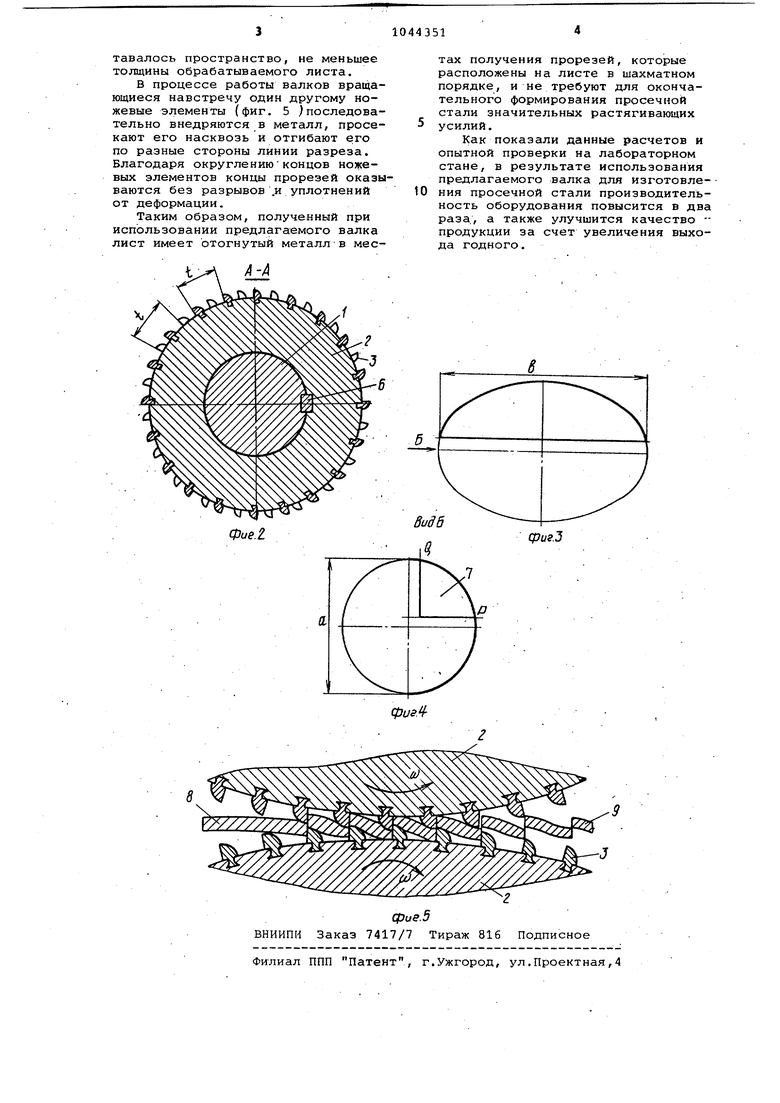
Изобретение относится к обработке металлов давлением и предназначено для использования преимуще ственно в черной металлургии. Известен валок для продольной периодической прокатки, содержащий бочку, насадные кольца и деформирукяцую вставку с профилирующей рабочей поверхностью, установленну в пазах бочки, причем опора деформирующей вставки выполнена в виде цилиндрической пяты, соответствующей цилиндрической опорной поверх ности бочки, и установлена шарнирно 1. . Недостатками этого валка является то, что в момент выхода проворачивающихся вставок из очага де формации происходит образование надрывов по концам прорезей, а так же при работе пары валков невозможно выдержать требуемый шаг и вы полнить отгибание металла в местах .получения прорезей. Наиболее близким к предлагаемому является валок для изготовления листа с просечными отверстиями, jсодержащий ось и смонтированные на ней насадные кольца с ножевыми элементами, установленными по пе-, риметру С2 . Однако выполнить сквозные проре за один пропуск в паре .известных валков с отгибкой металла в разное стороны от места прорезей невозмож но. Кроме того, значительные .усилия возникающие при внедрении в металл выступающих треугольных элементов, вызывают прогиб валков, в результате чего получить сквозные прорези .практически невозможно, особенно в средней части листа. К тому же внедрение в металл новых элементов такой формы неизбежно приводит к ухудшению качества поверхности- лис Цель изобретения - повышение производительности путем выполнения отверстий за один пропуск листа и улучшение его качества. Указанная цель достигается тем, что в валке для изготовления листа с просечными отверстиями, содержащем ось и смонтированные на ней насадные кольца с ножевыми элементами, установленными по периметру, ножевые элементы выполнены в ви- . де вставок, имеющих форму усеченных сегментов тела вращения, образованного кривой второго порядка и установленных на смежных насадных кольцах своей плоской поверхностью со смещением на половину шага их установки, причем длина плоской поверхности вставок больше .ширины насадных колец. На Фиг. 1 изобоажен валок для игзготовления просе.чной стали; на фиг. 2 - сечение А-А на фиг.1; на фиг. 3 - тело вращения, образованное кривой второго порядка/ на фиг. 4,- вид Б на фиг. 3; на фиг. 5 - прокатка просечной стали. Валок для изготовления листа с просечными отверстиями содержит ось 1, насадные кольца 2 и установленные по их периметру ножевые элементы 3, выполненные в виде усеченных сегментов тела вращения, образованного кривой второго порядка. Насадные кольца стянуты гайкой 4 и контргайкой 5 и удерживаются от проворота шпонкой б. Ножевые элементы представляют собой усеченные сегменты, полученные в результате пересечения двух плоскостей Р и Q, параллельных оси симметрии и поверхности тела вращения, образованного кривой второго порядка. При выборе конфигурации ножевых элементов руководствуются условиями, обеспечивающими выполнение прорезей на заготовке и предварительное отгибание металла в мес- тах выполнения прорезей, а также . предотвращением возможных сколов ножевых элементов в процессе прокатки и надрывов по концам прорезей в момент выхода ножевых элементов из очага деформации. В качестве кри.