1
Изобретение относится к области обработки металлов давлением, конкретнее к устройствам для продольной периодической прокатки, в частности к конструкции инструмента.5
Известны валки для продольной периодической прокатки, имеющие профилирующие вставки, выполненные в виде сегментов, размещенных по деформирующей окружности валка. Сегмент жестко 0 закрепляется в бочке Всшка, образуя с ним одно целое 1 .
В процессе пластической деформации профилирующий выступ вставки внедряется в металл для выполнения необходимо) 5 го профиля впадин в прокатываемом металле. По мере выход профилируюиего вы-, ступа вставки из зоны опережения очага деформации со стороны задней поверхности выступа происходит набегание 20 деформируемого металла на- выступ вследствие того, что деформируемые металл течет с большей скоростью, чем окружная скорость валка, в том числе выступа вставки. Это приводит к нска-25 жению профиля впадины, ухудшению качества деформируемого металла и к поломке дефор в1рующей вставки, особенно при прокатке периодического профиля с глубокими впадинами.30
Известна также конструкция валка для продольной периодической прокатки, содержащего ось, насадные кольца и профилирующий выступ, свободно устанавливаемый цапфами в отсружн ле пазы насадных колец. Благодаря этрму в конце прокатки выступ может смещаться в направлении прокатки, при этом устраняется подрезание задней по ходу прокатки стенки образованного профиля 2 .
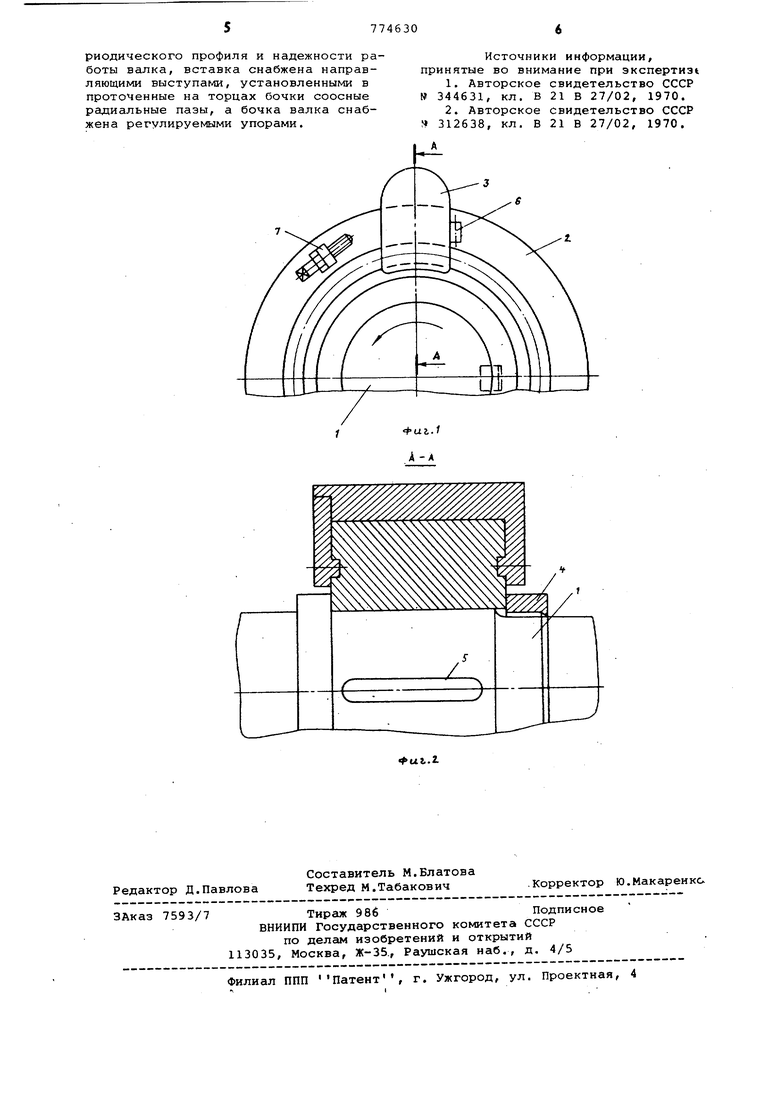
Однако известный валок в действительности не обеспечивает устранение подрезания (искажения)образованного профиля, так как Окружные пазы насадных колец, по которым должны перемещаться цапфы выступа, расположены в пределах калибра, т.е. в зоне деформации. Это приводит к тому, что вследствие уширения прокатываемого металла в процессе деформации металл заполняет окружные пазы насадных колец и заклинивает выступ в одном положении, в связи с чем выступ ме имеет возможности перемещаться по пазу под действием опережающего течения металла, происходит искажение задней по ходу прокатки стенки образованной в металле впадины,снижается точность и качество профиля, появляется возможнос поломки выступа. Кроме того, в связи с тем, что ок ружные пазы имеют замкнутый контур, они засоряются окалиной, что также ухудшает перемещение выступа. Целью изобретения является повышение качества получаемого периодического профиля и надежности работы валка. Указанная цель достигается тем, что профилирующая вставка снабжена направляющими выступами, установленными в проточенные на торцах бочки соосные радиальные пазы, а бочка снабжена регулируемыми упорами. Перенос направляющих элементов системы перемещения профилирующеговыступа за пределы зоны деформации металла (за пределы калибра) устраняет возможность засорения направляющих окалиной, улучшает технологичность конструкции направляющих, улуч шает условия работы профилирующей вставки. Устранение зазоров в валке в зоне деформации, в предлагаемой конструкции валка, исключает вообще какое-ли бо влияние уширения деформируемого метсшла на нормальную работу профилирующей вставки. Таким образом, устранение наличи пазов в зоне деформации прокатываемо го металла, достигаемое в такой конструкции Всшка, исключает заклиниван профилирующей вставки, обеспечивает перемещение выступа и исключает возможности поломки его под действием сил опережения, исключает возможнос искажения задней стенки, образованной в металле впадины, повышает на- дёжность работы валка и улучшает ка . чество получаемого периодического профиля. На фиг. 1 изображен валок, размер ПОпродольной оси; на фиг. 2 - разрез А-А на фиг. 1. Валок продольной периодической прокатки состоит из оси 1, бочки 2 профилирующей вставки 3. Бочка 2 на оси 1 закреплена известным способом например гайкой 4, и удерживается о поворота шпонкой 