cpus.i
2-. Инструмент по п, 1, о т л и чающийся тем, что один из; режу щих элементов для измельчения кромки выпо.ГНен в виде выступа с торцовой режущей кромкойS образованной пересечением его цилиндрической поверх10i it36
ности гшоскостью, наклоненной под острым углом к боковой грани дискового ножа, и плоскостью, проходящей черезь ось дискового ножа перпендикулярно к линии пересечения указанных выше наклонной плоскости и боковой грани.

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обрезки листового материала | 1983 |
|
SU1098690A2 |
| Устройство для обрезки кромки полосового материала и ее крошения | 1984 |
|
SU1177084A1 |
| Устройство для обрезки и крошения кромок полосового материала | 1986 |
|
SU1377171A1 |
| Инструмент летучих ножниц | 1990 |
|
SU1750874A1 |
| Устройство для смазки инструмента | 1986 |
|
SU1386387A1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ | 2006 |
|
RU2334599C2 |
| Устройство для смазки пар ножей дисковых ножниц | 1986 |
|
SU1399022A2 |
| Дисковые ножницы | 1981 |
|
SU967688A1 |
| Способ обрезки кромок металлических полос | 1986 |
|
SU1433654A1 |
| Устройство для смазки пар ножей дисковых ножниц | 1983 |
|
SU1113195A1 |
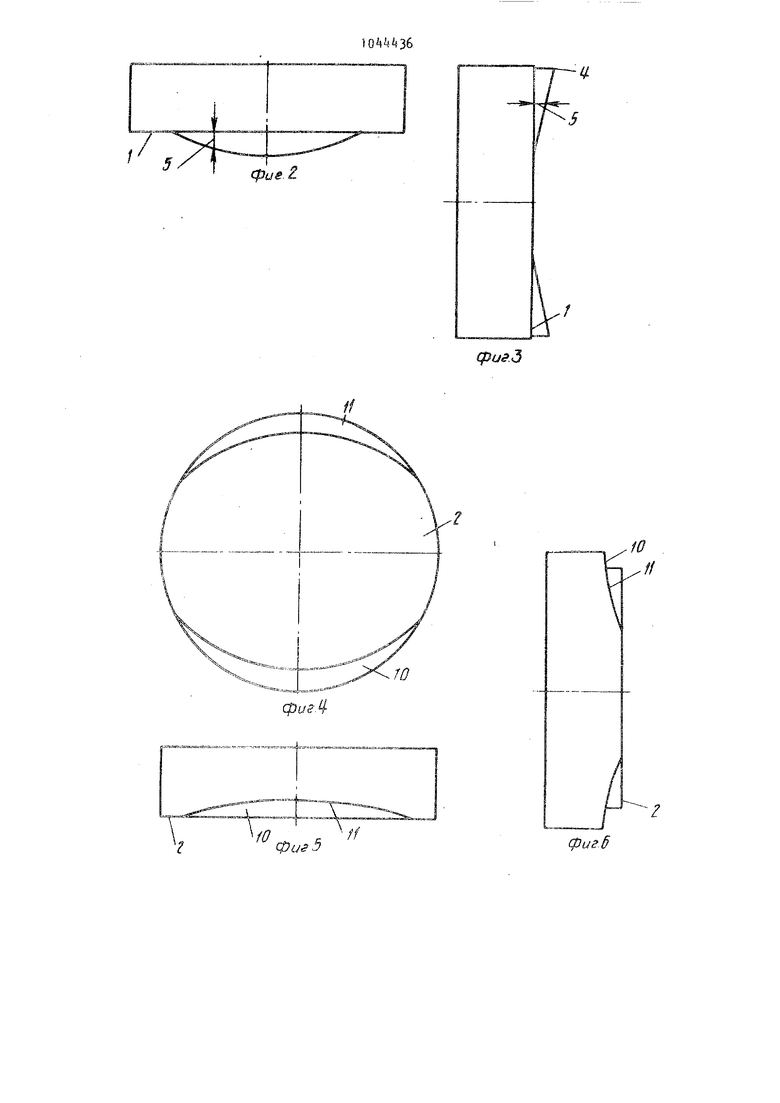
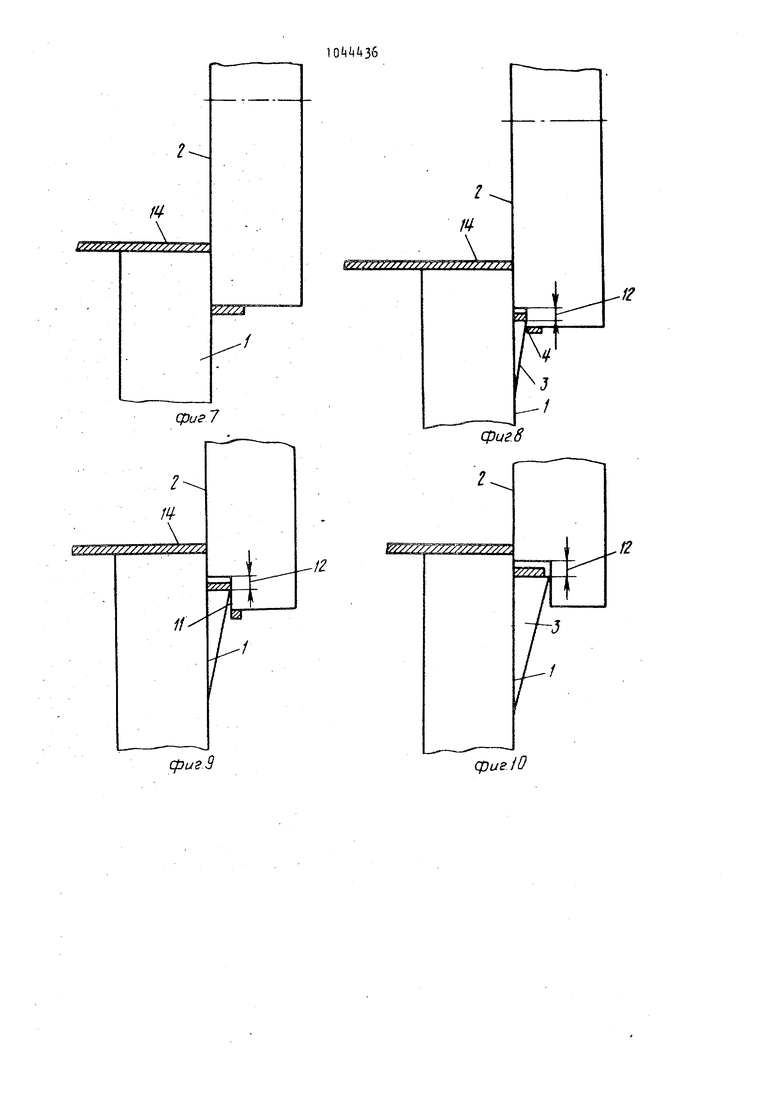

Изобретение относится к обработке металлов давлениеи и может быть использовано в цехах, где применяются технологические агрегать с под резкой кромок полосового проката и ее измельчения на дисковых ножницах Известно устройство для продольной резки стали, применяемое для об резки кромо-с с помощью дисковых ножей. У тановлены с возмо жностью регулирования расстояния осями i П Недостаток известного устройства заключается в повышенном расходе ме талла, связанном с необходимостью по резки широкой кромки с обеих сторон листа,; причем ширина подрезаемой кро ки пим-пируется ее прочностью,Уменьшение шир|;ч з| подрезаемой кромки до пределов, д мстуемых необходимоспзю получения качественной полосы после подрезкиt не известных ножницах невозможно, TciK как при транспортиоовэнии подр езанной кромки