Изобретение относится к электромашиностроению, а именно к способу капс.улирования обмотки в пазах магнитопровода, и может быть использовно при изготовлении малогабаритных электрических машин, обмотка которых подвергается капсулированию диэлектрической массой.
Известен способ капсулирования обмотки в пазах магнитопровода электрической машины магнитоэлектрической массой. Заливка внутренних полостей статора массой производит.ся через отверстия в корпусе, а также через пазы магнитопровода CljНедостатком известного способа капсулирования обмотки электрической машины является то, что масса полностью заполняет пазы со стороны расто.чки и остается в пазах после того, как выполнена окончательная об)заботка расточки статора. В процессе работы электрической машины частицы массы могут откалываться под влиянием вибраций, ударов, колебаний температуры. Попадая в зазор между ротором и статором/ эти частицы способны заклинить ротор и вывести электрическую машину из строя.
Известен также способ капсулирования обмотки в пазах магнитопровода путем установки пазовых клиньев 2
При установке клиньев в пазы в процессе сборки статора между их торцами и торцами упоров корпуса образуются зазоры, так как сложно выполнить клин в точности равным по ддлине матнитопроводу. Если же длина клина будет больше длины магнтопрово.ца, то зазор образуется между кбрпусом j; магнитопроводом. Диэлектрическая масса, капсудирующая обмотку, вьщаеггся через эти зазор и попадает в расточку статора.
Известен способ капсулирования обмотки в пазах магнитопровода, при котором в пазы устанавливают клинья закрепляют магнитопровод в корпусе электричес1 :ой машины и заливают обмотку диэлектрической массой Г3 . Недостатком способа является то, что капсулирующая обмотку диэлектрческая масса затекает через образовавшиеся между клином и корпусом зазоры в расточку статора электрической машины. Это особенно опасно при выполнении электрической машины со сквозной расточкой. В этом случае зоны возможного затекания диэлектрической массы расположены в . вредней части сквозной расточки, и к ним чрезвычайно затруднен доступ для контроля или удаления частиц компаунда/ стружки, попавших в процессе обработки расточки, например, в недозалитые полости между торцами клина и корпуса.
Цель изобретения - повышение нaJ5eжнocти и качества путем исключения затекания диэлектрической массы между торцами клиньев и упоров корпуса.
Поставленная цель достигается тем, что согласно способу, капсулирования обмотки в пазах магнитопровода электрической машины,-при котором в .пазы магнитопровода устан-авQ ливают клинья, закрепляют магнитопровод в корпусе электрической машины и заливают обмотку диэлектрической массой, клинья изготавливают из материала, обладающего эффектом
r цамяти формы, например из сплава никель-титан, длиной, превышающей длину паза магнитопровода и перед установкой в паз клинья осаживают вдоль продольной оси при температуре, меньшей нижней температуры интервала мартенситного превращения материала до длины меньшей длины паза, а перед заливкой обмотки диэлектрической массой клинья нагревают до температуры, превышающей
5 верхнюю температуру интервала обратного мартенситного превращения ма териала. ,.
Клинья выполняют из материала, обладающего эффектон памяти формы.
например из сплава никель-.титан
(содержание никеля 54,5%, остальное-; титан; интервал температур мартенситного превращения40-6О С).
Длина клиньев вначале больше фак5 тической длины магнитопровода статора, -например, на 1,5-2 лш (при фактической длине магнитопровода 20-25 мм).
Клинья размещают в штампе так,
0 чтобы они по своему поперечному
размеру, соответствующему ширине паза, были 3 }неволены, а по осевому ; размеру находились в свободном состоянли.
5 Затем клинья с торцов осаживают вдоль их продольной оси максимум на 10-15% так. Чтобы их фактическая длина была минимум на 0,1-0,2 мм меньше фактической длины магнито- провода статора. Эту операцию осу. ществляют при температуре , которая ниже нижней температуры интервала мартенситного превращения Материала.
Затем устанавливают клинья, имеющие меньшую длину, чем длина магнидгопровода статора, в пазы, закрепляют статор в корпусе, зажимая его магнитопровод по торцам в зоне расточки, и .ведут окончательную уста0 новку до заливки диэлектрической массой путем нагрева клиньев до температуры 120-150с, превышающей верхнюю температуру интервала обратного мартенситного превращения их
5 материала.
