И 17 16
ш
fcJlsEa-- fciai;
Изобретение относится к переработке пластмасс литьем под давлением, в частности к формам с несколькими вертикальными плоскостями разъема, используемыми для изготовления изделий с поднутрениями,
Цель изобретения - повышение надежности работы формы.
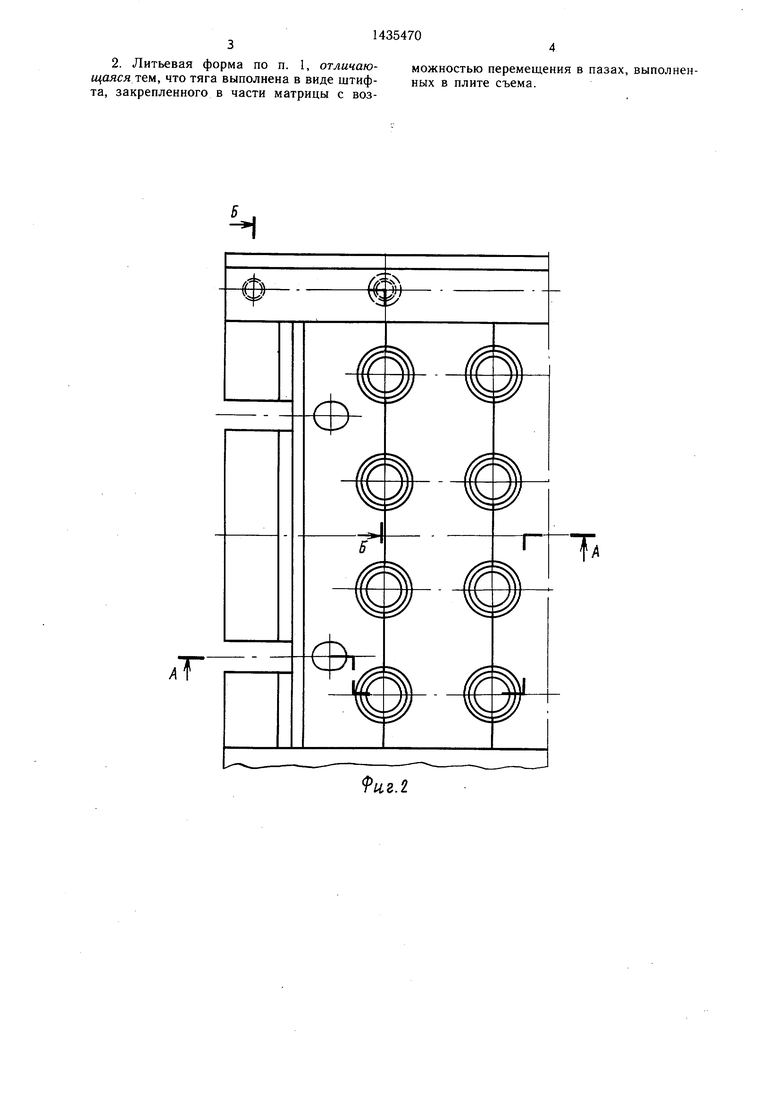
На фиг. 1 изображена литьевая форма, продольный разрез; на фиг. 2 - подвижная часть формы, план; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2.
Литьевая .форма содержит неподвижную и подвижную части. Неподвижная часть формы включает литниковую плиту 1, замковую плиту 2 с литниковыми втулками и за- крепленными в ней наклонными колонками 3. К подвижной части относятся основание 4, опорная плита 5, на которой закреплены направляющие 6. Кроме того, подвижная часть включает систему выталкивания, состоящую из выталкивающей плиты 7, к кото- рой с одной стороны закреплен хвостовик 8, а с другой - колонки 9, соединяющие выталкивающую плиту с направляющими 10. Но последним имеют возможность перемещения составные части матриц 11 -13, офор.м- ляющие наружные поверхности изделия, и съемники 14 и 15 изделий, выполненные в виде плиты съема. В составных частях матриц 11 и 13 закреплены штифты 16, которые входят в пазы, выполненные в плитах 14 и 15 съема. В последних выполнены также отверстия, в которые входят пуансоны 17, основания которых размещены в направляющих 6 с возможностью переме1дения в них.
Литьевая форма работает следующим образом.
После впрыска расплава через литниковую втулку литниковой плиты I и литниковые впуски замковой плиты 2 в формующие полости и соответствующей выдержки под давлением литьевую форму размыкают.
Нри этом подвижная часть формы перво- начально увлекает за собой замковую плиту 2, которая при,отходе от литниковой плиты I отрывает литники от изделий, а затем с помощью плиты и системы тяг сбрасывает их с задержек (не показаны).
