4; а о ел
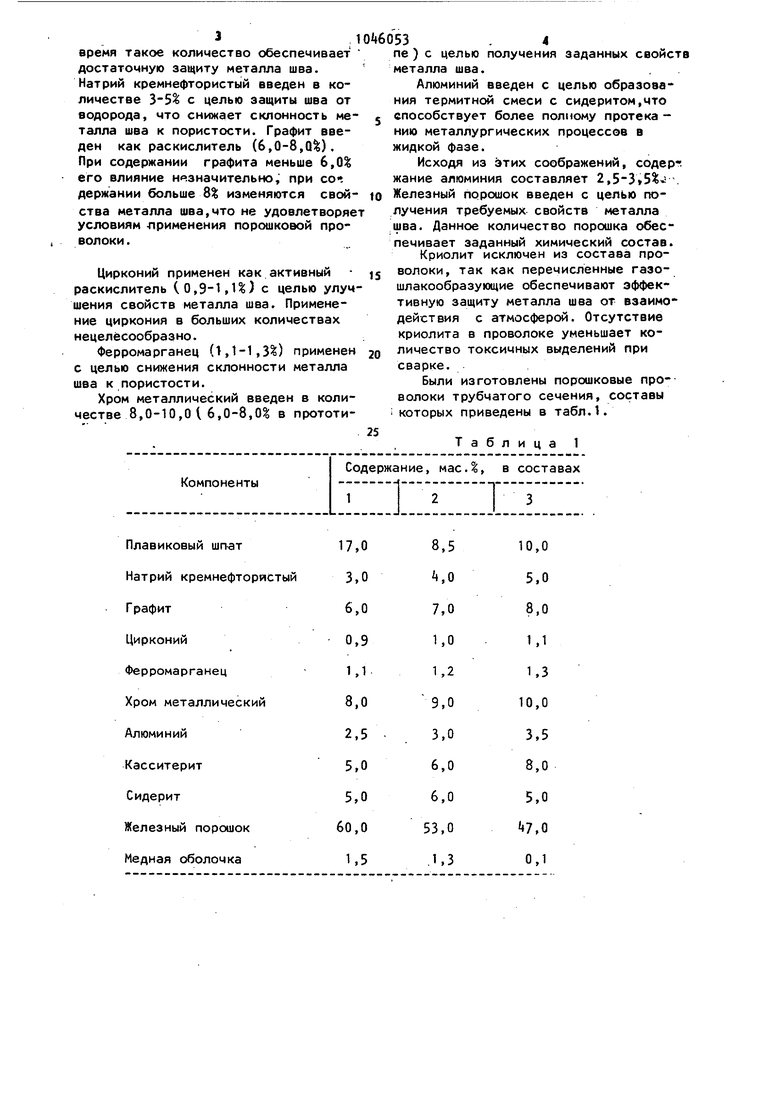
00 Изобретение относится к составам порошковой проволоки преимущественно для механизированной дуговой сварки меди с медью и меди со сталью. Известна ; порошковая проволока для сварки меди с медью и (1еди со стальюСО, состоящая из медной оболочки и порошкообразной шихты, весЛ: Плавиковый шпат 1 - 19 Кремнефтористый натрий Ферромарганец Ферросилиций Цирконий Графит Остальное Оболочка Недостатком данно.й порошковой п рволоки является повышенное разб|рызгивание, склонность к пористос ти наплавленного слоя. Наиболее близким к предлагаемом является состав порошковой проволо ки для сварки меди с медью и меди со сталью Г2, состоящий из медной оболочки и шихты,, содержащий следу щие компоненты состава, взятые в с отношении, вес..: 12 - 15 Плавиковый шпат 52,i - 63, Железный порошок. l.t - 1, Ферромарганец Натрий кремнефТористыйЦирконий Хром металлический Криолит Графит Алюминий Остальное Медная оболочка Недостатком данного состава является склонность к пористости при многослойной сварке, плохая смачиваемость основного металла на низки плотностях тока, разбрызгивание эле родного металла. Целые изобретения является улучш ние качества металла шва за счет меньшей склонности к порообразован и уменьшение потерь электродного металла на разбрызгивание. Поставленная цель достигается те что состав порошковой проволоки дл сварки меди с медью и меди со стал состоящий .из медной оболочки и nop кообразной шихты, содержащей плави ковый шпат, железный порошок, ферр марганец, натрий Кремнефтористый, коний, хром металлический, графит, алюминий, дополнительно содержит касситерит и сидерит при следующем соотношении компонентов, вес.%: Плавиковый шпат 7,0 - 10,0 Натрий КремнефтористыйГрафит Цирконий Ферромарганец Хром металлический Алюминий Касситерит Сидерит Железный порошок Остальное Медная оболочка Введение касситерита (SnO,j) повышает кислотность порбшковой проволоки, что способствует уменьшению потерь электродного металла на разбрызгивание. Олово,восстановленное из касситерита, на стадии ванны растворяется в металле шва, за счет чего улучшается поверхностная диффузия, а это, в свою очередь, способствует улучшению сма1 иваемости основного металла металлом шва. Сидерит (FeCO) введен как газообразующий с целью улучшения защиты металла шва от взаимодействия с атмосферой. В столбе дуги его диссоциация проходит наиболее полно по сравнению с другими газообразующими компонентами. Применение сидерита в сочетании с алюминием в составе проволоки вызывает протекание термитной реакции, за счет чего выделяется дополнительное тепло. В результате выделения дополнительного тепла увеличивается тепловложение, что положительно сказывается на смачиваемости металла и протекании металлургических процессов. Уменьшение содержания плавикового шпата, криолита и кремнефтористого натрия способствует улучшению санитарно-гигиенических условий. Увеличение содержания хрома способствует улучшению коррозионной стойкости и механических