В результате этой операции клинья принимают свою первоначальную форму, т.е. восстананливсцот свою длину, предшествующую операции осаживания.
Поскольку клинья изготовлены по длине больше, чем магнитопровод статора, они упираются в выступы корпуса, зажимающие магнитопровод с торцов, и теряют свое свойство памяти формы.
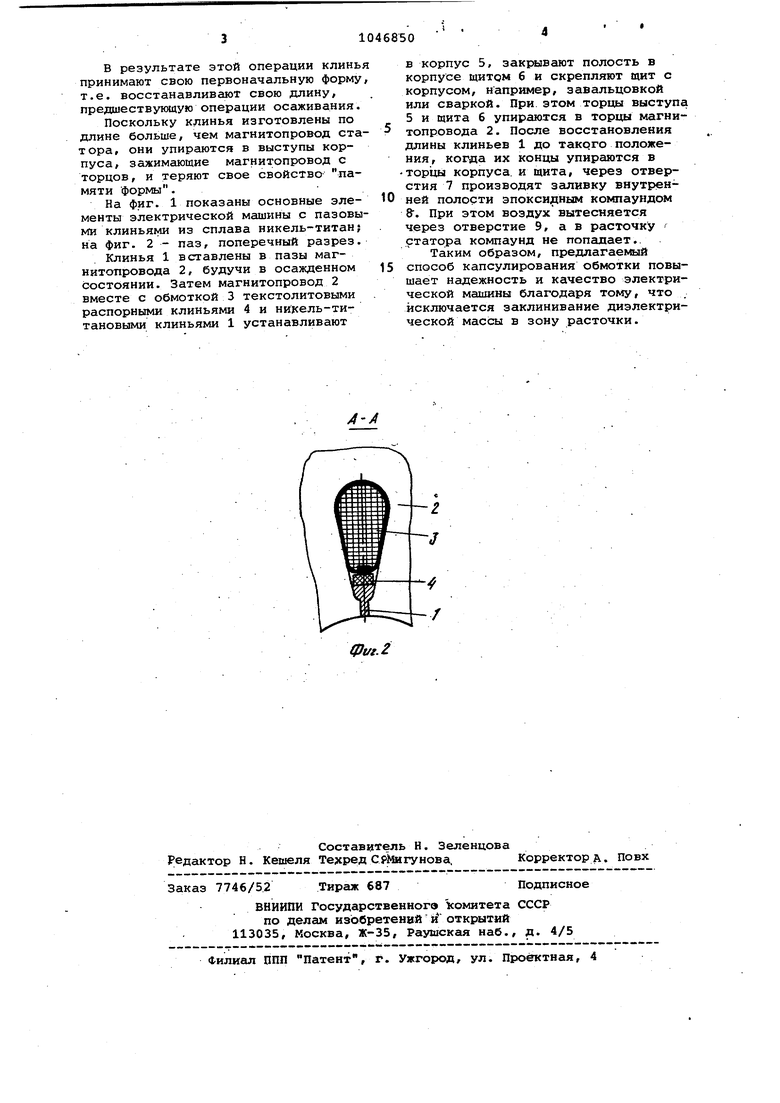
На фиг. 1 показаны основные элементы электрической машины с пазовыми клиньями из сплава никель-титан; на фиг. 2 - паз, поперечный разрез.
Клинья 1 вставлены в пазы магнитопровода 2, будучи в осажденном состоянии. Затем магнитопровод 2 вместе с обмоткой 3 текстолитовыми распорными клиньями 4 и никель-титановыми клиньями 1 устанавливают
в корпус 5, закрывают полость в корпусе щитом 6 и скрепляют щит с корпусом, например, завальцовкой или сваркой. При этом торцы выступа 5 и щита б упираются в торцы магнитопровода 2. После восстановления длины клиньев 1 до такого положения, когда их концы упираются в торцы корпуса, и щита, через отверстия 7 производят заливку внутренней полости эпоксидным компаундом 8. При этом воздух вытесняется через отверстие 9, а в расточку статора компаунд не попадает.
