1
Изобретение относится к составам порошковой проволоки, преимущественно для сварки меди со сталью открытой дугой.
Известна порошковая проволока для 5 сварки меди (ij , состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, плавиковый шпат, кремнефтористый натрий, ферротитан, алюминий, 10 цирконий и медь при следующем соотношении компонентов шихты, вес.%: Ферромарганец 0,4-0,7 Ферросилиций2-2,55
Плавиковый шпат 6-9 tS Кремнефтористый натрий2,5-3,9
Ферротитан1,9-2,4
Алюминий23-31
Цирконий0,6-0,95 20
Медь15-18
Стальная оболочка Остальное. Недостатком известной порошковой ;-роволоки является невозможность сварки меди со сталью. Сварные швы, 25 выполненные этой проволокой, склонны к образованию трещин вследствие высокого содержания в шве железа. Внешний вид швов не всегда удовлетво.ряет требованиям, предъявляемым к 30
конструкциям. Требуется их дополнительная зачистка, сварные соединения имеют высокую прочность и склонны к хрупкому разрушению.
Известна также порошковая проволока Г2, состоящая из медной оболочки .и порошкообразной шихты,содержащей плавиковый шпат, кремнефтористый натрий, ферромарганец, ферросилиций, цирконий и графит серебристый при следукицем соотношении компонентов, вес.%:
Плавиковый шпат 14-19 Кремнефтористый натрий15-21
Ферромарганец2-4
Ферросилиций4-8
Цирконий0,8-1,4
Графит серебристый 13-17 ОболочкаОстальное
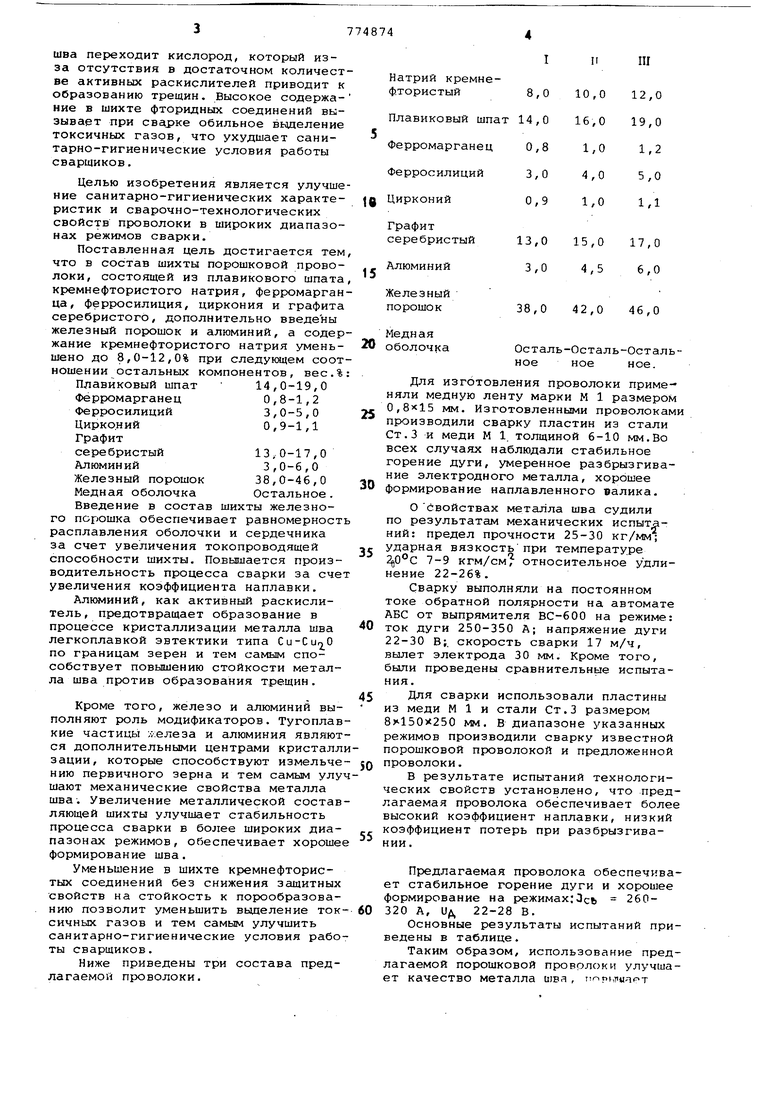
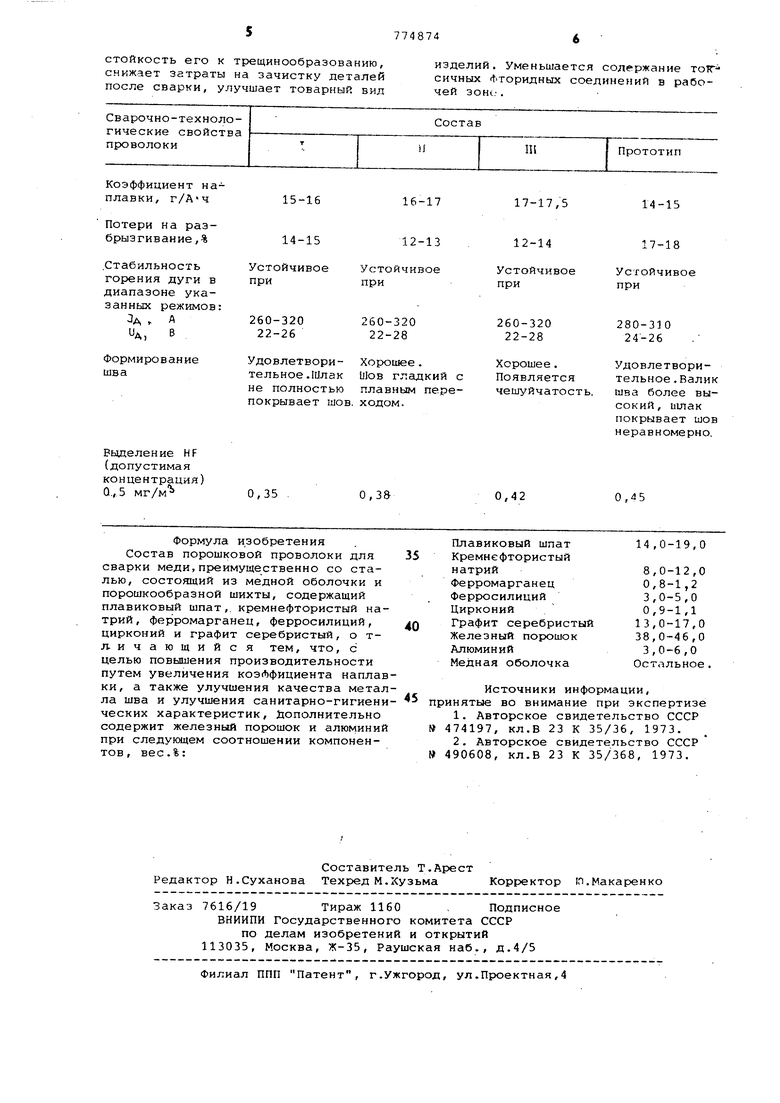
Эта проволока не позволяет получить качественные сварные соединения в широком диапазоне режимов сварки. Значительное разбрызгивание при нарушении стабильности режима процесса сварки ухудшает товарный вид сварных соединений, требует дополнительной технологической операции по зачистке. При нарушении требований к подготовке кромок под сварку в металл шва переходит кислород, который изза отсутствия в достаточном количест ве активных раскислителей приводит к образованию трещин. Высокое содержание в шихте фторидных соединений вызывает при сварке обильное вьщеление токсичных газов, что ухудшает санитарно-гигиенические условия работы сварщиков. Целью изобретения является улучше ние санитарно-гигиенических характеристик и сварочно-технологических свойств проволоки в широких диапазонах режимов сварки. Поставленная цель достигается тем что в состав шихты порошковой проволоки, состоящей из плавикового шпата кремнефтористого натрия, ферромарган ца, ферросилиция, циркония и графита серебристого, дополнительно введены железный порошок и алюминий, а содер жание кремнефтористого натрия уменьшено до 8,0-12,0% при следующем соот ношении остальных