4
САд
00 О5
сл
4;
Изобретение относится к обработк металлов давлением и может быть использовано в заготовительном производстве для обрезки кромок металлических полос.
Целью изобретения является повышение производительности процесса обрезки кромок полос за счет упрощения процесса настройки ножей дисковых ножниц.
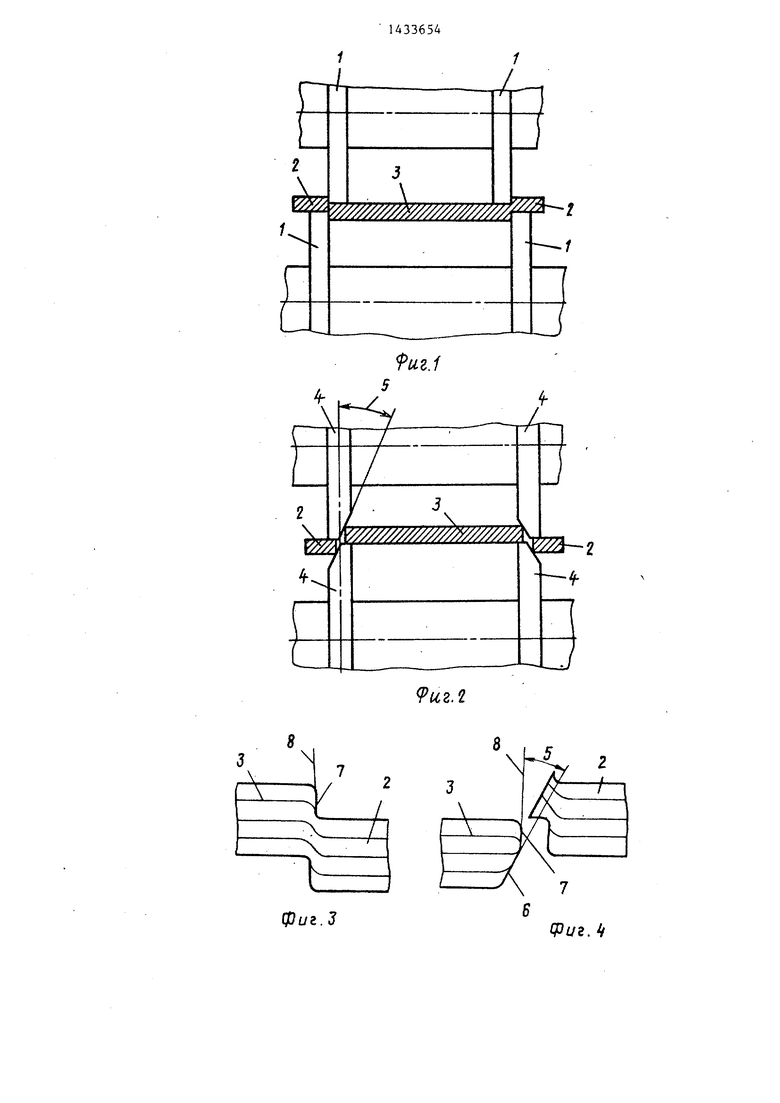
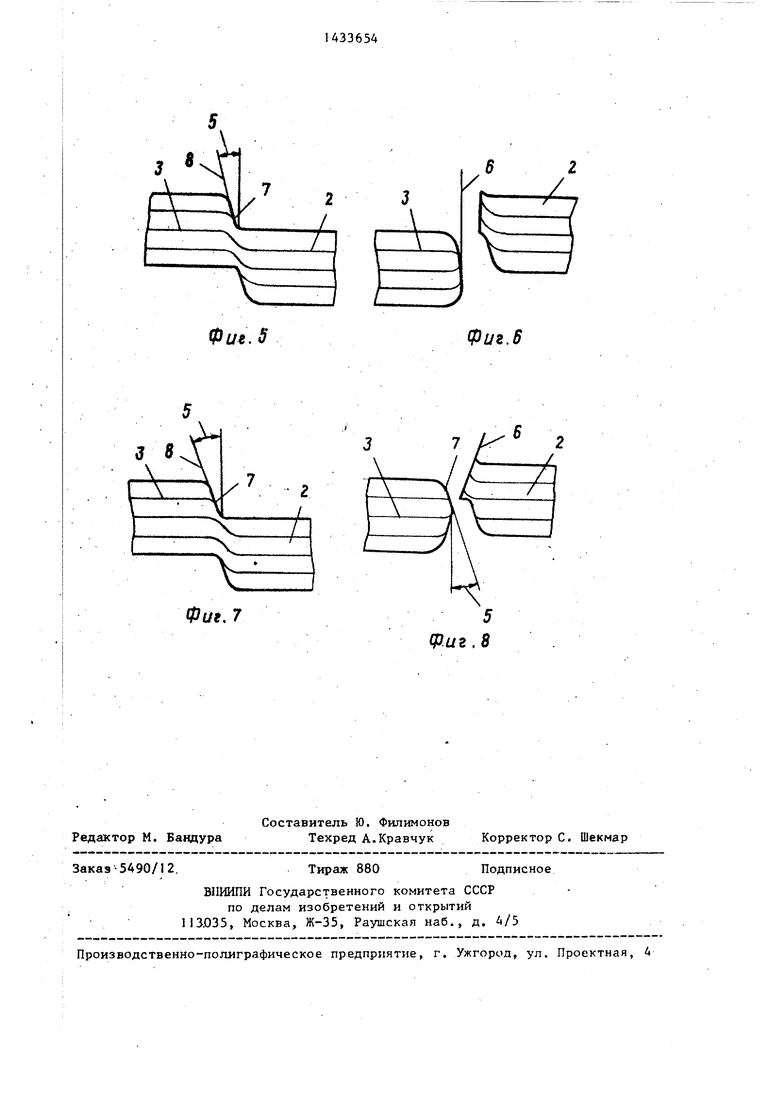
На фиг. 1 изображен процесс надреза отделяемой кромки полосы; на фиг. 2 - процесс окончательного реза кромки полосы; на фиг. 3 - надрез полосы при приложении усилия сдвига перпендикулярно ее плоскости на фиг. 4 - окончательный рез при приложении усилия сдвига под углом к направлению сдвига при предьду- щем надрезе; на фиг. 5 - надрез полосы при приложении усилия сдвига под углом к ее плоскости; на фиг.6- окончательный рез при приложении усилия сдвига перпендикулярно полосы; на фиг,. 7 - надрез полосы при приложении усилия сдвига под углом к ее плоскости; на фиг. 8 - окончательный рез при приложении усилия сдвига под углом к направлению сдвига при предьщущем надрезе.
