Изобретение относится к обработке металлов давлением, а именно к конструкциям сборных штампов для горячей объемной штамповки на молотах, и направлено на дальнейшее совершенствование известных конструкций сборных штампов, применяемых в этой области.
Известны различные конструктивные исполнения сборных молотовых штампов для горячей объемной штамповки.
К числу известных относится, например, штамп для объемной штамповки на молотах, содержащий корпус и установленную в нем сменную вставку с гравюрой, сопряженную с корпусом по цилиндрической посадочной поверхности (1).
В известном штампе сменная вставка с гравюрой в гнезде корпуса по горячей посадке, при этом силы трения, создаваемые натягом горячей посадки, удерживают сменную вставку в гнезде корпуса штампа.
Недостатком известного штампа является низкая надежность крепления вставки в гнезде корпуса штампа, объясняющаяся тем, что в процессе штамповки происходит разогрев корпуса штампа, при этом уменьшается натяг между корпусом и вставкой, что может привести к выпадению вставки из гнезда корпуса.
Кроме того, к недостаткам известной конструкции штампа относится сложность его изготовления за счет выполнения сопрягаемых поверхностей корпуса и вставки с предельными отклонениями под горячую посадку.
Наиболее близким к предлагаемому изобретению по технической сущности является молотовой штамп с прямоугольными вставками и креплением их клином (2).
Известный молотовой штамп с прямоугольными вставками и креплением их клином содержит верхний и нижний корпусы с установленными в них прямоугольными вставками - обоймами, в которые запрессованы на горячую посадку овальные сменные вставки, при этом силы трения, создаваемые натягом горячей посадки, удерживают сменную вставку в гнезде вставки-обоймы. Прямоугольные вставки-обоймы крепятся в корпусе клином.
