4
ю
со
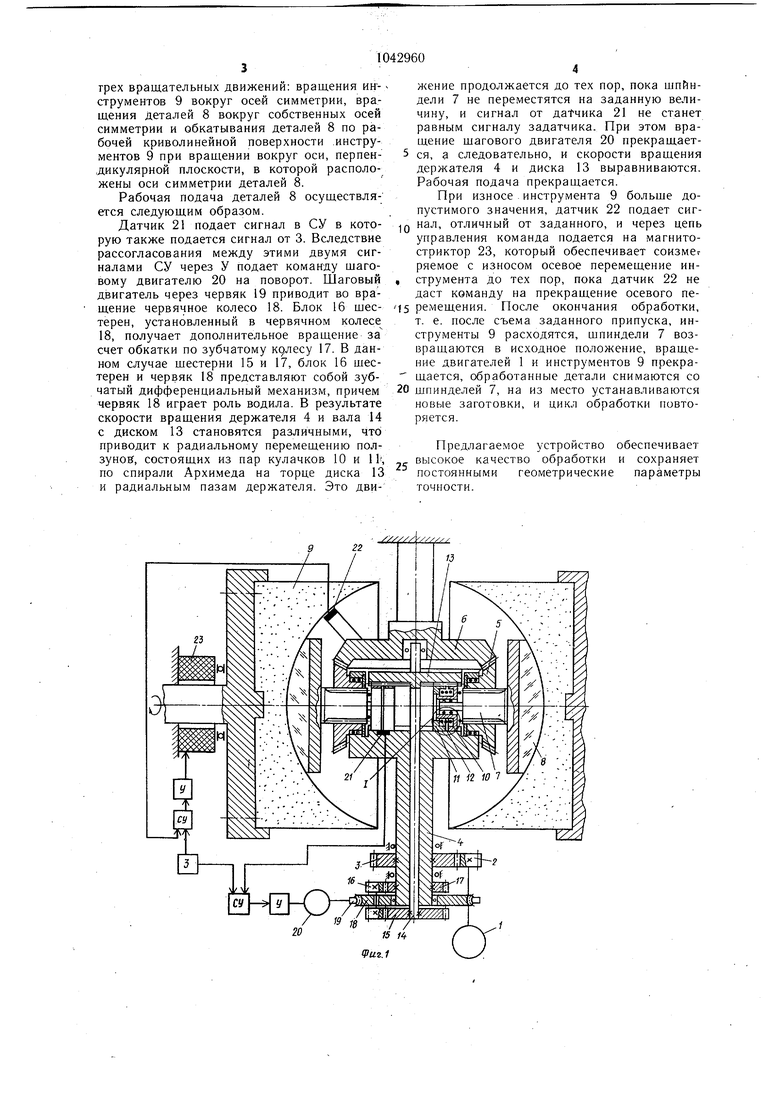
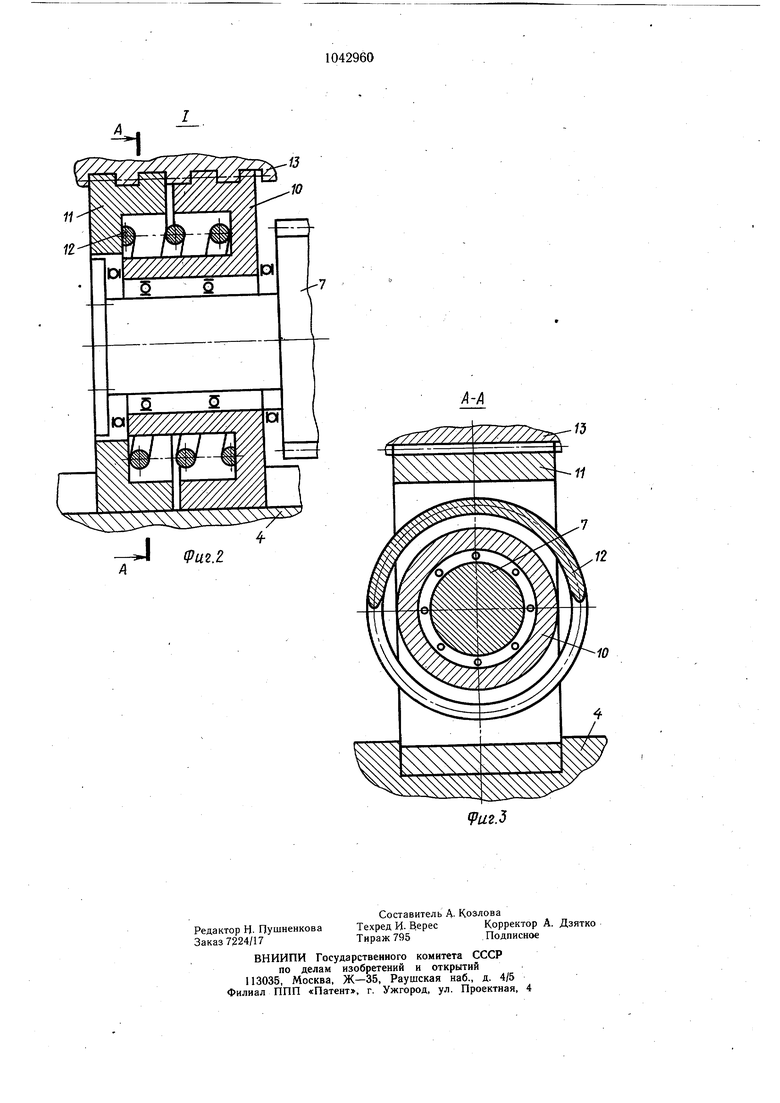
с: Изобретение относится к приборостроению и может быть использовано при обработке выпуклых и вогнутых поверхностей оптических деталей. Известно устройство для обработки криволинейных поверхностей оптических деталей, закрепленных в держателе, связанном с приводом и установленном между двумя соосно расположенными шпинделями инструментов с возможностью вращения вокруг оси, перпендикулярной оси вращения щпинделей инструментов, смонтированных в основании с возможностью осевого перемещения 1. К недостаткам данного устройства следует отнести отсутствие возможности поддержания постоянным заданного радиуса кривизны, невозможность компенсации износа инструмента, и отсутствие механизма подачи обрабатываемых деталей к инструменту, что не обеспечивает достижения высокой точности и качества обрабатываемой поверхности. Кроме того, отсутствие управляющего устройства, обеспечивающего автомагическое поддержание постоянного радиуса кривизны на инструментах и контроль рабочей поверхности деталей не позволяет управлять процессом обработки. Целью изобретения является повышение качества обрабатываемой поверхности. Указанная цель достигается тем, что в устройстве для обработки криволинейных поверхностей оптических деталей, закрепленных в держателе, связанном с приводом и установленном между двумя соосно расположенными шпинделями инструментов с возможностью вращения вокруг оси, перпендикулярной оси вращения шпинделей инструментов, смонтированных в основании с возможностью осевого перемещения, шпиндели деталей расположены в гнездах держателя с возможностью вращения вокруг своих осей, перпендикулярных оси вращения держателя, а устройство снабжено механизмом осевого перемещения шпинделей деталей, выполненным в виде ползунов, установленных с возможностью одновременного взаимодействия с поверхностями радиального паза гнезда и спиральной канавки диска, смонтированного соосно с держателем и кинематически связанного с н ш через дифференциальный механизм, водило которого соединено с приводом подачи и с введенной в устройство системой управления и контроля, связанной с механизмом осевого перемещения инструмента. Кроме того ползун выполнен составным из двух частей, между которыми размещена пружина сжатия. На фиг. 1 представлено предложенное устоойство, разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А - А на фиг. 2. Устройство для обработки криволинейных поверхностей оптических деталей состоит из двигателя 1, приводных шестерен 2 и 3, держателя 4, жестко связанного с приводной шестерней 3. В верхней части держателя 4 в опорных гнездах расположены с возможностью вращения вокруг собственной оси симметрии и поступательного перемещения вдоль этой оси конические шестерни 5, входящие в зацепление с неподвижной шестерней 6. С шестернями 5 посредством шлицевого зацепления связаны с возможностью осевого перемещения щпиндели 7, с закрепленными на них обрабатываемыми деталями 8. Обработка последних осуществляется при помощи абразивных инструментов 9, рабочая часть которых выполнена по радиусу, равному заданному радиусу кривизны обрабатываемых криволинейных поверхностей деталей. С другой стороны шпиндель 7 связан с составным ползуном, состоящим из двух кулачков (фиг. 2) 10 и 11 и пружины 12 сжатия, помещенной между кулачками. На верхнейчасти кулачков 10 и 11 нарезаны пазы, представляющие собой часть спирали Архи.