свойств металла шва. Плавиковый шпат введен в количестве 7,0-10,0% (прототип содержит 12-15) с целью обеспечения защиты металла шва от взаимодействия с атмосферой, меньшее количество снижает количество вредных выделений, что способствует улучшению санитарно-гигиенических условий. В то же время такое количество обеспечивает достаточную защиту металла шва. Натрий кремнефтористый введен в количестве 3-5 с целью защиты шва от водорода, что снижает склонность металла шва к пористости. Графит введен как раскислитель (6,0-8,0). При содержании графита меньше 6,0 его влияние незначительно, при со. держании больше 8% изменяются свойства металла шва,что не удовлетворяе условиям -применения порошковой проволоки . Цирконий применен как активный раскислитель (0,9-1,1) с целью улуч шения свойств металла шва. Применение циркония в больших количествах нецелесообразно. Ферромарганец (t, 1-1,3) применен с целью снижения склонности металла шва к пористости. Хром металлический введен в количестве 8,0-10,0 ( 6,0-8,0 в прототи53пе ) с целью получения заданных свойств металла шва. Алюминий введен с целью образования термитной смеси с сидеритом,что способствует более полному протека нию металлургических процессов в жидкой фазе. Исходя из этих соображений, содерг жание алюминия составляет 2, . Железный порошок введен с целью получения требуемых свойств металла шва. Данное количество порошка обеспечивает заданный химический состав. Криолит исключен из состава проволоки, так как перечисленные газошлакообразующие обеспечивают эффективную защиту металла шва от взаимодействия с атмосферой. Отсутствие криолита в проволоке уменьшает количество токсичных выделений при сварке, Были изготовлены порошковые проволоки трубчатого сечения, составы ; которых приведены в табл.1. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав порошковой проволоки для сварки меди с медью и меди со сталью | 1982 |
|
SU1026999A1 |
| Состав порошковой проволоки для сварки меди | 1978 |
|
SU774874A1 |
| Состав порошковой проволоки | 1980 |
|
SU941119A1 |
| Состав порошковой проволоки для сварки алюминиевых бронз | 1982 |
|
SU1058749A1 |
| Состав порошковой проволоки для сварки открытой дугой стальных конструкций с алюминиевым покрытием | 1982 |
|
SU1054000A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| Состав порошковой проволоки | 1980 |
|
SU833412A1 |
| Шихта порошковой проволоки | 1981 |
|
SU1009679A1 |
| Шихта порошковой проволоки | 1990 |
|
SU1731549A1 |
| Состав сварочного материала для сварки стальных конструкций,металлизированных слоем алюминия | 1983 |
|
SU1113231A1 |
17,08,5
й3,0А,О
6,07,0
0,91,0
1,11,2
8,09,0
2,5 3,0
5,06,0
5,06,0
60,053,0
1,5.1,3
10,0 5,0 8,0
1,1 1.3
10,0 3,5 8,0 5,0
«47,0 0,1
Для изготовления порошковой прово,локи применяют медную ленту марки М 1 размером 0,8x15 мм. Сварку медных пластин 8X100X200 выполняют на режиме: сварочный ток 300-350 А, напряжение на дуге 2S-26 В, скорбеть сварки 18 м/ч, полярность обратная,сварку выполняют на флюсовой подушке.