Недостатком известного штампа является ограниченность его применения, так как не гарантируется надежность крепления вставок, запрессованных на горячую посадку.
Другим недостатком известной конструкции является сложность его изготовления - выполнение сопрягаемых поверхностей обоймы и вставки с предельными отклонениями под горячую посадку, а также наличие при сборке штампа нагрева элементов штампа под горячую посадку, что значительно осложняет условия работы при сборке.
Кроме того, недостатком известной конструкции является то, что креплении вставки-обоймы клином, расположенным вдоль оси хвостовика, значительно увеличиваются габариты штампа.
Технический результат, обеспечиваемый изобретением, выражается в надежном креплении вставок, упрощении условий работы при сборке и уменьшении габаритов штампа.
Это достигается тем, что в предлагаемом штампе, содержащем верхний и нижний корпусы, вставку-обойму, сменные вставки и клинья для крепления вставки-обоймы (общие с прототипом признаки), предусмотрены следующие особенности конструктивного исполнения функциональных элементов и их взаимосвязей (отличительные признаки):
вставка-обойма выполнена с кольцевой проточкой;
сменная вставка выполнена в форме цилиндра с фланцем, входящим в кольцевую проточку;
сменная вставка снабжена стопором, препятствующим ее провороту;
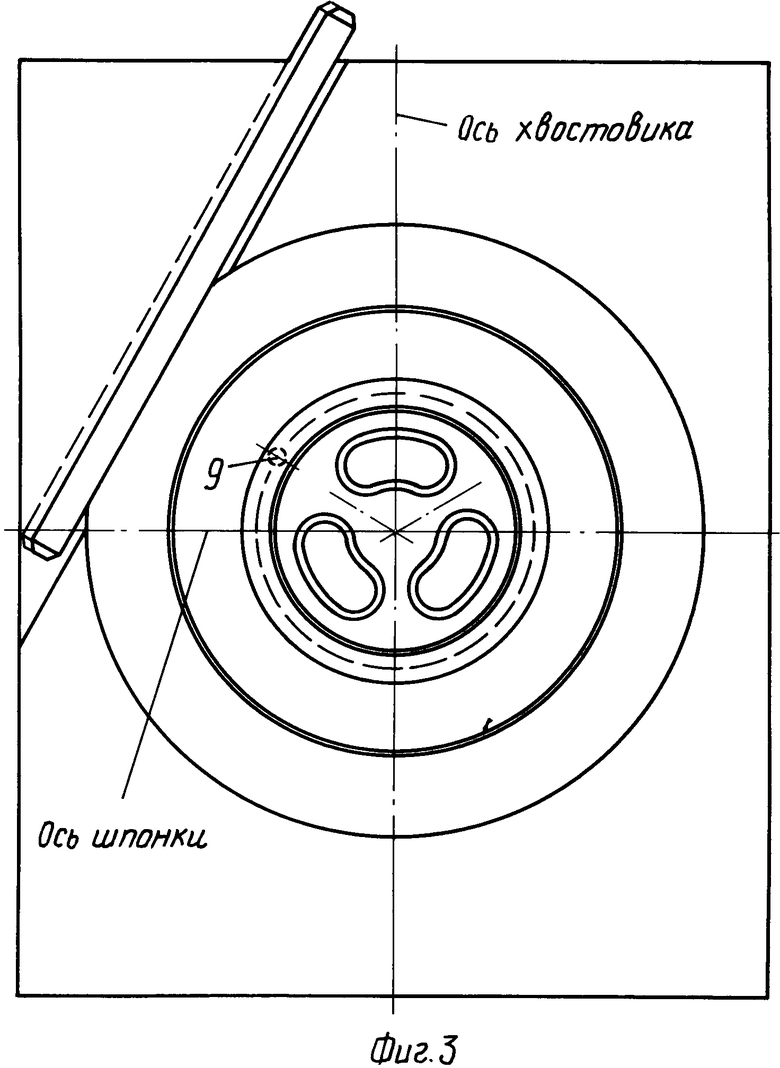
клин крепления вставки-обоймы расположен под углом 0. . . 90о к оси хвостовика с задней нерабочей стороны штампа.
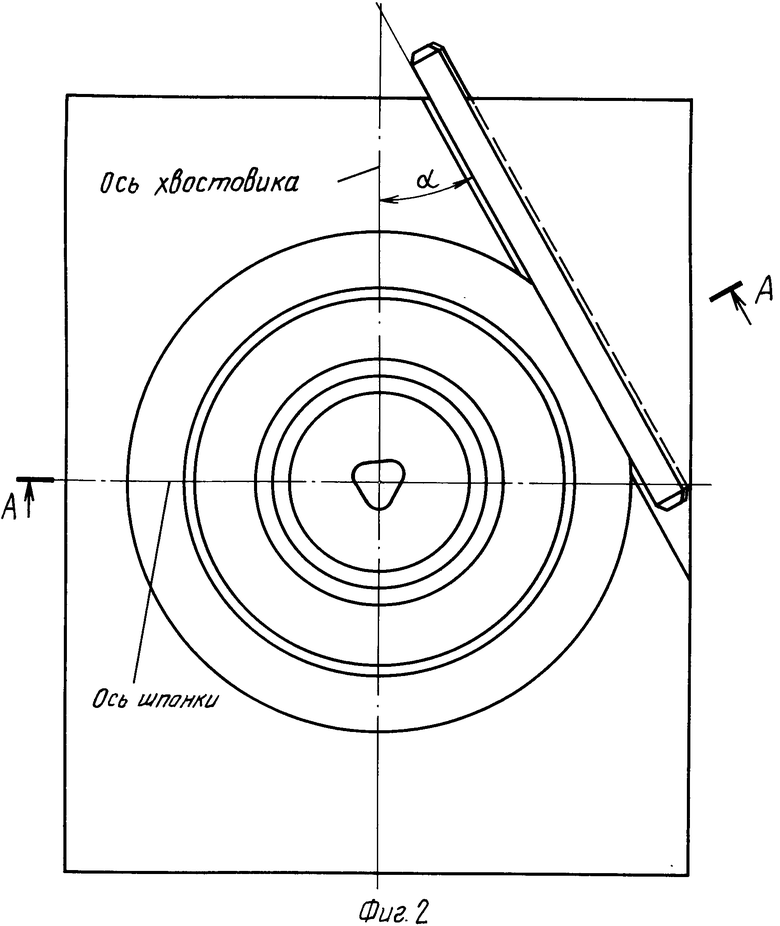
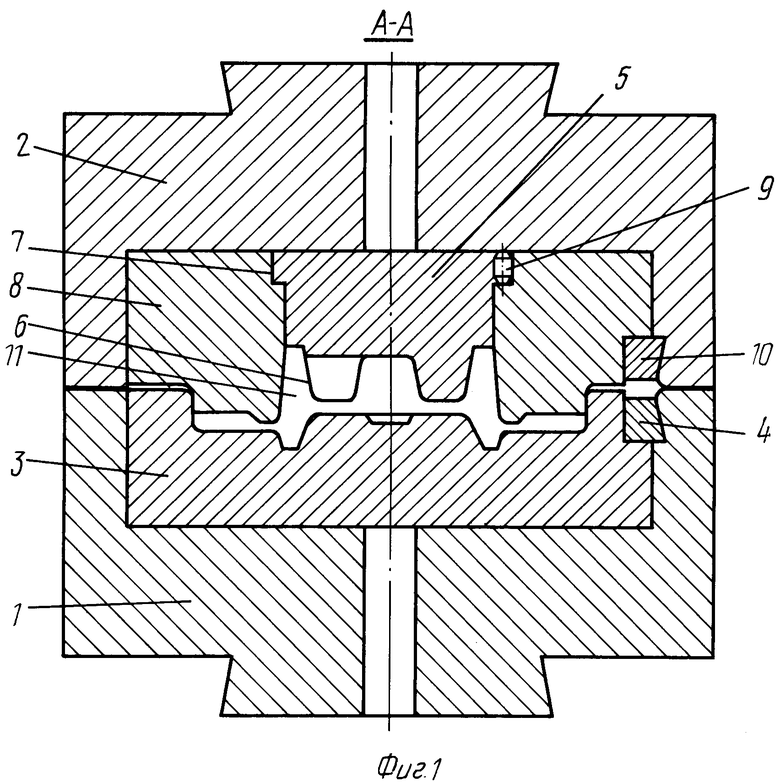
На фиг. 1 показан поперечный разрез А-А молотового штампа; на фиг. 2 - вид сверху на нижнюю половину штампа; на фиг. 3 - вид снизу на верхнюю половину штампа.