к кромкокрошитепьны ножи и дам или кронкомоталкам 1-;зоб;:оДлио -1скпючить зе обпья л запутыаан|/е, Наиболее близким по технической сущности и достигаемому результагу к npeAnarasMOivy является инструмент дп обрезки листового материала содер|жащий дискоаые ножи и режущие элементы для измельчения кромки; размещенные на боковой грани одного из ди ковых ножей zj . Недостаток устройства низко-г: ка чество продольного реза полосы,так как при подходе к области реза режущих элементов ля измельчения кромки происходит их резкое изменение перекрыт 1я; сопровождающееся ударным изменением нагрузки. Ударная нагрузка вызь;взет поя.Бление мии;ротрещин в зоне реза, -;то ухудшает |сачество полу.4ae;iO;(v штапла .Кроме тогОаПоперечная резка режущими элементами также сопровождается ударной нагрузкой (по аналогии с барабанными летучими ножницами/, Ударные нагрузки при резке кромок полсэсы сокращают срок службы ножей и механизма ножниц. . Цель изобретения - повышение качества изделий путем устранения ударных нагрузок, возникающих при измельчении , Поставленная цель достигается тем, что 3 инструменте для обрезки листового материала, содержащем дисковые ножи и режущие элементы для измельчения кромок, размещенные на боковой грани одного из дисковых ножей, по меньшей мере один режущий элемент для измельчения кромки выполнен в виде выступа с торцовой режущей кромкой, образованной пересечением его цилиндрической поверхности плоскостью , наклоненной под острым углом к боковой грани дискового ножа, а реко-щая часть другого дискового ножа выполнена со впадинами , соответствуюш,ими упомянутым выступам. Один из режуи.1их элементов для измельчения кромки выполнен в виде выступа с торцовой режущей кромкой, образованной пересечением его цилиндрической поверхности плоскостью, наклоненной под острым, углом к боковой грани дискового ножа и плоскостью,проходящей через ось дискового ноже перпендикулярно к линии пересечения указанных выие наклоненной плоскости и боковой грани. На фиг. 1 -,3 изображен нож, проекции; на фиг. другой нож проекции; на фиг. 7 10 последовательность процесса обрезки кромок полосы ; на фиг, вариант выполнения инструмента; на фиг. 13 и 14форма реза кромок полосы.