При дальнейшем перемещении замковая плита 2 останавливается,а наклонные колонки 3, взаимодействуя с наклонными отверстиями составной части матриц 11, перемещают ее по. направляющим 10 в сторону от оси формы, освобождая одну сторону наружной поверхности крайнего ряда изделий. Одновременно штифт 16, закрепленный в составной части матриц 11, выбирает зазор в пазу плиты 15 съема и увлекает ее, а вместе с ней и пуансон 17, который вместе с изделием отходит от составной части матрицы 12, перемещаясь в направляющих 6 и освобождая вторую сторону наружной поверхности изделия из составной части матриц 12. Одновременно во втором пазу плиты 15 съема выбирается зазор между стенками паза и штифтом, закрепленным в составной части матриц 12, и последняя также увлекается, освобождая наружную поверхность следующего ряда изделий. Второй штифт составной части матриц 12 выбирает зазор в пазу плиты 14 съема, увлекает ее, а в месте с ней изделие и пуансон, освобождая вторую сторону наружной поверхности следующего ряда изделий от составной части матриц 13.
Таким образом, перемещение элементов, формы происходит до тех пор, пока не освободятся наружные поверхности всех изделий и пуансоны с изделиями не установятся строго между составными частями матриц. Е: этот момент наклонная колонка 3 полностью выходит из наклонного отверстия составной части матриц 11.
Продолжая передвижение, подвижная часть формы набе1-ает хвостовиком 8 на неподвижной упор термопластавтомата и выталкивающая плита 7 останавливается относительно продолжающей перемещение подвижной части формы. Вместе с выталкивающей плитой останавливаются связанные с ней колонками 9 направляющие 10 и установленные в направляющих плиты 14 и 15 съема, которые снимают с пуансонов 17 изделия и сбрасывают их.
При смыкании литьевой формы все ее элементы возвращаются в исходное положение в обратном порядке, и цикл работы повторяется.
Предлагаемое изобретение позволяет осуществлять съем изделий плитой съема, что обеспечивает более надежную работу и расщиряет технологические возможности литьевой формы. Кроме TOi O, в такой форме можно изготавливать столько рядов изделий, сколько позволяют технологические возможности термопластавтомата.
