Известны станки для изгото1злеиия заготовок витых изделий из нроволоки, включающие механнзм подачи основы п механизм иоследовательиой навивки проволоки на эту основу, ненрерывно перемещаемую вдоль оси, который имеет катушки с проволокой, расположенные }ia поворотном диске, нолучающем вращение через систему передач от основного передающего вала.
Предлагаемый станок, например для изготовления медицинских витых пил, позволяет автоматизировать процесс изготовления последних из нескольких (не менее двух) основ с навитой на них проволокой, для чего он снабжен механизмом для непрерывной навпвки нроволоки иа ненрерывно перемещающуюся основу, механизмом непрерывной свнвки и мехаиизмом отрезки мерных заготовок пил, кинематически связанными между собой и с основным передающим валом. При этом мехаиизм подачи основы выполнен в виде поворотного патрона, сообщающего через систему передач от основного вала вран1,ение в одну сторону закрепленным на патроне катушкам с основой. Установленные же на поворотных дисках катушки с проволокой для навивки смоитированы на кронштейнах, закрепленных на полых валах, несущих со стороны катушек фильеры - направляющие для навнваемой проволоки.
Механизм для иепрерывной сВивки заготовок, получепных на операциях навпокн проволоки на непрерывно перемещаемую основу, может включать водило с укренленнымн на нем нодающи.ми и скручивающими приводными роликами, которые вращаются от приводного вала через шестерню, жестко посаженную на нем, и систему зубчатых и червячных передач. Механизм привода роликов может быть кииематическп связан с червячной парой, размещенной на водиле, а механизм отрезки мерных заготовок пил лучше выполиить в виде ножа, смонтнрованного па кронштейне, укрепленного на валу носредством муфты п кннематнческой связп н взаимодействующего с нрнводным валом.
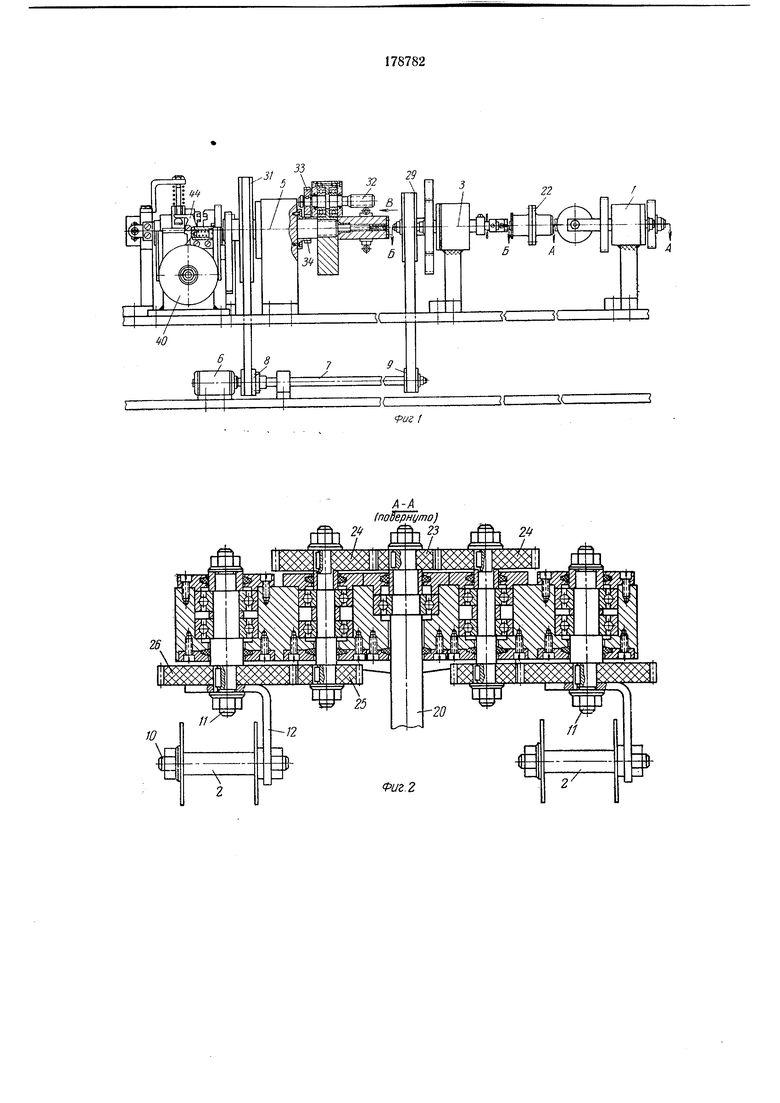
На фиг. 1 изображен описываемый станок, общий вид; на фиг. 2 - механизм подачи основы; на фиг. 3 - мехаиизм навивки проволоки на основу; на фнг. 4 - механизм для свивки заготовок и механизм их отрезки.
