00 00о
со
00
Изобретение относится к обработке Металлов давлением, а именно к вспомогательному оборудованию прокатного производства, и может быть исполь- зовано для смазки ножей дисковых ножниц, предназначенных для продольной резки полосового материала
Дель изобретения - повьшение производительности и улучшение качества резания ножами дисковых ножниц
На фиго изображено устройство для смазки пар ножей дисковых ножниц, общий вид; на фиго2 - элемент тарельчатой формы; на фиг.З - вид А Hd фиг.2,
Устройство для смазки дисковых ножей 1, закрепленных на валах 2 гайками 3 с контргайками 4 содержит элемент 5, выполненный тарельчатой формы и сконтактированный поверхностью 6 с торцовой поверхностью 7 дискового ножа 1 с образованием полости 8 для размещения смазкИо На поверхности 6 элемента 5 выполнены сквозные канавки 9. Полоса обозначена позицией 10, обрезаемая кромка - позицией П, зона реза - позицией 12
Устройство для смазки ножей дисковых ножниц работает следующим об- разом,
В процессе обрезки кромки 11 от полосы 10 при вращении дисковых ножей 1 смазка, размещенная в полости 8, под действием центробежных сил через сквозные канавки 9 попадает на торцовую поверхность 7 ножа 1, растекается по ней и попадает в зону 12 реза, смазывая в процессе резки режущую кромку ножа. 1. При уменьщении количества попадаемой в зону реза смазки трение кромки ножа о метал увеличивается, дисковый нож 1 разогревается, смазка в полости 8, образованной элементом 5 и торцовой поверхностью 7 ножа 1 (в первую оче- редь слои смазки, прилегающие к поверхности 7) нагреваются, вязкость их уменьщается и смазка более интенсивно под действием центробежных сил растекается по торцовой поверхности 7, попадая в зону реза 12, Трение в зоне реза уменьшается, нож охлаждается и количество поступающей смазки также снижается. Таким образом, осуществляется автоматическое саморегулирование процесса. По мере расхода смазки ее запас в полости 8 периодически пополняют
Формула изобретения