Формула изобретения
I. Литьевая форма, содержащая литниковую плиту, установленные с возможностью ограниченного перемещения в направляющих разъемные в вертикальных плоскостях последовательно связанные между собой посредством соединительных тяг составные части матриц и пуансон, механизм силового замыкания составных частей матриц с пуансоном, выталкивающую плиту, опорную плиту, съемники изделий с пуансонов .и основание, отличающаяся, тем, что, с целью повышения надежности работы, составные части матриц и съемники изделий, выполненные в виде плиты съема, последовательно соединены между собой тягами и размещены в направляющих, связанных колонками с выталкивающей плитой, а пуансоны входят в отверстие съемников изделий и размещены в дополнительных направляющих, закреп ленных на опорной плите.
2. Литьевая форма по п. 1, отличающаяся , что тяга выполнена в виде штифта, закрепленного в частн матрицы с возможностью перемещения в пазах, выполненных в плите съема.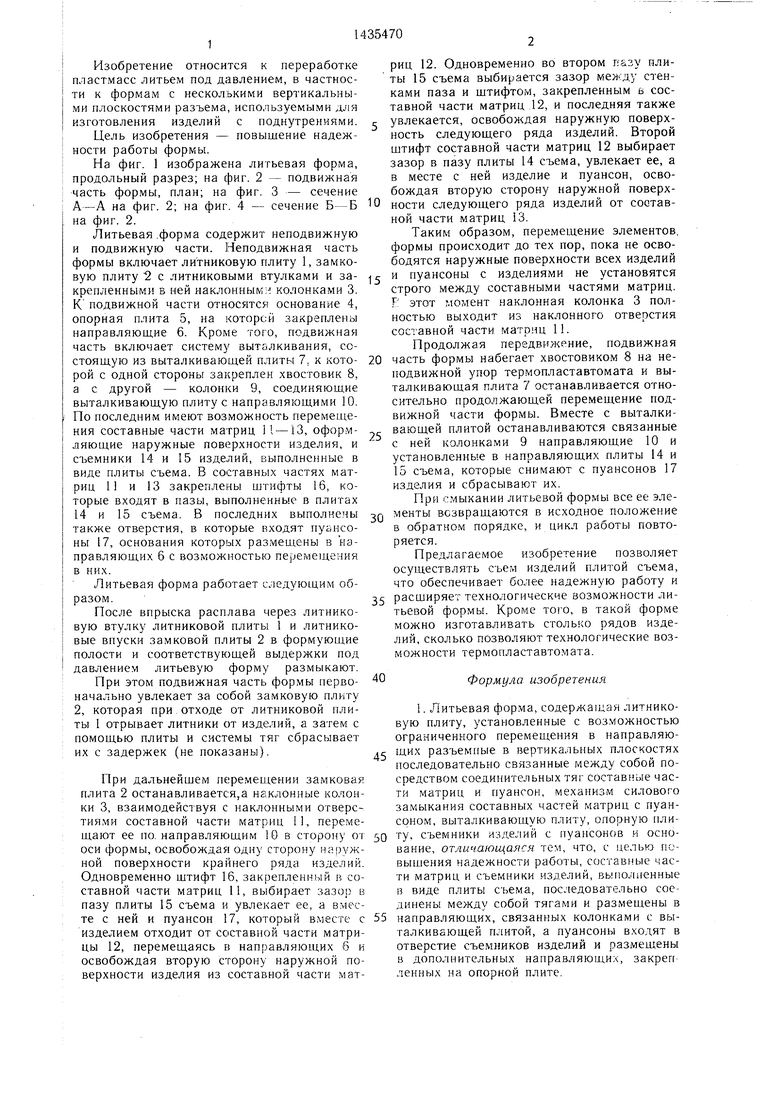
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма | 1977 |
|
SU657995A1 |
| Литьевая форма | 1982 |
|
SU1036564A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1983 |
|
SU1151479A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU707810A1 |
| Литьевая форма для изготовления изделий с поднутрениями | 1990 |
|
SU1766696A1 |

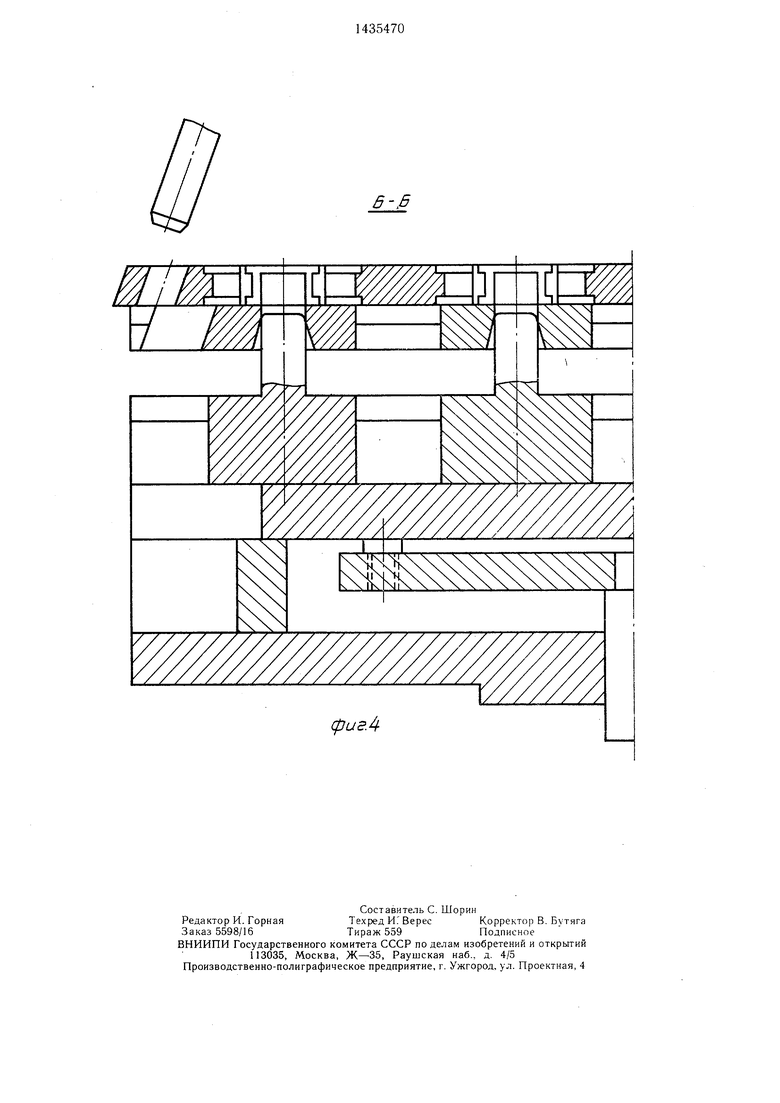
Изобретение относится к переработке пластмасс литьем под давлением. Цель - повышение надежности рзботь; формы. Для этого составные части матриц 11, 12. Гс i; съемники 15, 14 изделий, выполненные в виде плиты съема, последовательно соединены между собой тягами и размещены в на правляющих. Направляюш,ие связаны колонками с вь талкиваюш.ей плитой 7. Пуансоны 17 входят в отверстия съемником и размещены в дополнительных направляющих, закрепленн;,-;х на опорной плите 5. 1 з.п.ф- лы, 4 ил.
9иг.г
.J
фигЛ
б-.В
| Литьевая форма | 1982 |
|
SU1036564A1 |
| Солесос | 1922 |
|
SU29A1 |