Таким образом, предлагаемый способ капсулирования обмотки повышает надежность и качество электрической машины благодаря тому, что исключается заклинивание диэлектрической массы в зону расточки.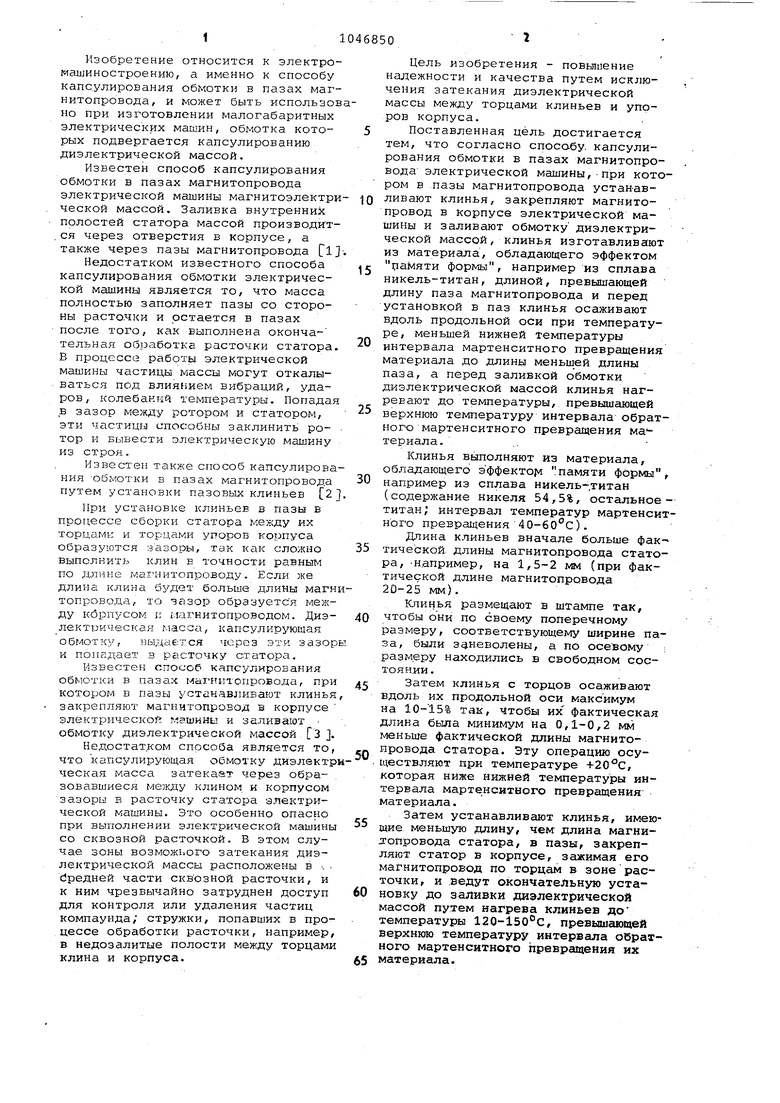
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины | 1982 |
|
SU1091274A1 |
| Способ сборки электрической машины | 1978 |
|
SU741378A1 |
| Способ капсулирования обмотки статора взрывозащищенного электродвигателя и оснастка для его осуществления | 1991 |
|
SU1819367A3 |
| Способ капсулирования обмотки в пазах магнитопровода и устройство для его осуществления | 1988 |
|
SU1640792A1 |
| СПОСОБ КРЕПЛЕНИЯ ОБМОТКИ В ПАЗАХ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2019 |
|
RU2741070C1 |
| Устройство для капсулирования обмоток в пазах магнитопроводов электрических машин | 1974 |
|
SU518842A1 |
| Бесконтактная электрическая машина | 1980 |
|
SU936227A1 |
| СОВМЕЩЕННАЯ ГРЕБНАЯ ЭЛЕКТРИЧЕСКАЯ УСТАНОВКА ОТКРЫТОГО ТИПА | 2006 |
|
RU2306656C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ИНТЕНСИВНЫМ ОХЛАЖДЕНИЕМ | 2023 |
|
RU2798501C1 |
| Способ изготовления магнитных клиньев и установки их в пазы электрической машины | 1982 |
|
SU1046858A1 |
