4
Э5
Изобретение относится к переработке пластмасс и может быть использовано при изготовлении изделий из пластмасс в крупногабаритных формах с несколькими плоскостями разъема.
Известна литьевая форма с несколькими плоскостями разъема, содержащая неподвижную литниковую плиту, подвижные плиты матриц и пуансонов, плиту съема изделий и связанную с Ней тягами плиту толкателей.
При раскрытии формы изделие остается на пуансоне. При соприкосновении плит толкателей с упором литьевой машины усилие съема от плит толкателей через тяги передается плите съема, которая, перемещаясь относительно пуансонов, сталкивает .с них изделия t1.
Однако при больших габаритах известной формы плиты съема и большом ходе сталкивания изделий тяги под действием веса плиты съема изгибаются, а поверхности отверстий, служа- , щие направляющими для тяг, и сами , тяги испытывают большие силы трения, которые приводят к быстрому износу трущихся поверхностей тяг и отверстий для них. В результате износа трущихся поверхностей между плитами съема и пуансонами образуется зазор, в который подтекает расплав пластмассы Изделия за смет образовавшегося цилиндрического облоя после съема с пуансонов задерживаются на плите съема, в связи с чем приходится вручную извлекать изделия их формы и дорабатывать их вручную или механическим способом. Кроме того, износ поверхностей тяг и поверхностей отверстий для них и изгиб тяг приводят к повреждению пуансонов плитой съема, в результате чего фор выводит из строя.
Наиболее близкой к изобретению по технической сущности является литье-, вая форма с несколькими плоскостями .разъема, содержащая неподвижную литниковую плиту, закрепленную на направ ляющих колоннах литьевой машины, подвижные плиты матриц и пуансонов.
Плиты матриц и съема литников при раскрытии формы перемешаются по колонкам, закрепленным консольно на неподвижной литниковой плите, на значительное расстояние от литниковой плиты для обеспечения надеххндго отделения и удаления литников 2l.
В крупногабаритных формлхх плиты матриц обладают большим весом, поэтому при перемещении их по консольно закрепленным колонкам происходит
быстрый износ колонок и втулок, установленных в плитах матриц и съема литников и обеспечивающих направление колонок.
Большой вес и вылет плиты матриц
вызывает изгиб колонок, приводящий к тому, что втулки трущихся пар давят на колонки не равномерно по продольному сечению колонок, а концентрированно около торцов втуло1с. Повышенный износ трущихся поверхностей и изгиб колонок вь1нуждает часто производить профилактический ремонт формы. Ремонт форм тяжелых и крупногабаритных трудоемок.
Целью изобретения является повышение надежности и долговечности литьевой формы с несколькими плоскостями разъема.
Поставленная цель достигается тем, что литьевая форма с несколькими плоскостями разъема, содержащая неподвижную литниковую плиту, закрепленную на направляющих колоннах литьевой машины, и подвижные, плиты матриц и пуансонов, снабжена закрепленными на плите матриц штангами с гнездами и установленными на направляющих колоннах и размещенными в гнездах штанг полувтулками.