меда, которые, в свою очередь, контактируют со спиралью, нарезанной на нижнем торце диска 13, кинематически связанного через вал 14, шестерню 15, блок 16 шестерен и шестерню 17 с держателем 4, имеющим в гнездах радиальные пазы, в которые установлены кулачки 10 и 11. Блок 16 шестерен соединен с червячным колесом 18, червяком 19, приводимым во вращение щаговым двигателем 20 по команде от системы управления и контроля, состоящей из усилителей (У), системы управления (СУ) и задатчика (3). СУ получает сигнал от 3 и датчика 21 радиального перемещения шпинделя 7. Кроме того, устройство снабжено датчиком 22 износа инструмента, подающего сигнал через СУ и У на механизм 9 тонкого осевого перемещения инструментов, выполненный, нЛример, в виде магнитостриктора 23. Механизм 9 тонкого осевого перемещения инструментов может быть изготовлен также пьезоэлектрическим и т. п. Устройство для обработки криволинейных поверхностей оптических деталей работает следующим образом. В первоначальный момент инструменты 9 раздвинуты на величину, обеспечивающую свободный доступ к шпинделям 7, на которые устанавливают обрабатываемые детали 8. Затем инструменты 9 сдвигаются и приводятся во вращение. Включается двигатель 1, вращение которого через приводные щестерни 2 и 3 и держатель 4,конические шестерни 5 передается шпинделям 7 с обрабатываемыми деталями 8. Детали 8 со щпинделями 7 совершают вращательное движение вокруг оси, перпендикулярной оси симметрии детали 8. При этом щестерни 5 обкатываются по неподвижной, шестерне 6, обеспечивая вращение деталей 8 вокруг собственных осей симметрии. Таким образом, формообразование происходит при наличии трех вращательных движений: вращения ин- струментов 9 вокруг осей симметрии, вращения деталей 8 вокруг собственных осей симметрии и обкатывания деталей 8 по рабочей криволинейной поверхности инструментов 9 при вращении вокруг оси, перпендикулярной плоскости, в которой расположены оси симметрии деталей 8. Рабочая подача деталей 8 осуществляется следующим образом. Датчик 21 подает сигнал в СУ в которую также подается сигнал от 3. Вследствие рассогласования между этими двумя сигналами СУ через У подает команду шаговому двигателю 20 на поворот. Шаговый двигатель через червяк 19 приводит во вращение червячное колесо 18. Блок 16 щестерен, установленный в червячном колесе 18, получает дополнительное вращение за счет обкатки по зубчатому К9лесу 17. В данном случае шестерни 15 и 17, блок 16 шестерен и червяк 18 представляют собой зубчатый дифференциальный механизм, причем червяк 18 играет роль водила. В результате скорости вращения держателя 4 и вала 14 с диском 13 становятся различными, чтЬ приводит к радиальному перемещению ползунов, состоящих из пар кулачков 10 и 11s по спирали Архимеда на торце диска 13 и радиальным пазам держателя. Это двит. е. после съема заданного припуска, инструменты 9 расходятся, шпиндели 7 возвращаются в исходное положение, вращение двигателей 1 и инструментов 9 прекращается, обработанные детали снимаются со 20 шпинделей 7, на из место устанавливаются новые заготовки, и цикл обработки повторяется.