Инструмент содержит дисковые ножи с боковыми гранями 1 и 2 (фиг.1 12) .контактирующими между собой,режущие элементы для разделения обрезаемой кромки, выполненные таким образом, что на боковой грани 1 выполнен выступ 3 с торцовой режущей кромкой k, образованной пересечением его цилиндрической поверхности плоскостью, наклоненной под острым углом к боковой грани 1 дискового ножа, при этом расстояние 5 от режущей торцовой кромки А выступа 3 плавно изменяется (фиг.2 и З) от боковой грани 1 с выходом на нет в точках 6 и 7| по крайней мере с одной стороны. На фиг. 1-3 изображены по два выступа на одном ноже с выходом на нет с обеих сторон (точка 6 и 7) , а на фиг.11 (как вариант изображен выступ 8, имеющий плавный выход на нет с одной стороны в точке 9. На режущей части другого дискового ножа выполнена впадина 10 (фиг.4-6,8-10 , 12) с режущей гранью 11, соответствующей торцовой режущей кромке на выступе 3. Торцовая режущая кромка k имеет серповидную форму (фиг. 1,11).Между выступом 3 и впадиной 10 имеется радиальный зазор 12.
Инструмент работает следующим образом.
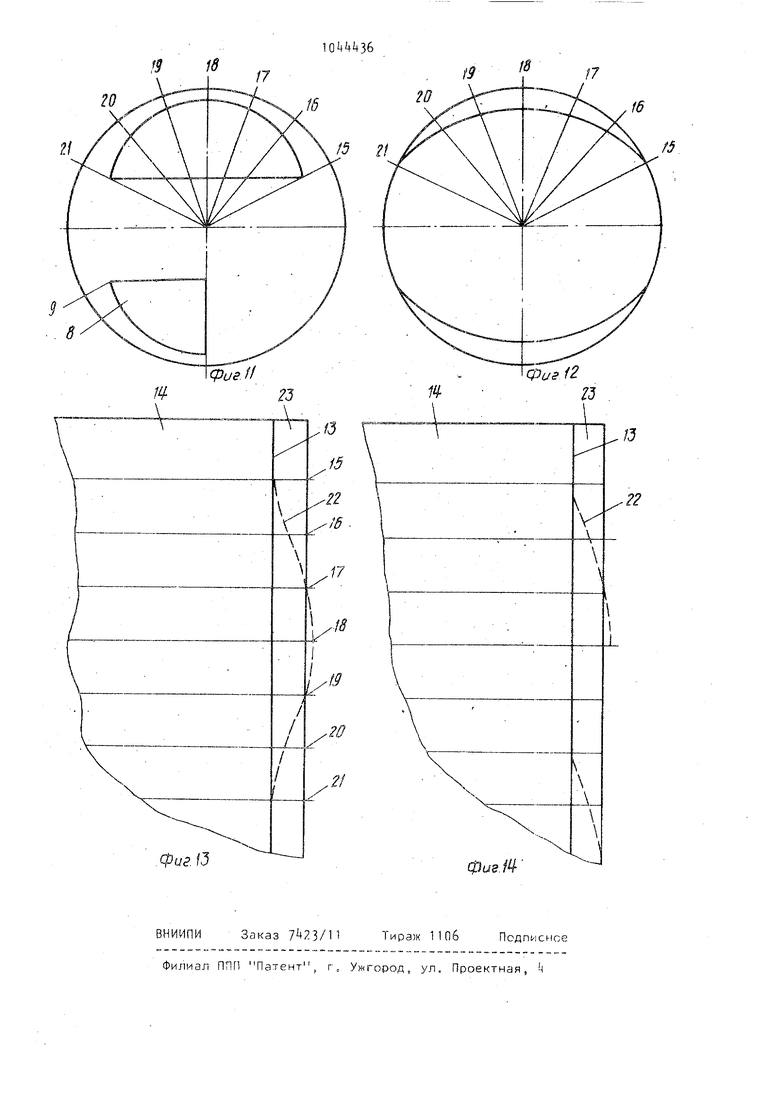
Боковые грани дисковых .ножей 1 и 2 при взаимодействии осуществляют продольную обрезку кромки по аналогии с обычными дисковыми ножами (фиг.). Траектория их движения обозначена сплошной линией 13 на обрезаемом материале Tt (фиг.13 и 14), При повороте дисковых ножей торцовая режущая кромка выступа 3 вх дит во взаимодействие с режущей гранью 11 впадины 10. Последовательность их взаимодействия по сечениям, обозначенным позициями , показана на фиг.7-1, а траектория реза в поперечном направлении, осуществляемая при взаимодействии торцевой режущей кромки k с режущей гранью 11 показана штриховой линией 22 на фиг. 13 и 14. Начало измельчения кромки осуществляется в сечении 15 (фиг.7,11-14) В этом сечении торцовая режущая кромка 4 выступа 3 начинает входить во взаимодействие с режущей гранью 11 впадины 10. При дальнейшем повороте