При сварке наблюдается хррошее формирование сварного шва, хорошс я смачиваемость металла, стабильнре плавление порошковой проволоки, незначительное разбрызгивание, отсутствие пор, хорошее формирование обратной стороны шва.
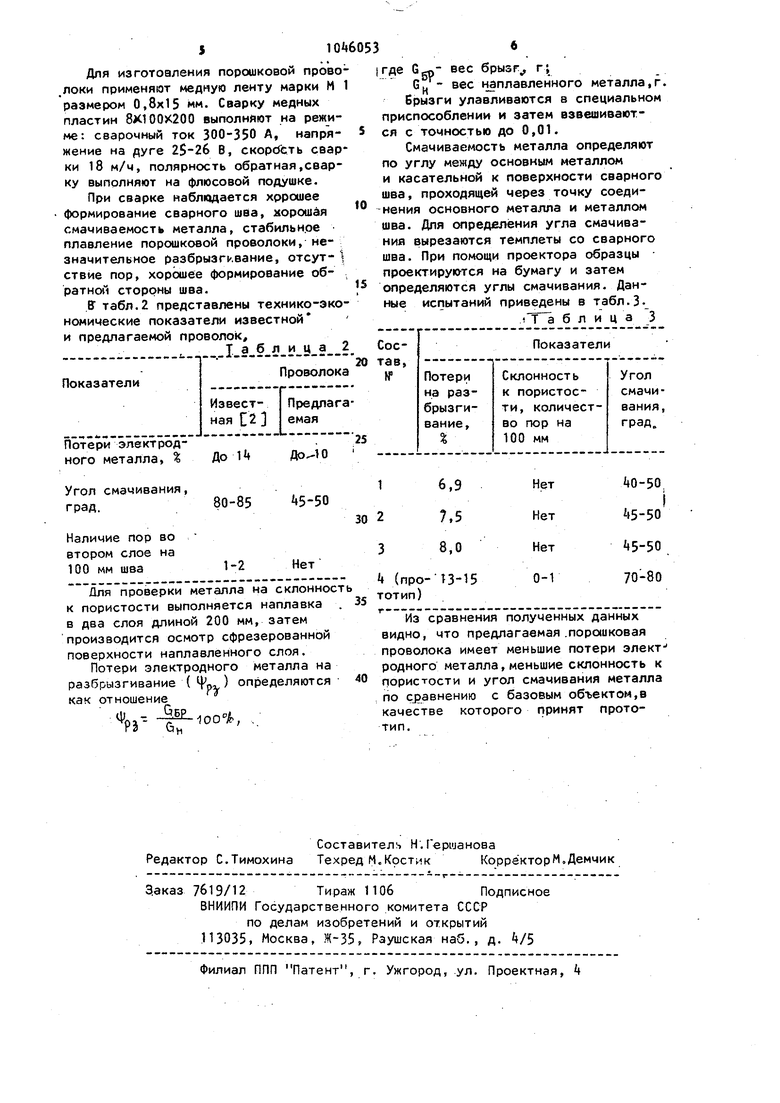
В табл.2 представлены технико-экономические показатели известной и предлагаемой проволок,
блица 2
во на
Нет
1-2 Для проверки металла на склоннос к пористости выполняется наплавка в два слоя длиной 200 мм, затем производится осмотр сфрезерованной поверхности наплавленного слоя. Потери электродного металла на разбрызгивание ( f„, ) определяются как отношение - &БЕ, 100,
|где 6go вес брызг г;
6ц - вес наплавленного металла,г. Брызги улавливаются в специальном приспособлении и затем взвешиваются с точностью до 0,01.
Смачиваемость металла определяют по углу между основным металлом и касательной к поверхности сварного шва, проходящей через точку соеди-нения основного металла и металлом шва. Для определения угла смачивания вырезаются темплеты со сварного шва. При помощи проектора образцы проектируются на бумагу и затем определяются углы смачивания. Данные испытаний приведены в табл.3. fTa блица 3 Из сравнения полученных данных видно, что предлагаемая.пораиковая проволока имеет меньшие потери электродного металла, меньшие склонность к пористости и угол смачивания металла по cjDasHeHHro с базовым объект ом, в качестве которого принят прототип.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Порошковая проволока | 1973 |
|
SU490608A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
