предназначенные для контакта с изделием для удаления материала.
21. Способ по п. 16, в котором на этапе удаления удаляют материал с помощью режущих кромок, каждую из которых располагают под углом примерно от 1 до 10 градусов относительно базовой плоскости.
22. Способ по любому из пп. 12-21, в котором во время фрезерования с врезной подачей режущая головка удаляет материал из изделия только при перемещении вдоль первого направления, а не при перемещении во втором и третьем направлениях, причем каждое из второго и третьего направлений по существу перпендикулярно первому направлению, а второе направление по существу перпендикулярно третьему направлению.
23. Способ фрезерования изделия с использованием режущей головки по п. 1, включающий:
вращение режущей головки, имеющей верхние ножи и боковые ножи, введение верхних ножей и боковых ножей в контакт с частью изделия (702) для удаления материала из изделия (702),
продвижение режущей головки в направлении Z (709, Z) декартовой системы координат X, Y и Z, прикрепленной к изделию (702),
изгибание держателя (724) инструмента, присоединенного к режущей головке, относительно оси Z,
остановку продвижения режущей головки вдоль оси Z относительно изделия (702), когда режущая головка достигла требуемой глубины внутри изделия (702), и
извлечение режущей головки в противоположном направлении вдоль оси Z, так что боковые ножи (708) находятся в контакте с внутренней частью (706) изделия (702) для удаления материала из изделия (702), а верхние ножи (704) отделены от изделия (702).
24. Способ по п. 23, в котором дополнительно удаляют материал с помощью боковых ножей с боковой стороны отверстия, выполненного в изделии, тогда как другие стороны отверстия не входят в контакт с режущей головкой.
25. Способ по п. 23, в котором изменяют положение основания, соединенного с режущей головкой через держатель инструмента, вдоль плоскости XY после извлечения режущей головки из изделия.
26. Способ по п. 23, в котором сохраняют положение основания с теми же X и Y координатами, когда режущую головку продвигают вперед, или извлекают из изделия, или останавливают в изделии.
27. Способ по любому из пп. 23-26, в котором формируют проход внутрь изделия при продвижении режущей головки, причем указанный проход является изогнутым относительно оси Z и имеет материал заготовки в своей нижней части.
28. Способ по любому из пп. 23-26, в котором удаляют материал заготовки с помощью боковых ножей при извлечении режущей головки.
29. Способ по любому из пп. 23-26, в котором длина держателя инструмента превышает 50 см.
30. Способ фрезерования изделия с использованием режущей головки по п. 1, включающий:
вращение режущей головки при ее продвижении в направлении (Z) относительно изделия (702),
удаление материала из изделия (702) с помощью верхних ножей, расположенных на верхней области режущей головки (726А),
изгибание держателя (724А) инструмента, выполненного с возможностью направления режущей головки внутрь изделия (702),
остановку продвижения режущей головки по направлению к изделию (702), когда режущая головка достигла заданной глубины внутри изделия (702),
извлечение режущей головки во время ее вращения из внутренней части изделия (702) так, что боковые ножи (708) режущей головки удаляют материал изнутри (706) изделия (702) благодаря изгибанию держателя (724А) инструмента,
сохранение положения основания (722А) держателя (724А) инструмента на одной и той же оси (Z) при продвижении вперед и извлечении режущей головки,
изгибание держателя (724А, 724В) инструмента в сторону от боковой стороны отверстия (705), на которое воздействует режущая головка, и
воздействие только боковыми ножами на изделие (702) при извлечении режущей головки.
31. Способ по п. 30, в котором при фрезеровании с врезной подачей режущая головка удаляет материал из изделия только при перемещении в первом направлении, а не при перемещении во втором и третьем направлениях, причем как второе, так и третье направление по существу перпендикулярно первому направлению, а второе направление по существу перпендикулярно третьему направлению.
32. Способ фрезерования изделия с использованием режущей головки по п. 1, включающий вращение головки вокруг оси и удаление материала из изделия с помощью режущих кромок (580а, 580b) верхних ножей режущей головки, причем режущие кромки (580а, 580b) проходят от центральной точки (586) верхней области (592) к периферии верхней области (592), и каждую режущую кромку (580а, 580b) располагают под углом относительно базовой плоскости (555), которая приблизительно перпендикулярна указанной оси, при этом центральные части (557а) режущих кромок (580а, 580b) располагают на большем расстоянии от поверхности (563) основания вдоль оси, чем их периферические части (557b).
