(54) СТАНОК ДЛЯ ЗАГОТОВКИ АРМАТУРНЬ
В П i Б 1 СТЕРЖНЕЙ
f
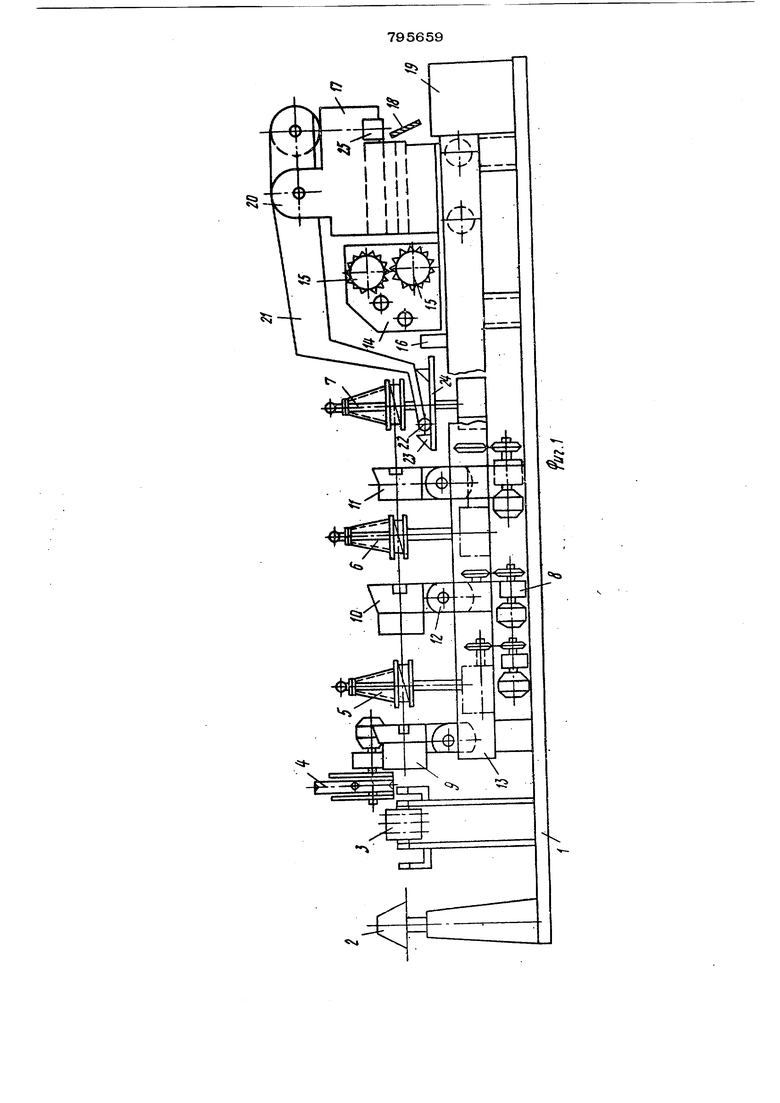
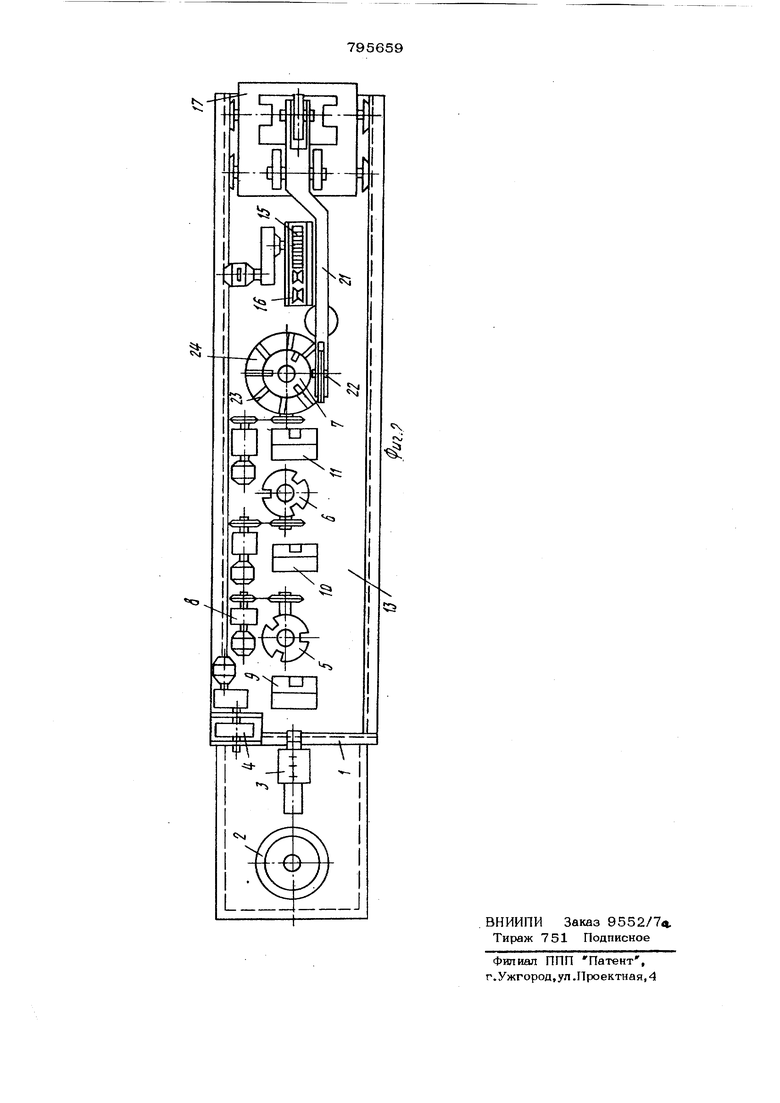
ФОНД ишШШ овуплечего рычага, одно плечо которого кинематически связано с кулачками, а другое имеет нож. Такое конструктивное решение сущес венно повышает технологические возможности, так как можно получить из одной и той же проволоки стержни нуж ного диаметра и отпадает необходимост хранения значительных запасов относительно тонкой проволоки диаметром 3-5 которая быстро становится непригодной ее коррозии. На фиг. 1 схематически изображен предлагаемый станок, общий вид; на фиг. 2 - то же, вид в плане. Станок для заготовки арматурных стержней содержит на станине 1 бухтодержатель 2, правильный механизм 3, механизм 4 обжатия и вытяжки, состоя щий из приводных тянущих барабанов 5, б и 7 с вариаторами 8 скорости, расположенных перед барабанами фильер 9, 10 и 11, внутри которых находится смазочное вещество, а сами фильеры шарнирно закреплены на кронштейнах 12 к раме 13 станины 1. Механизм 14 подачи имеет рифленые валки 15 и вариатор 16 скорости. Механизм 17 резки, отмеривания и сбр сьюания стержней заготовок 18 в бункер 19 имеет корпус 20, на котором шарнирно закреплен двупЛечий рычаг 21 одно плечо которого имеет ролик 22, контактирующий со сменными кулачками 23 диска 24 последнего барабана 7 а apjroe ппечо имеет нож 25. Станок работает следующим образом Моток проволоки устанавливают в бухтоаержатель 2, а конец проволоки вводят в механизм 3 правки по направлению к фильеру 9, при этом конец про волоки обжимают, а затем пропускают через фильеру и закрепляют на барабане 5, огибая его тремя - пятью витками, аналогично пропускают проволоку через послеоующие фильеры 1О и 11 с барабанами 6 и 7 вводят между валками 15 механизма 14 подачи. Включаются все механизмы и обеспечивается последовательное перемещение проволоки через механизм 3 прав.