Предлагаемое устройство обеспечивает высокое качество обработки и сохраняет постоянными геометрические параметры точности. жение продолжается до тех пор, пока шпиндели 7 не переместятся на заданную величину, и сигнал от дatчикa 21 не станет равным сигналу задатчика. При этом вращение шагового двигателя 20 прекращается, а следовательно, и скорости вращения держателя 4 и диска 13 выравниваются. Рабочая подача прекращается. При износе инструмента 9 больше допустимого значения, датчик 22 подает сигнал, отличный от заданного, и через цепь управления команда подается на магнитостриктор 23, который обеспечивает соизмег ряемое с износом осевое перемещение инструмента до тех пор, пока датчик 22 не даст команду на прекращение осевого перемещения. После окончания обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1982 |
|
SU1060431A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| Станок для обработки роликов с криволинейной образующей | 1980 |
|
SU897476A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Фрезерно-расточная бабка | 1986 |
|
SU1393547A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1981 |
|
SU994220A1 |
| Копировальная фрезерно-шлифовальная головка | 1987 |
|
SU1442335A2 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1971 |
|
SU297161A1 |
| Станок для обработки криволинейных поверхностей оптических деталей | 1981 |
|
SU992168A1 |
1. УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ, закрепленных в держателе, связанном с приводом и установленном между двумя соосно расположенными шпинделями инструментов с возможностью вращения вокруг оси, перпендикулярной оси вращения шпинделей инструментов, смонтированных в основании с возможностью осевого перемещения. отличающееся тем, что, с целью повышения качества обработки, шпиндели деталей расположены в радиальных пазах держателя с возможностью вращения вокруг своих осей, перпендикулярных оси вращения держателя, а устройство снабжено механизмом осевого перемещения шпинделей деталей, выполненным в виде ползунов, установленных в гнездах с возможностью одновременного взаимодействия с поверхностями ра диального паза гнезда и спиральной канавки диска, смонтированного соосно с держателем и кинематически связанного с ним через дифференциальный механизм, водило которого соединено с приводом подачи и с введенной- в устройство системой управления и контроля, связанной с механизмом осевого перемещения инструмента. 2. Устройство по п. 1, отличающееся тем, (Л что ползун выполнен составным из двух частей, между которыми размещена пружина сжатия.
A-A
77777
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обдирки, шлифовки и полировки сферических линз | 1948 |
|
SU79186A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
