Изобретением предусматривается способ изготовлепия высокопрочной проволоки периодического профиля, предиазиачепиой для арматуры железобетопиых конструкций, включающий холодную протяжку ее через волоки (фильеры) волочильных станков и последуюнхее сплющивание рифлеными залка: н1.
(Особенностью н)едлагаемого способа является то, что проволоку протягивают одиовременно через последовательно установленные волоки ((|)ильеры) и рифленые валки; таким образом, процесс волочеиия. обеспечиваюи нй упрочнение нроволо1Си, и процесс силющнвания, обусловливаюнип повышенне способности сп,епления ее с бетоном, объединяются единой производственной онеранней н тем самым исключаются всномогательиые производственные (операции, снижак тся затраты труда иа обработку проволоки, сокращается оборудование.
ycTpoitcTBo для осуществления сиособа иред сматрнвает в последовательиой системе волок (фильер) и промежуточных тянупщх барабанов установку 1)ифлепых валков перед чистовым тяпунщм барабаном.
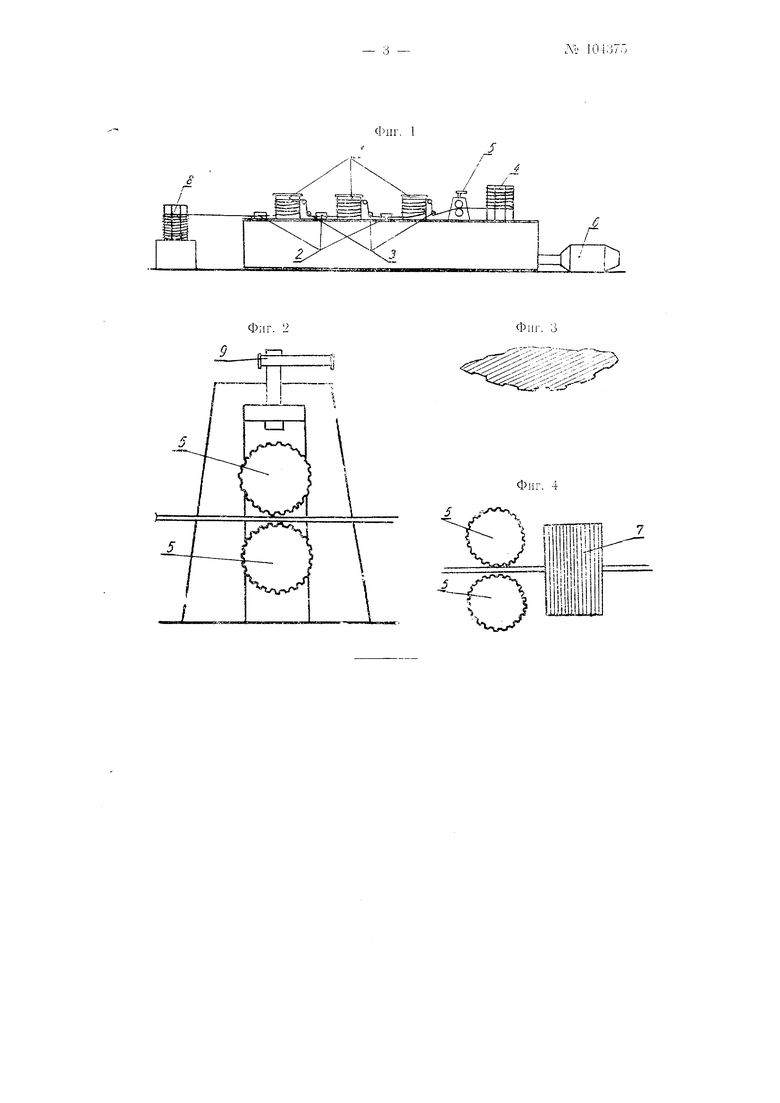
На фнг. 1 схематически показан общий вид устройства (стана) для изготовления нроволоки согласно изобретению; на фнг. 2 - станок с горизонтальными рнфленымн валками; иа фнг. 3 - деталь рн4)леного валка; на фнг. 4 - две нары рифленых валков для снлюнцшапи.я проволоки в двух взаимно периемД1н :улярпых направлениях.
Промежуточные барабаны I служат для нротягнван.ия нроволоки через соответствующие нм волоки (фильеры) 2; онн нмеют нриснособлення 3 для передачи п)отягиваемой проволоки па следук:1щую по ходу волоку; перед чистовым тянущим барабаном 4 установлен станок с двумя горнзонтальнымн рпфлснымн валками 5. Тянущ.не барабаны приводятся во BpanierHie электродвигателем 5; могут быть установлены и индивидуальные нриводы.
При необходимостн сплющивания нроволоки в двух пернендикулярных панравле1Н1ях устанавливаются две пары рифленых валков (фнг. 4) - горнзонтальных 5 н вертнкальных 7.
Сматываемая с вертуинчи 8 проволока нроходнт через первую волоку 2 л навивается па первый тянущий барабан 1, с которого носре; ство-м направляющего ni)Hcnoco6,:ie-Htiii -j поступает па вторую волоку, далее навивается на BTOpoii проме/к тоП1Ьп г ,нй барабан и т. л,. Coii;ui с носледнего промежуточно ) барабана, проволока нроходнт чере рифленые валкн 5, прндаклцие ей пе)11однческий профиль, и навивается па чистовой тяпупднй барабан /. Сченень обжатня проволоки рифлеными валками 5 регул1 руется винтом 9.
П р е д м е т i; з обре т е и н я
1. Способ нзготовления высокопрочной нроволоки иериодического
нро(1)нля с примеие1н-1ем холод/логс волоче1Н я и последу101и.его снлющивання рифлеными валками, отлнч а ю ид и и с я тем, что, с целью сокращення нроизводствеиных опер аЦ1п, проволоку гнютягнвают одновременно через 1 оследователы1о установленные во.юки (фильеры) н 1)ифлеиые валки.
2. Устройство для осунлествленн способа по н. 1, включа он1ее носко.тько промежуточных тянуних ба15абанов, установленных последовательно с соответствукзщнм количеСТВОЛ1 волок ((Ьильер), а также чистовой тянущи барабан, а ю i, е е с я тем, что неред Ч1 с овым барабаном уста 1овле Нз риф.теные валки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заготовки арматурныхСТЕРжНЕй | 1979 |
|
SU795659A1 |
| Волочильный станок для четырехстороннего сплющивания арматуры | 1945 |
|
SU66376A1 |
| Устройство автоматического контроля прочности проволоки при волочении | 1971 |
|
SU532037A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВИТЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 1966 |
|
SU178782A1 |
| Способ прокатки прутков арматурного металла периодического сечения | 1947 |
|
SU75324A1 |
| Устройство для непрерывного контроля диаметра проволоки на волочильных станах | 1974 |
|
SU546772A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| ПРЯДИЛЬНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПРЯЖИ С СЕРДЕЧНИКО.М | 1967 |
|
SU198186A1 |