I
Изобретение относится к прокатному производству, в частности к производству периодических профилей.
Известен составной валок, содержащий ось и насадную бочку, выполненную в виде комплекта насаженных вдоль оси сегментов с выступами, устаршвливаемыми в направляющие пазы оси 1.
Однако в известной конструкции валка между смежными сегментами предусматривается зазор, в который затекает металл, вследствие чего на прокатных штангах образуется брак в виде заусенцев и облоя, для удаления которых требуется проводить дополнительную механическую обработку проката.
Цель изобретения - исключение затекания металла по месту разъема сегментов и упрощение образующих бочку сборкиразборки валка.
Это достигается тем, что плоскость разъема сегментов ориентирована в плоскости наименьщего катающего диаметра и сегменты соединены между собой посредством упругих элементов, выполненных в виде двутавровых балок, фланцы полок которых с одной стороны установлены в монтажные
пазы смежных сегментов, а с другой оперты на несущую ось, при этом на стенке упругих элементов со стороны сег.ментов выполнен выступ, примыкающий к плоскости разъема, а противоположная сторона стенки расположена от образующей диаметра оси на расстоянии, равном величине упругого изгиба стенки; и что упругие элементы выполнены из материала с меньщим коэффициентом линейного расщирения, чем материал сегментов.
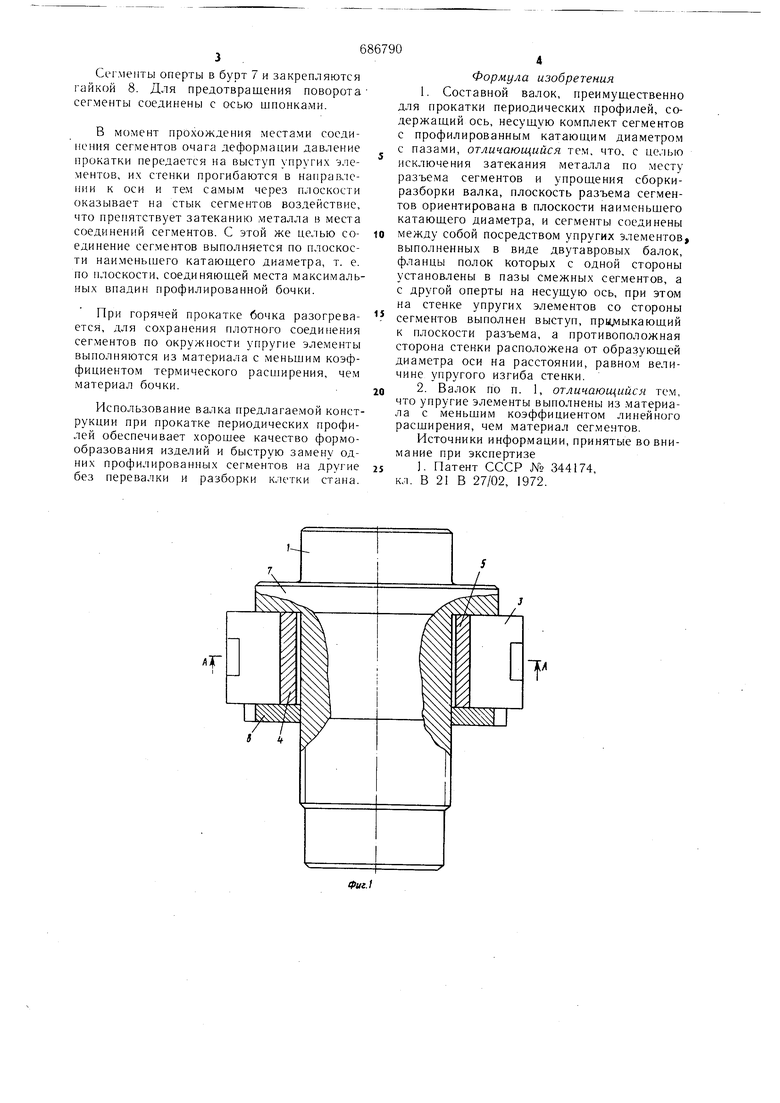
На фиг. 1 изображен валок, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
На оси 1 размещены профилированные сегменты 2 и 3, соединенные между собой упруг-ими элементами 4 и 5, расположенными диаметрально противоположно в плоскости, перпендикулярной плоскости разъема сегментов.
Фланцы полок упругих элементов с одной стороны установлены в монтажные пазы смежных сегментов, а с другой оперты на ось 1. Нри этом сегменты по месту разъема опираются на выступ 6, выполненный на стенках упругих элементов, а расстояние до противоположной стенки от оси, по меньщей мере, равно величине упругого изгиба стенки. Сегменты оперты в бурт 7 и закрепляются гайкой 8. Для предотвращения поворота сегменты соединены с осью шпонка МИ. В момент прохождения местами соедиИения сегментов очага деформации давление прокатки передается на выступ упругих элементов, их стенки прогибаются в направлении к оси и тем самым через плоскости оказывает на стык сегментов воздействие, что препятствует затеканию металла в места соединений сегментов. С этой же целью соединение сегментов выполняется по плоскости наименьщего катающего диаметра, т. е. по плоскости, соединяющей места максимальных впадин профилированной бочки. При горячей прокатке бочка разогревается, для сохранения плотного соединения сегментов по окружности упругие элементы выполняются из материала с меньщим коэффициентом термического расширения, чем материал бочки.. Использование валка предлагае.мой конст рукции при прокатке периодических профилей обеспечивает хорошее качество формообразования изделий и быструю замену одних профилированных сегментов на другие без перевалки и разборки клетки стана. Формула изобретения 1. Составной валок, преимущественно для прокатки периодических профилей, содержащий ось, несущую комплект сегментов с профилированным катающим диаметром с пазами, отличающийся тем, что, с целью исключения затекания металла по месту разъема сегментов и упрощения сборкиразборки валка, плоскость разъема сегментов ориентирована в плоскости наименьщего катающего диаметра, и сегменты соединены между собой посредством упругих элементов, выполненных в виде двутавро.вых балок, фланцы полок которых с одной стороны установлены в пазы смежных сег.ментов, а с другой оперты на несущую ось, при этом на стенке упругих элементов со стороны сегментов выполнен выступ, прьуиыкающий к плоскости разъема, а противоположная сторона стенки расположена от образующей диаметра оси на расстоянии, равном величине упругого изгиба стенки. 2. Валок по п. 1, отличаюш ийся тем, что упругие элементы выполнены из .материала с меньщим коэффициентом линейного расширения, чем материал сегментов. Источники информации, принятые во внимание при экспертизе J. Патент СССР № 344174, кл. В 21 В 27/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной гребневый валок трехвалкового стана | 1985 |
|
SU1258531A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2015 |
|
RU2598068C1 |
| Валковый узел многовалкового стана | 1982 |
|
SU1068188A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| Составной прокатный валок | 1982 |
|
SU1069891A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2017 |
|
RU2680121C1 |