СПОСОБ КАПСУЛИРОВАНИЯ ОБМОТКИ В ПАЗАХ МАГНИТОПРОВОДА ЭЛЕКТРИ-. ЧЕСКОЙ МАШИНЫ, при котором в пазы магнитопровода устанавливают клинья, закрепляют магнитопровод в Корпусе электрической машины и заливают обмотку диэлектрической массой, о тл и ч а ю щ и и с я тем, что, с целью повышения надежности и качества путем исключения затекания диэлектрической массы между торцами клиньев и-упоров Корпуса, клинья изготавливают из материала, обладающего эффектом памяти формы, например из сплава никель-титан. Длиной, превышайвдей длину паза магнитопровода, а перед: установкой в паз клинья осаживают вдоль продольной оси при температуре, меньшей нижней температуры интервала мартенситного. превращения материала, до длины, меньшей длины паза, а перед заливкой обмотки диэлектрической массой кли«ья Hat-ревают до температуры W превь шакя1(ей верхнюю температуру интервала обратного мартенситного с превращения материала. 4; Од эо ел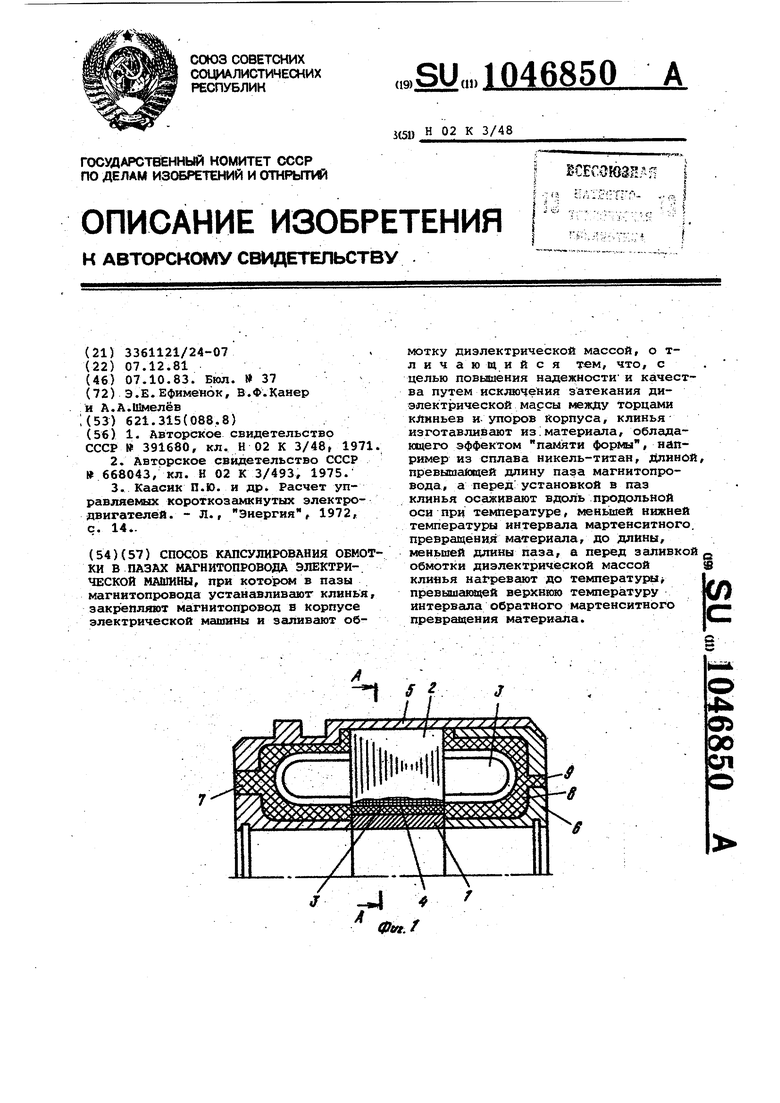
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ КАПСУЛИРОВАНИЯ ОБМОТКИ В ПАЗАХ | 0 |
|
SU391680A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Расчет управляемьхх короткозамкнутых электродвигателей | |||
| - Л., Энергия, 1972, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