Устройство для смазки инструмента преимущественно ножей дисковых нож-- ниц, содержащее емкость под смазку в виде оболочки, образующую с поверхностью инструмента полость, связанну с рабочей поверхностью инструмента пазами, выполненными на поверхности оболочки, примыкающей к поверхности инструмента, отличающееся тем, что, с целью повышения производительности и улучшения качества резания, оболочка выполнена тарельчатой формы, расположена соосно дисковому ножу и закреплена на его валу с возможностью взаимодействия большим основанием с торцовой поверхностью ножа, при этом пазы на поверхности оболочки вьтолнени радиально.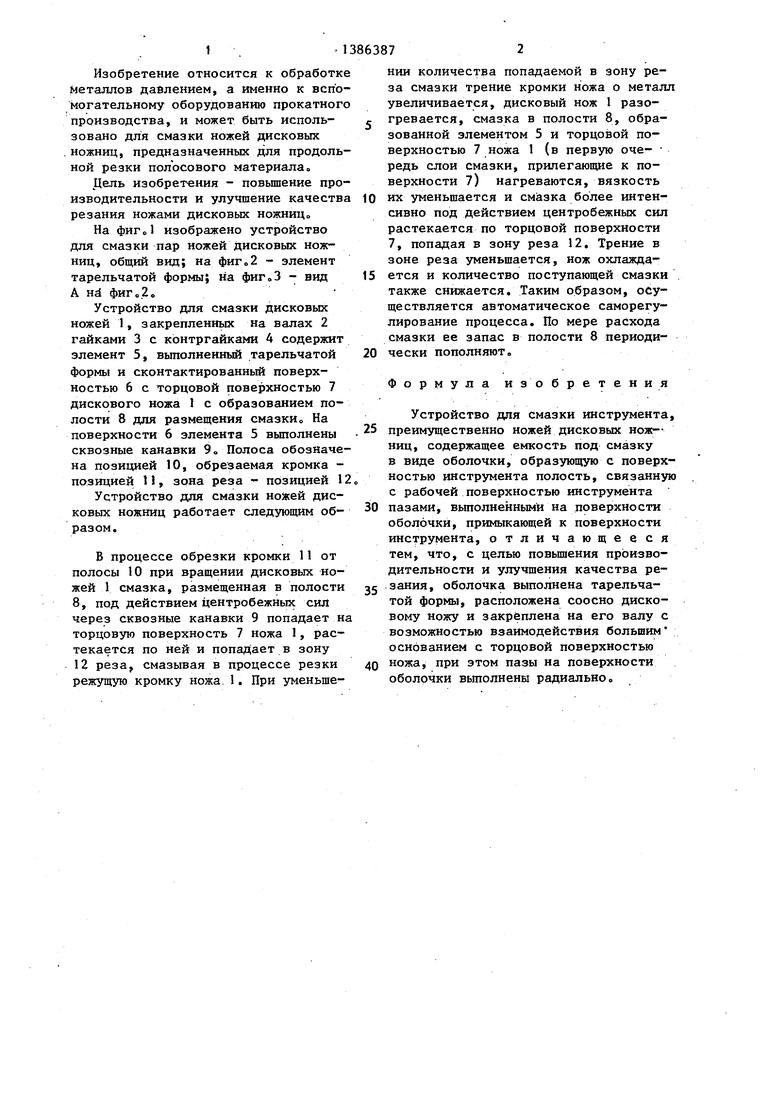
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной резки полосового материала | 1985 |
|
SU1238909A1 |
| Устройство для смазки пар ножей дисковых ножниц | 1983 |
|
SU1113195A1 |
| Инструмент для обрезки листового материала | 1982 |
|
SU1044436A1 |
| Устройство для обрезки и крошения кромок полосового материала | 1986 |
|
SU1377171A1 |
| Способ получения полосового материала | 1986 |
|
SU1368112A1 |
| Устройство для направления обрезаемой кромки полосового металла | 1986 |
|
SU1349908A1 |
| Устройство для смазки пар ножей дисковых ножниц | 1987 |
|
SU1447584A2 |
| Устройство для смазки пар ножей дисковых ножниц | 1986 |
|
SU1399022A2 |
| Дисковые ножницы | 1988 |
|
SU1618525A1 |
| Способ обрезки кромок металлических полос | 1986 |
|
SU1433654A1 |
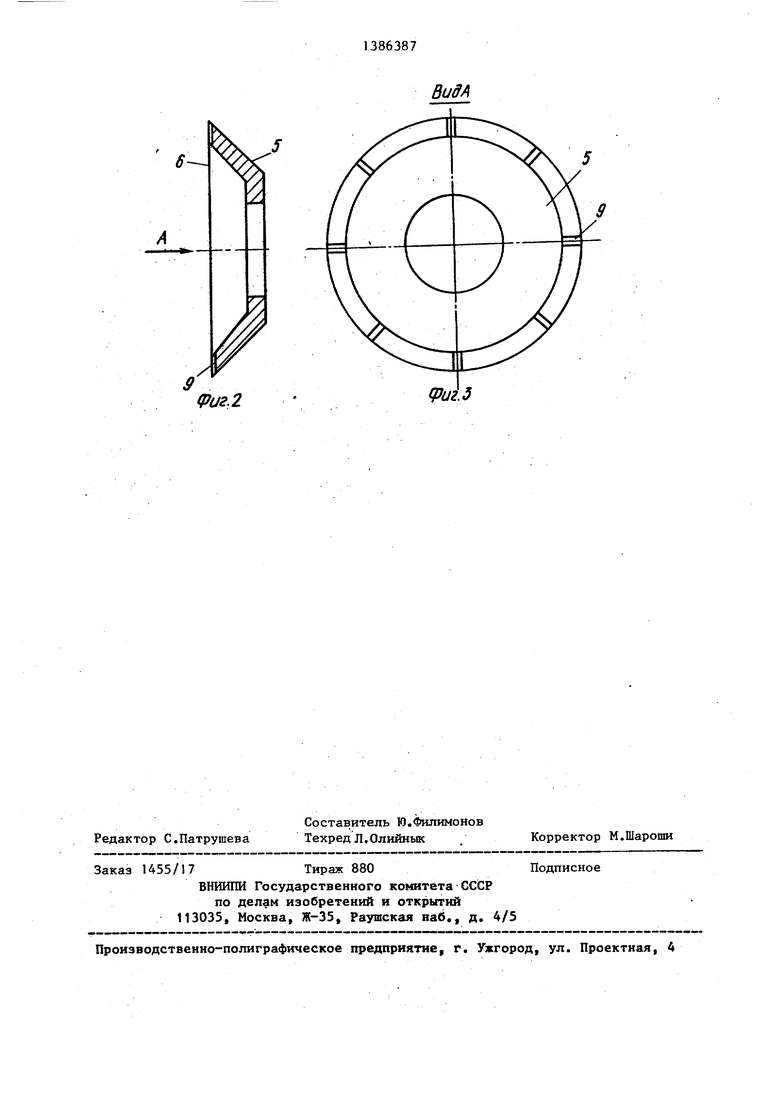
Изобретение относится к обработке металлов давлением, а именно к вспомогательному оборудованию пр о- катного производства, и может быть использовано для смазки ножей дисковых ножниц Цель - повьшение производительности дисковых ножниц и качества резания о В процессе обрезки кромки И от полосы 10 при вращении дисковых ножей 1 смазка, размещенная в полости 8, под действием центробежных сил через сквозные канавки 9 попадает на торцовую поверхность 7 ножа 1, растекается по ней и попадает в зону реза 12, смазьшая в процессе резки режущую кромку ножа 1. При уменьшении количества попадаемой в зону реза смазки трение кромки ножа 0металл увеличивается. Дисковый иож 1разогревается, смазка в полости 8, образованной элементом 5,и торцовой поверхностью 7 ножа 1, нагревается, вязкость ее уменьшается и смазка более интенсивно под действием центробежных сил растекается по торцовой поверхности 7, попадая в зону реза 12, Трение в зоне реза уменьшается, нож охлаждается и количество поступающей смазки также снижается. Осуществляется саморегулирование процесса, 3 ил. i (Л
(риг,2
fpuzS
| ВСЕСОЮЗНАЯ 1ПАТ?НТЙ040:й^Г-:-КДН]F.t,^r;nu-"3~:"KA i | 0 |
|
SU307836A1 |