Кромку обрезают последовательно двумя парами дисковьгх4 ножей. В паре ножей I (фиг. 1) осуществляют надрез кромки 2 полосы 3, при этом форма надреза показана на фиг. 3. Окончательный рез осуществляют второй парой ножей 4 (фиг. 2). Второй па- рой ножей осуществляют наклонный ре под углом 5 () с выходом окончательного реза 6 на плоскость 7 первого надреза 8 полосы 3 (см.
фиг. 3, 4). При этом форма края полосы, показанная на фиг. 4, имеет скругленные грани без заусенцев. Наклонный рез выполняют либо на стадии окончательного реза кромки Гпо- следовательность действия показана на фиг. 3, 4) , либо вначале осуществляют наклонный надрез полосы,
а затем окончательно отделяют кромку прямым резом (фиг. 5, 6), либо и первьй и второй разы осуществляют наклонными (фиг. 7, 8) Во всех случаях плоскость первого надреза
полосы обозначена позицией 7, а окончательный рез позицией 6.
Формула изобретения
1.Способ обрезки кромок метал- лических полос, включающий надрез
полосы и ее окончательный рез путем сдвига при пропускании полосы через две пары дисковых ножей, отличающийся тем, что, с целью повышения производительности за счет упрощения процесса настройки ножей дисковых ножниц, направления сдвига при надрезе полосы и ее окончательном резе расположены под углом
один к другому.
2.Способ по пп. 1-3, о т л и - чающийся тем, что угол между направлениями сдвига при надрезе и последующем резе составляет 2-10 .
3. Способ по п. I, отличающийся тем, что сдвиг при надрезе полосы осуществляют перпендикулярно плоскости полосы.
4. Способ по п. Ij отличаю щ и и с я тем, что сдвиг при надрезе полосы осуществляют под углом к плоскости полосы.
Ш
Шт 2 т22ШШ А
Ш
т22ШШ А
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обрезки листового материала | 1982 |
|
SU1044436A1 |
| Устройство для обрезки и крошения кромок полосового материала | 1986 |
|
SU1377171A1 |
| Устройство для обрезки кромки полосового материала и ее крошения | 1984 |
|
SU1177084A1 |
| Способ получения полосового материала | 1986 |
|
SU1368112A1 |
| Устройство для обрезки кромок полосового материала | 1986 |
|
SU1444099A1 |
| Способ обработки полосы | 1986 |
|
SU1479211A1 |
| Устройство для смазки пар ножей дисковых ножниц | 1986 |
|
SU1399022A2 |
| Инструмент для обрезки листового материала | 1983 |
|
SU1098690A2 |
| Устройство для смазки пар ножей дисковых ножниц | 1983 |
|
SU1113195A1 |
| Способ обработки полосы | 1985 |
|
SU1282991A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве для обрезки кромок металлических полос. Цель - повышение производительности процесса обрезки кромок полос за счет упрощения процесса настройки ножей дисковых ножниц. Осуществляют надрез полосы и ее окончательный рез путем сдвига при пропускании полосы через две пары листовых ножей. При надрезе полосы сдвиг осуществляют в направлении, расположенном под углом к направлению сдвига при окончательном резе. . Угол между направлениями сдвига при надрезе и окончательном резе составляет 2-10 . 3 з.п. ф-лы, 8 ил. сл
f
8
3
v
Srzz
ъ
фиг. J
«г./
т т //т7/////А
9 иг. г
. Фи.З
Редактор М. Бандура
Составитель Ю. Филимонов Техред А.Кравчук
Заказ-5490/12.
Тираж 880
ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 113.035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.6
Корректор С. Шекмар
Подписное
| Новое оборудование для.резки полос, разработанное в ФРГ | |||
| Экпресс- информация | |||
| М., Черметинформация, сер | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