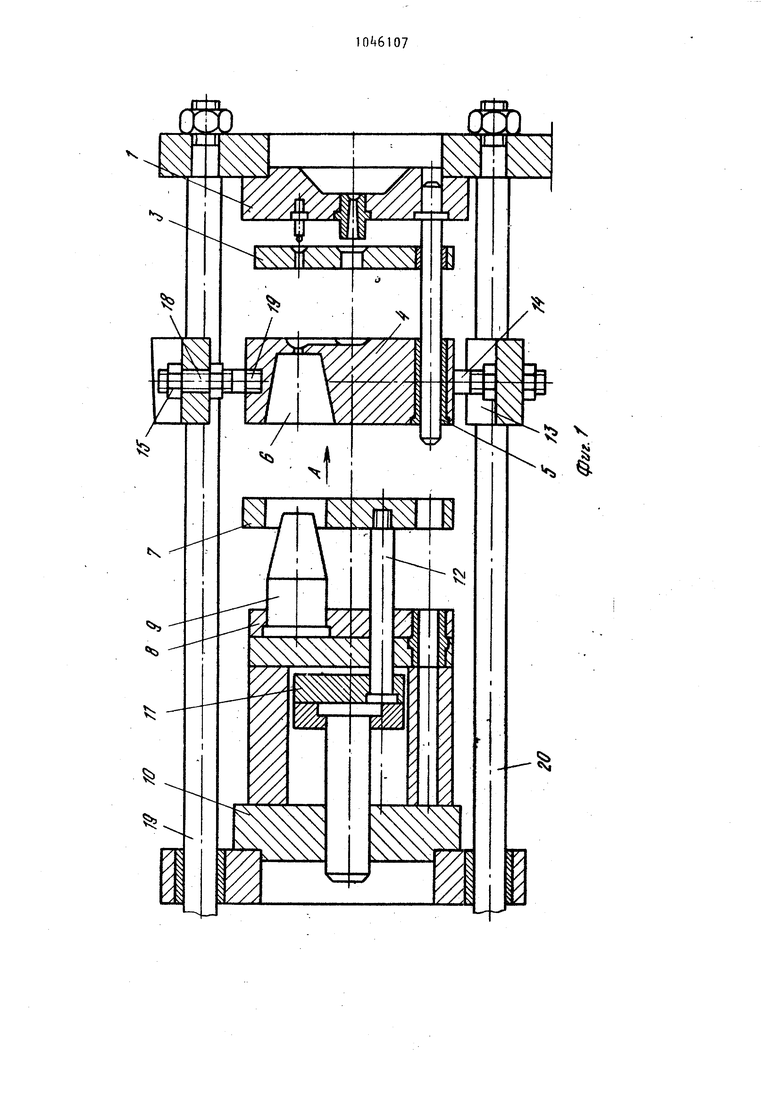
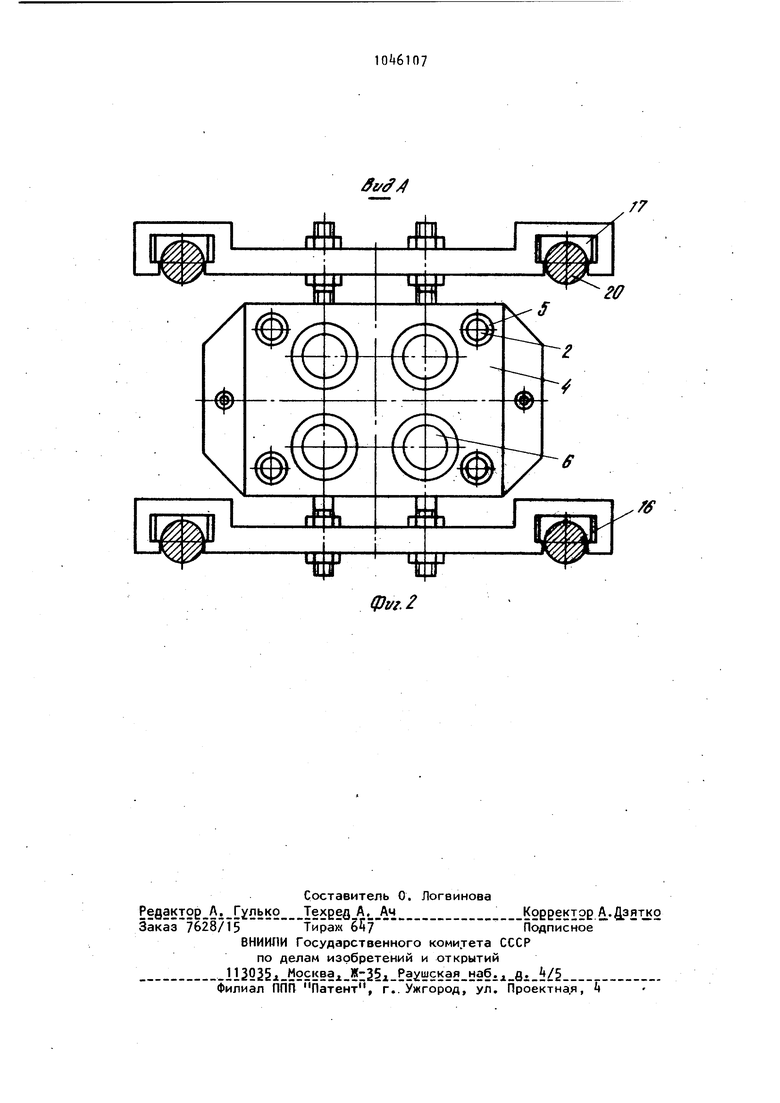
На фиг. 1 изображена предлагаемая литьевая форма, продольный разрез; на фиг. 2 - вид А на фиг. 1.