компонентов, вес,% Плавиковый шпат 14,0-19,0 Ферромарганец 0,8-1,2 Ферросилиций3,0-5,0 Цирконий0,9-1,1 Графит серебристый13,0-17,0 Алюмин ий3,0-6,0 Железный порошок 38,0-46,0 Медная оболочка Остальное. Введение в состав шихты железного порошка обеспечивает равномерност расплавления оболочки и сердечника за счет увеличения токопроводящей способности шихты. Повышается производительность процесса сварки за сче увеличения коэффициента наплавки. Алюминий, как активный раскислитель, ПЕ едотвращает образование в процессе кристаллизации металла шва легкоплавкой эвтектики типа Cu-Curj O по границам зерен и тем самым способствует повышению стойкости металла шва против образования трещин. Кроме того, железо и алюминий выполняют роль модификаторов. Тугоплав кие частицы ;;елеза и алюминия являют ся дополнительными центрами кристалл зации, которые способствуют измельче нию первичного зерна и тем самым улу шают механические свойства металла шва. Увеличение металлической состав ляющей шихты улучшает стабильность процесса сварки в более широких диапазонах режимов, обеспечивает хороше формирование шва. Уменьшение в шихте кремнефтористых соединений без снижения защитных свойств на стойкость к порообразованию позволит уменьшить вьщеление ток сичных газов и тем самым улучшить санитарно-гигиенические условия рабо ты сварщиков. Ниже приведены три состава предлагаемой проволоки. Натрий кремнеф.тористый Плавиковый шпат 14,0 Ферромарганец Ферросилиций Цирконий Графит 13,0 15,0 17,0 серебристый Алюминий 3,0 4,5 6,0 Железный 38,0 42,0 46,0 порошок Медная оболочка Осталь-Осталь-Остальное ное ное. Для изготовления проволоки применяли медную ленту марки М 1 размером 0,8x15 мм. Изготовленными проволоками производили сварку пластин из стали Ст.З и меди М 1, толщиной 6-10 мм,Во всех случаях наблюдали стабильное горение дуги, умеренное разбрызгивание электродного металла, хорошее формирование наплавленного валика. О Свойствах металла шва судили по результатам механических испытаний: предел прочности 25-30 кг/мм; ударная вязкостьпри температуре 0°С 7-9 кгм/см относительное удлинение 22-26%. Сварку выполняли на постоянном токе обратной полярности на автомате АБС от выпрямителя ВС-600 на режиме: ток дуги 250-350 А; напряжение дуги 22-30 В;, скорость сварки 17 м/ч, вылет электрюда 30 мм. Кроме того, были проведены сравнительные испытания. Для сварки использовали пластины из меди М 1 и стали Ст.