Штамп содержит нижний 1 и верхний 2 корпусы. В нижнем корпусе 1 установлена вставка 3, которая крепится клином 4. В верхнем корпусе 2 установлена сменная вставка 5 с поверхностью гравюры 6 и кольцевым фланцем 7 на опорном торце. Вставку 5 охватывает вставка-обойма 8, имеющая кольцевую проточку для размещения фланца 7 сменной вставки 5. Между вставкой 5 и вставкой-обоймой 8 установлен стопор 9, препятствующий провороту вставки 5. Вставка-обойма 8 крепится в верхнем корпусе 2 клином 10. В закрытом положении вставка 3 нижнего корпуса 1 и сменная вставка 5, расположенная в вставке-обойме 8, образуют полость окончательного ручья 11, в котором происходит деформирование заготовки.
Штамп работает следующим образом.
Перед установкой на молот осуществляют сборку штампа в следующей последовательности.
Нижний корпус 1 и верхний корпус 2 устанавливают на молот и производят забивку клиньев - закрепление корпусов в соублоке и бабе молота. В нижний корпус 1 устанавливают вставку 3 и закрепляют клином 4. На нижний корпус 1 устанавливают предварительно собранные вставку-обойму 8 и сменную вставку 5 с установленным между ними стопором 9. Сменная вставка 5 удерживается во вставке-обойме 8 кольцевым фланцем 7. Опуская бабу молота вниз, подвигают верхний корпус 2 на вставку-обойму 8 с установленной в нее сменной вставкой 5. При закрытом штампе производят забивку клина 10 и т. о. - закрепляют в верхнем корпусе 2 вставку-обойму 8, которая удерживает сменную вставку 5 с кольцевым фланцем 7 на опорном торце. Вставка-обойма 8 и поверхность гравюры 6 сменной вставки 5 образуют совместно со вставкой 3 полость окончательного ручья 11. Клинья 4 и 10 забивают с задней (нерабочей) стороны штампа, при этом передние торцы клиньев 4 и 10 не выходят за пределы корпуса 1 и 2 штампа. Расположение клиньев 4 и 10 под углом к оси хвостовика с противоположной от рабочего стороны штампа, позволяет уменьшить габариты штампового кубика, не уменьшая усилия затяжки клином вставки-обоймы 8, так как размеры углового участка поля штампа обеспечивают необходимую прочность.