Литьевая форма содержит неподвижную литниковую плиту 1 с колонками 2, подвижные плиты съема литников 3 подвижную плиту матриц Ц с втулками 5 и формующими полостями 6, плиту съема 7 изделий, подвижную плиту 5 пуансонов 8 с пуансонами 9, основа-, ние 10 и плиты толкателей И с тягами 12, которые жестко связаны с плитой съема 7 изделий,
К нижней и верхней поверхностям плиты матриц k прикреплены штанги 13 с помощью шпилек I и гаек 15. Штанги 13 выполнены с гнездами 16 и снабжены установленными в гнездах 16 полувтулками 17.
Для шпилек Т в штангах 13 выполнены гладкие отверстия 18, а на нижней и верхней поверхностях плиты матриц Ц резьбовые отверстия 19. Направляющие колонки 20 литьевой машины
закреплены в неподвижной i.литниковой плите 1.
форма работает следующим образом. После закрепления формы на. плитах литьевой машины на верхнюю и нижнюю 5 пару направляющих колонн литьевой машины укладывают штанги 13 так, чтобы полувтулки 17 установились на колонки 20 машины без перекосов. Затем штанги 13 перемещают вдоль формы до fo совмещения отверстий 18 в штангах 13 с резьбовыми отверстиями 19 на нижней и верхней поверхностях плиты матриц k. :В резьбовые отверстия плиты матриц k ввинчивают шпильки 14 с гайками 15 fs С помощью гаек 15 плита матриц подтягивается к верхней штанге 13 а от нижней штанги 13 отжимается. Положение гаек 15 относительно штанг.13 и
074
плиты матрицы i регулируют с таким расчетом, чтобы нагрузки на полувтулки 17 были равны, а суммарное усилие, прилагаемое к гайкам 15, равнялось весу плиты матриц k. После такой регулировки приступают к изготовлению изделий не опасаясь, что направляющие колонки 2 могут выйти из строя из-за их изгиба под воздействием веса плиты матриц k,
Равномерное нагружение полувтулок 17 обеспечивает перемещение подвижных плит формы без перекосов. Колонки и втулки формы выполняют только icBoe прямое назначение - направлять. Отсутствие радиальных перегрузок обеспечивает длительную и надежную ;работу формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из полимерных материалов | 1988 |
|
SU1525011A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1986 |
|
SU1423411A1 |
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая форма | 1987 |
|
SU1435470A1 |
| Литьевая форма для изделий из термопластов | 1991 |
|
SU1801763A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Прессформа | 1971 |
|
SU479636A2 |
ЛИТЬЕВАЯ ФОРМА С НЕСКОЛЬКИМИ ПЛОСКОСТЯМИ РАЗЪЕМА, содержащая неподвижную литниковую плиту, закрепленную на направляющих колоннах литьевой машины, и подвижные плиты матриц и пуансонов, отличаюца-яся тем, что, с целью повышения долговечности и наде)хности формы, она снабжена закрепленными на плите матриц штангами с гнездами и установленными на направляющих колоннах и размещенными в гнездах штанг полувтулками. (Л