З размером 8 150x250 мм, В диапазоне указанных режимов производили сварку известной порошковой проволокой и предложенной проволоки. В результате испытаний технологических свойств установлено, что предлагаемая проволока обеспечивает более высокий коэффициент наплавки, низкий коэффициент потерь при разбрызгивании. Предлагаемая проволока обеспечивает стабильное горение дуги и хорошее формирование на режимах:Ось 260320 А, ид 22-28 В, Основные результаты испытаний приведены в таблице. Таким образом, использование предлагаемой порошковой проволоки улучшает качество металла швл , г;опцт1итрт
стойкость его к трещинообразованию, снижает затраты на зачистку деталей после сварки, улучшает товарный вид
изделий. Уменьшается содержание сичных Фторидкых соединений в рабочей 30Hi..
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав порошковой проволоки | 1980 |
|
SU941119A1 |
| Состав порошковой проволоки для сварки меди с медью и меди со сталью | 1982 |
|
SU1046053A1 |
| Состав порошковой проволоки для сварки меди с медью и меди со сталью | 1982 |
|
SU1026999A1 |
| Состав порошковой проволоки для сварки открытой дугой стальных конструкций с алюминиевым покрытием | 1982 |
|
SU1054000A1 |
| Состав порошковой проволоки для сварки алюминиевых бронз | 1982 |
|
SU1058749A1 |
| Шихта порошковой проволоки | 1990 |
|
SU1731549A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| Состав порошковой проволоки | 1980 |
|
SU833412A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| СОСТАВ ШИХТЫ САМОЗАЩИТНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1992 |
|
RU2032515C1 |
Коэффициент наплавки, г/Ач Потери на разбрызгивание ,% Устойчивое .Стабильность горения дуги в при диапазоне указанных режимов: ЗА . А 260-320 22-26 UA, в Удовлетвори- Хороше Формиро в аи ие тельное.Шлак Шов гл шва не полностью плавны покрывает шов. ходом.
Бвдцеление HF (допустимая концентрация) 0.,5 мг/м
Формула изобретения Состав порошковой проволоки для сварки меди,преимущественно со сталью, состоящий из медной оболочки и порошкообразной шихты, содержащий плавиковый шпат,, кремнефтористый натрий, ферромарганец, ферросилиций, цирконий и графит серебристый, о т.л.ичающийся тем, что, с целью повышения производительности путем увеличения коэффициента наплавки, а также улучшения качества металла шва и улучшения санитарно-гигиенических характеристик, Дополнительно содержит железный порошок и алюминий при следующем соотношении компонентов, вес.%: Устойч при 260-32 22-28
О,аз
0,42
О,за
Плавиковый шпат14,0-19,0
Кремнефтористый
натрий8,0-12,0
Ферромарганец0,8-1,2
Ферросилиций3,0-5,0
Цирконий 0,9-1,1
Графит серебристый13,0-17,0
Железный порошок38,0-46,0
Алюминий3,0-6,0
Медная оболочкаОстальное.
Источники информации, принятые во внимание при экспертизе