В процессе штамповки сменная вставка 5 удерживается во вставке-обойме 8 кольцевым фланцем 7, а вставка-обойма 8 удерживается в корпусе 2 клином 10 по аналогии с общеизвестными конструкциями сборных штампов.
При необходимости замены сменной вставки 5 штамп снимается с молота и после выбивки клина 10 выбивают из верхнего корпуса 2 вставку-обойму 8 со сменной вставкой 5. Сменная вставка 5 свободно удаляется из вставки-обоймы 8 и заменяется на новую. При этом не требуется переточка внутреннего диаметра вставки-обоймы 8 под новую сменную вставку 5, так как последняя устанавливается во вставку-обойму 8 свободно и после разборки штампа вставка-обойма 8 не теряет свои размеры.
Положение клина 10 крепления вставки-обоймы 8 по отношению к оси хвостовика штампа выбирается конструктивно в зависимости от технологических особенностей штамповки конкретной детали и принятых на предприятии особенностей при эксплуатации штампов.
Стандартная конструкция сборных молотовых штампов предусматривает расположение клина крепления вставки-обоймы с углом наклона к оси хвостовика 0о. В предлагаемой конструкции штампа клин может быть расположен под любым углом к оси хвостовика штампа, справа или слева от хвостовика, в пределе до 90о, клин расположен перпендикулярно оси хвостовика штампа с задней (нерабочей) стороны, в том случае, если габариты штампа по ширине не позволяют установить клин вдоль хвостовика.
В штампе для штамповки детали "седло", представленном в описании, клин крепления вставки-обоймы расположен под углом 30о к оси хвостовика, при этом освобождается передняя часть зеркала штампа, на которой расположены площадка для осадки и гнездо для выколотки (не показаны) (особенности эксплуатации штампов на ПО "Уралмаш").
Таким образом, предлагаемая конструкция штампа позволяет расширить номенклатуру изделий, получаемых штамповкой на молотах в сборных штампах со сменными вставками. В штампах предлагаемой конструкции можно крепить как ручьевые вставки, так и центральные сменные вставки для оформления глухих наметок в поковках. Конструкция штампа обеспечивает надежное крепление центральной сменной вставки за счет фланцевого соединения вставки со вставкой-обоймой, при этом значительно упрощается технология изготовления и условия сборки штампа. При расположении клиньев крепления вставки-обоймы под углом к оси хвостовика значительно уменьшаются габариты штампа. (56) Кн. А. М. Брюханова "Ковка и объемная штамповка", М. , Машиностроение, 1975, с. 195, рис. 173 а, б.
Бабенко В. А. и др. "Атлас схем и типовых конструкций штампов. Объемная штамповка". М. , Машиностроение, 1965, с. 66, рис. 151.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| Штамп для горячей объемной штамповки | 1986 |
|
SU1378154A1 |
| Штамп для объемной штамповки | 1977 |
|
SU668754A1 |
| Инструментальный узел штамповочного молота | 1985 |
|
SU1311832A1 |
| Штамп для объемной штамповки | 1987 |
|
SU1489913A2 |
| Молотовой штамп | 1983 |
|
SU1152698A1 |
| Сборный молотовый штамп | 1984 |
|
SU1205980A1 |
| Узел крепления молотового штампа | 1987 |
|
SU1493375A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| Сборный штамп | 1985 |
|
SU1344486A1 |
Сущность изобретения: вставка-обойма штампа выполнена с кольцевой проточкой, а сменная вставка-в форме цилиндра с фланцем, входящим в кольцевую проточку, и снабжена стопором, препятствующим ее провороту. Клин крепления вставки-обоймы расположен под углом 0 - 90 к оси хвостовика с задней нерабочей стороны штампа. 3 ил.
ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ, содержащий верхний и нижний корпуса, вставку-обойму, сменные вставки и клинья для крепления вставки-обоймы, отличающийся тем, что вставка-обойма выполнена с кольцевой проточкой, а сменная вставка - в форме цилиндра с фланцем, входящим в кольцевую проточку, и снабжена стопором, препятствующим ее провороту, при этом клин крепления вставки-обоймы расположен под углом 0 - 90o к оси хвостовика штампа с задней нерабочей стороны последнего.