5. Неподвижный упо б и регулируемый 7 ограничивают пер мещение вставки 3(стрелками обознач но направление вращения валков). Бочка 2 имеет со стороны обоих то цов радиальные, соосные пазы. На периферийную цилиндрическую деформирую щую поверхность бочки устанавливаетс профилирующая вставка, свободно вход мая одновременно боковыми выступами своего внутреннего паза Ь соосные па зы бочки. Для возможности сборки про филирующая вставка выполненасостав ной со сьемной щекой, при этом составные части вставки скрепляются пос ле их установки на бочке одним из известных способов, например винтами. Ограничение перемещения вставки по деформирующей поверхности бочки осуществляется упорами 6 и 7, расположенными на торцовых боковых поверхностях бочки. Упор 6 (неподвижный) предназначен для восприятия усилий, действующих на вставку при ее внедрении в металл, а также в процессе перемещения вставки в зоне отставания очага деформации. Упор 7 регулируемый, предназначен для ограничения перемещения вставки в продолжении холостого хода. В процессе деформации под действием сил опережения вставка упора 7 не достигает. Регулировка упора 7 предназначена для уменьшения паразитных перемещений вставки по деформирующей поверхности бочки при холостом ходе и осуществляется также одним из известных способов, например с помощью пары болтгайка с неподвижным закреплением гайки на бочке. Устройство работает следующим образом. При вращении валков вставка 3 контактирует с прокатываемым металлом и смещается.в направлении, противоположном вращению валка до упора 6. Попадая в зону опрежения очага деформации, где металл течет с большей скоростью, чем окружная скорость валка, вставка 3 под действием сил, направленных по ходу прокатки, смещается относительно бочки валка в направлении прокатки со скоростью течения металла. Благодаря этому устраняется искажение задней по направлению прокатки стенки образованного профиля. После выхода из очага деформации вставка занимает любое положение между упорами 6 и 7, За счет указанных усовершенствований в изобретении устраняется возможность засорения направляющих пазов окалиной, полностью исключается возможность заклинивания вставки изза попадания металла,исключаетоя возможность поломки вставки и обеспечивается ее перемещение под действием сил опережения, устраняется возможность искажения задней стенки образованной в металле впадины,повышается надежность работы валка и улучшается качество получаемого периодического профиля. Формула изобретения Валок для продольной периодической прокатки, содержащий несущую ось, бочку и профилирующую вставку с возможностью перемещения по образующей бочки, отличающийся тем, что, с целью повышения качества периодического профиля и надежности работы валка, вставка снабжена направляющими выступами, установленными в проточенные на торцах бочки соосные радиальные пазы, а бочка валка снабжена регулируемыми упорами.
Источники информации, принятые во внимание при экспертиэ4
1.Авторское свидетельство СССР W 344631, кл. В 21 В 27/02, 1970.
2.Авторское свидетельство СССР 312638, кл. В 21 В 27/02, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для продольной переодической прокатки | 1973 |
|
SU463484A1 |
| Валок для изготовления листа с просечными отверстиями | 1982 |
|
SU1044351A1 |
| Валок для продольной периодической прокатки | 1973 |
|
SU515561A1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Составной валок | 1978 |
|
SU686790A1 |
| ВАЛОК ДЛЯ ПРОДОЛЬНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1971 |
|
SU312638A1 |
| Валок рабочей клетки | 1979 |
|
SU863114A1 |
| Способ горячей прокатки металлов и сплавов | 1991 |
|
SU1801631A1 |
| Валок для изготовления панелей с продольными и поперечными ребрами | 1978 |
|
SU766724A1 |
| Валок для продольной периодическойпРОКАТКи | 1979 |
|
SU850238A1 |