ки, обжатия и вытяжки 4. Далее проволока подается валками 15 под нож 25 механизма 17 резки. Изменяя число мерных кулачков 23 на диске 24, можно регулировать длину отрезаемых стержней 18, которые собираются в бункере 19. Предлагаемое устройство сокращает расход арматурной стали на заводах средней и малой мощности и повышает их технологические возможности. Формула изобретения Станок для заготовки арматурных стержней, содержащий расположенные на станине бухтодержатель и механизмы подаш и правки проволоки, отмеривания, резки и сбрасывания заготовок , о т л и- чающийся тем, что, с целью повышения его технологических возможностей, на станине смонтирован механизм вытяжки, состоящий из нескольких тянущих барабанов, имеющих вариаторы скорости, и шарнирно закрепленных на станине фильер, размещенных перед Механизмом подачи проволоки, а механизм отмеривания и резки заготовок выполнен в виде диска, закрепленного на валу последнего тянущего барабана и снабженного сменными мерными кулачками, и установленного на станине двуплечего рычага, одно плечо которого кинематически связано с кулачками, а другое имеет нож. Источники информации,. принятые во внимание при экспертизе 1.Авторское свидетельство СССР Mi 110874, кл. В 21 F 11/ОО, 1956. 2.Авторское свидетельство СССР М) 515557, кл. В 21 Р 11/ОО, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для мерной резки арматурной проволоки | 1979 |
|
SU919793A1 |
| Устройство для правки и резки длинномерного материала | 1985 |
|
SU1329877A1 |
| Станок для правки и резки проволоки | 1978 |
|
SU906638A1 |
| Станок для правки и резки проволоки | 1979 |
|
SU867487A1 |
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| Правильно-отрезной автомат | 1979 |
|
SU795660A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| Правильно-отрезной автомат | 1988 |
|
SU1567311A1 |
| Станок для правки и резки проволоки | 1974 |
|
SU505476A1 |