444364
ножей взаимодействиенвпадины и выступа продолжается, и отрезаемаякромка перерезается в поперечном направлении. Последовательность поперечного реза показана на фиг.8,9.10,
13,14. На фиг. 10 показан момент взаимодействия ножей в сечении 18 , (фиг. 11-13). При дальнейшем вращении ножей процесс идет в обратной 10 последовательности, т.е. в сечениях 19-21 поперечный разрез смещается от положения, показанного на фиг.10,к положению , показанномуна позициях фиг.7-9. Далее осуществляется тольis ко продольный рез до входа во взаимодействие следующей впадины и выступа (на фиг.1-6 показаны ножи,каждый из которых имеет две одинаковых впадины и два одинаковых выступа). 20 Таким образом, за один полный оборот ножей, имеющих по два выступа и две впадины, кромка перерезается в поперечном направлении 4 раза. Радиальный зазор 12 между выступом и впадиной больше максимальной толщины отрезаемой кромки, размещающейся в этом зазоре (фиг.8-10) , а максимальная высота выступа больше максимадьной возможной ширины обрезаемой кром3Q ки до ее полного перерезания по ширине (фиг.10). Наглядно это видно на фиг.13 и 14, где отрезаемая от полосы кромка обозначена позицией 23, а ее ширина меньше максимального удаления штриховой линии поперечного реза от линии 13 продольного реза. Как вариант, выступ 3 на дис- ковом ноже может иметь выход на нет с одной стороны (позиция 8 на фиг. 11)При этом траектория поперечного реза изображена штриховой линией, показанной на фиг.14.
Предлагаемый инструмент позволяет обеспечить высокое качество продольного реза, так как дополнительные элементы ножей, осуществляющие поперечную резку, не влияют на продольный рез. Это хорошо видно на фиг.710. Кроме того, форма выступа и епадины обеспечивает плавность начала и окончания поперечного реза кромки, что исключает ударные нагрузки при работе дисковых ножей, а устранение ударной нагрузки увеличивает срок службы ножей и всего инструмента, по сравнению с базовым объектом, в качестве которого принят прототип.
(p(j.3
fO
.//
fOr //
5
/
фиг 6
q}us7
-iZ
(pus.9
.12
фие.Ш