33. Способ по п. 32, в котором при удалении материала удаляют материал режущими кромками (580а, 580b), каждая из которых расположена под углом примерно от 1 до 10 градусов относительно базовой плоскости (555).
34. Способ по п. 32 или 33, в котором удаляют материал из изделия с помощью боковых ножей (571) режущей головки, когда головка продвигается вперед вдоль указанной оси в режиме врезной подачи, причем боковые ножи (571) расположены на боковой области (590) режущей головки (550).
35. Способ по п. 34, в котором при удалении материала из изделия с помощью боковых ножей (571) удаляют материал с помощью первого набора боковых режущих кромок (606а), расположенных под первым углом относительно указанной оси, и с помощью второго набора боковых режущих кромок (606b), расположенных под другим, вторым углом относительно указанной оси.
36. Способ по п. 35, в котором первый набор боковых режущих кромок (606а) располагают под углом приблизительно от 10 до 30 градусов относительно линии, почти параллельной указанной оси, а второй набор боковых режущих кромок (606b) располагают под углом приблизительно от 20 до 40 градусов относительно указанной линии.
37. Способ изготовления режущей головки (550) по п. 1, включающий:
использование режущей головки (550), имеющей поверхность (563)
основания, боковую область (590), соединенную с поверхностью (563) основания, и верхнюю область (592), соединенную с боковой областью (590),
формирование верхних ножей (551) на верхней области (592) режущей головки (550) и
формирование режущих кромок (580а, 580b) на верхних ножах (551), из условия, что режущие кромки (580а, 580b) проходят от центральной точки (586) верхней области (592) к периферии верхней области (592), и каждая режущая кромка (580а, 580b) расположена под углом относительно базовой плоскости (555), которая примерно перпендикулярна указанной оси, при этом центральные части (557а) режущих кромок (580а, 580b) расположены на большем расстоянии от поверхности (563) основания вдоль указанной оси, чем периферические части (557b) режущих кромок (580а, 580b).
38. Способ по п. 37, в котором нарезают режущие кромки (580а, 580b) для их размещения под углом примерно от 1 до 10 градусов относительно базовой плоскости.
39. Способ по п. 37, в котором нарезают боковые ножи (571), расположенные на боковой области (590) режущей головки (550) и имеющие боковые режущие кромки (606а), предназначенные для контакта с изделием для удаления материала.
40. Способ по п. 39, в котором боковые ножи (571) содержат первый и второй набор боковых режущих кромок (606а, 606b), причем первый набор боковых режущих кромок (606а) располагают под первым углом относительно указанной оси, а второй набор боковых режущих кромок (606b) располагают под вторым углом относительно указанной оси.
41. Способ по любому из пп. 37-40, в котором дополнительно прикрепляют вал (560) к поверхности (563) основания режущей головки (550).
42. Способ по п. 41, в котором дополнительно используют материал (562) пайки между валом (560) и поверхностью (563) основания.
43. Способ по любому из пп. 37-40, в котором материал, формирующий режущую головку, содержит карбид вольфрама и кобальт.
44. Способ по п. 43, в котором количество кобальта по существу равно 10%, а остальное составляет карбид вольфрама.
45. Способ по п. 44, в котором дополнительно наносят слой покрытия на верхние ножи (551), причем слой покрытия содержит нитрид титана алюминия и имеет толщину от 1,0 до 10 мкм и коэффициент трения приблизительно 0,45.
| US 2006104736 A1, 18.05.2006 | |||
| US 2006104736 A1 (SATRAN AMIR), 18.05.2006 | |||
| DE 10318948 A1, 05.08.2004 | |||
| Станок для вытяжки сердечников (стержней) из пустотелой буровой стали | 1960 |
|
SU133035A1 |
| 0 |
|
SU192601A1 | |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ЗАМКА ЛОПАТОК | 1989 |
|
SU1707867A1 |
| ВРЕЗНАЯ И ТОРЦЕВАЯ ФРЕЗА С УНИВЕРСАЛЬНЫМИ ГНЕЗДАМИ ДЛЯ РЕЖУЩИХ ПЛАСТИН | 1995 |
|
RU2124970C1 |