Механизм / подает основу (стальную проволоку диаметром 0,34 мм) с двух катушек
2, мехаппзм 3 навивает на нее проволоку диаметром 0,14 мм с шагом 0,7 мм, которая поступает с катушек 4, а мехаиизм 5 непрерывно свивает иавитые заготовки, а также подает основу к мехаиизму отрезки мерных заготоэлектродвигателя 6, вращающего вал 7 со шкивами 8 и 9 клииоременной передачи. Работает станок следующим образом. Механизм 7 загружают проволокой диаметром 0,34 мм, намотанной на две катушки 2, которые надеты на бен 10, ирикренленные к иоворотным иатронам У/ с помощью кронштейиов 12. Проволоку пропускают через отверстия в валиках 13 механизма .3, иаиравляющую 14 механизма 5, в отверстие вала /5 и отверстие матрицы 16. Механизм 3 загружают проволокой диаметром 0,14 мм, также намотанной на две катушки 4, которые надеты на оси 17, закрепленные на поворотных дисках 18. Проволоку с этих катушек пропускают через отверстия в фильерах - иаправляющих 19 и укрепляют на проходящей мимо фильер основе. При вращении электродвигателя от шкива 8 приводится в действие мехаиизм 5, от шкива 9 - механизм 3, который, в свою очередь, через валы 20 и 21, соедииеиные муфтой 22, связан с механизмом /. Таким образом, все механизмы стайка одиовремеино встуиают в работу. Катушки 2 получают вращеине в одну сторону от новоротных патронов 11, прнводнмых в движение валом 20 через шестерни 23, 24, 25 и 26, а фильеры вместе с валиками 13 и поворотными дисками 18 - от вала 21 через шестерни 27 и 28. Вал 21 вращается от шкива 29, который связан клииоремеиной иередачей со шкивом 9. Скорости вращения фильер и иодачи осиовы подобраны так, что за одии оборот валиков 13 иа основу диаметром 0,34 мм навивается один виток нроволокн днаметром 0.14 мм с шагом 0,7 мм. Основа нодается механизмом 5. Воднло 30 получает вращеиие от вала 15, ириводимого в двнжеиие клииоременной нередачей через шкнв 31. На водиле (в подшипниках) смонтнроваи червяк 32 с шестерией 33, обкатывающейся при вращении водила на неподвижной шестерне 34. Червяк приводит в движеиие червячиую шестерню 35, на одной оси с которой смонтирован подающий ролик 36. От последнего начинает вращаться и второй подающий ролик 37 через шестерни 3S и 39, жестко связанные с этими роликами. Таким образом, при вращении водила 30 ролики 36 и 37 вращаются вокруг своих осей и одновременио вокруг главной оси станка, вдоль которой располагаются навитые заготовки. Проходящие между роликами заготовки свиваются между собой и подаются к механизму отрезки мерных заготовок. Кулачок 40, получающий вращение от червячной пары 41 и шестерен 42 и 43, нажимает CDOHM выступом иа крючок и освобождает тягу 45. При этом включается муфта 46, связывающая кулачок 47 через шестерни 48 и 49 с валом 15, н кулачок 47, поворачиваясь, нажнмает на нож 50, который отрезает заготовку ннлы. Предмет изобретения 1. Стаиок для изготовления заготовок витых изделий из проволоки, иапример медицинских витых пил, включающий мехаиизм иодачи осиовы и механизм иавивки проволоки на основу, непрерывно перемещаемую вдоль оси, имеющий катушки с проволокой, расположенные иа поворотном диске, получающем вращение через систему передач от основиого иередающего вала, отличающийся тем, что, с целью автоматизации процесса изготовления витых пил из нескольких (не меиее двух) основ с навитой иа 1И1Х ироволокой, станок снабжен механизмом для иенрерывной навивки проволоки иа иенрерывно перемещающуюся основу, механизмом ненрерывной свивки и механизмом отрезки мерных заготовок пил, кииематически связапными между собой и с основным нередающим валом, при этом мехаиизм подачи основы выполнен в виде поворотиого патропа, сообщающего через систему передач от основного вала вращение в одну сторону катушкам с основой, закрепленным иа ием, а катушки с ироволокой для иавивки, устаиовленные на иоворотных дисках, смонтированы иа кро1нитейиах, закреплеппых иа полых валах, иесущих со стороны катушек фильеры - ианравляющие для навиваемой нроволоки. 2.CTaiioK но и. 1, отличающийся тем, что механнзм для непрерывной свивки заготовок, полученных на операциях навивки проволоки на непрерывно перемещаемую основу, включает водило с укреплениыми на ием иодающими и скручивающими приводными роликами, которые вращаются от приводного вала через шестерию, жестко посажеииую иа нем, и систему передач, нанример зубчатых и червячных. 3.Станок по и. 2, отличающийся тем, что механизм привода роликов кинематически связаи с червячиой нарой, размещенной иа води4.Станок но и. 1, отличающийся тем, что мехаиизм отрезки мерных заготовок пил выиолнеи в виде ножа, перемещаемого кулачком, который укреплен иа валу и кииематически связаи иосредством зубчатых передач и кулачковой муфты с приводным валом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |
| Приспособление для навивки пружин к токарному станку | 1987 |
|
SU1428515A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ПРОВОЛОЧНЫХКОЛЕЦ | 1972 |
|
SU347106A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Правильно-отрезной обмоточный станок | 1956 |
|
SU112879A1 |
| Автомат для навивки проволочныхСпиРАлЕй и РАзРЕзАНия иХ HA чАСТи | 1979 |
|
SU846007A1 |
| Устройство для навивки бифилярных подогревателей катодов электровакуумных приборов | 1953 |
|
SU101177A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 1971 |
|
SU319976A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2007 |
|
RU2364461C1 |


А-А InoBepHijmo)