вых второго поряд-ка могут быть использованы, например, эллипсы, овалы, циклоиды или какие-либо другие, преимущественно с переменной кривизной, увеличивающейся к оси вращ1ения тела. Усеченные сегменты в смежных насадных кольцах смещены на половину шага t их установки, при этом длина каждого сегмента b превышает толщину h колец, а образуемые ими ряды выполнейы взаимно перекрывающимися. V Поскольку технологически трудно изготовить кольца предлагаемой конструкции за Одно целое с ножевыми элементами, ножи могут изготавливаться отдельно и крепиться в теле кольца по принципу хвостовика и паза, например, ласточкиного хвоста, елочного замка турбинных лопаток или другим известным способом. Специальной осевой фиксации ножей не требуется, поскольку в каждом из колец ножи от осевого смещения предотвращаются упором хвостовиков в торцы смежных с-ним колец, благодаря шахматному расположению ножей. Для изготовления листа с просечными отверстиями пара валков устанавливается в клети прокатного стана так, чтобы кромки ножей верхнего и нижнего йалков перекрывались, а между цилиндрической поверхностью олец и режущей кромкой ножей ос
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для продольной периодической прокатки | 1978 |
|
SU774630A1 |
| Валок для продольной переодической прокатки | 1973 |
|
SU463484A1 |
| Рабочий валок | 1977 |
|
SU644569A2 |
| Составной валок | 1978 |
|
SU686790A1 |
| Прокатный валок с осевым каналом | 1979 |
|
SU839632A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| Валок для продольной прокатки труб | 1980 |
|
SU956080A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ ИЗ НИЗКОПЛАСТИЧНЫХ БОРСОДЕРЖАЩИХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2516148C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2013 |
|
RU2556262C2 |
ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА С ПРОСЕЧНЫМИ ОТВЕРСТИЯМИ, с держащий ось и смонтированные на ней насадные кольца с ножевыми элементами, установленными по периметру,отличающийся тем, что, с целью повышения производительности путем выполнения отверстий за один пропуск листа и улучшения его качества, ножевые элементы выполнены в виде вставок, имеющих форму усеченных Сегментов тела вращения, образованного кривой второго порядка, и установленных на смежных насадных кольцах своей плоской поверхностью со смещением на половину шага их установки, причем длина плоской поверхности вставок больше .ширины.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Валок для продольной переодической прокатки | 1973 |
|
SU463484A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Валок для прокатки рифленного листа | 1975 |
|
SU524579A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
