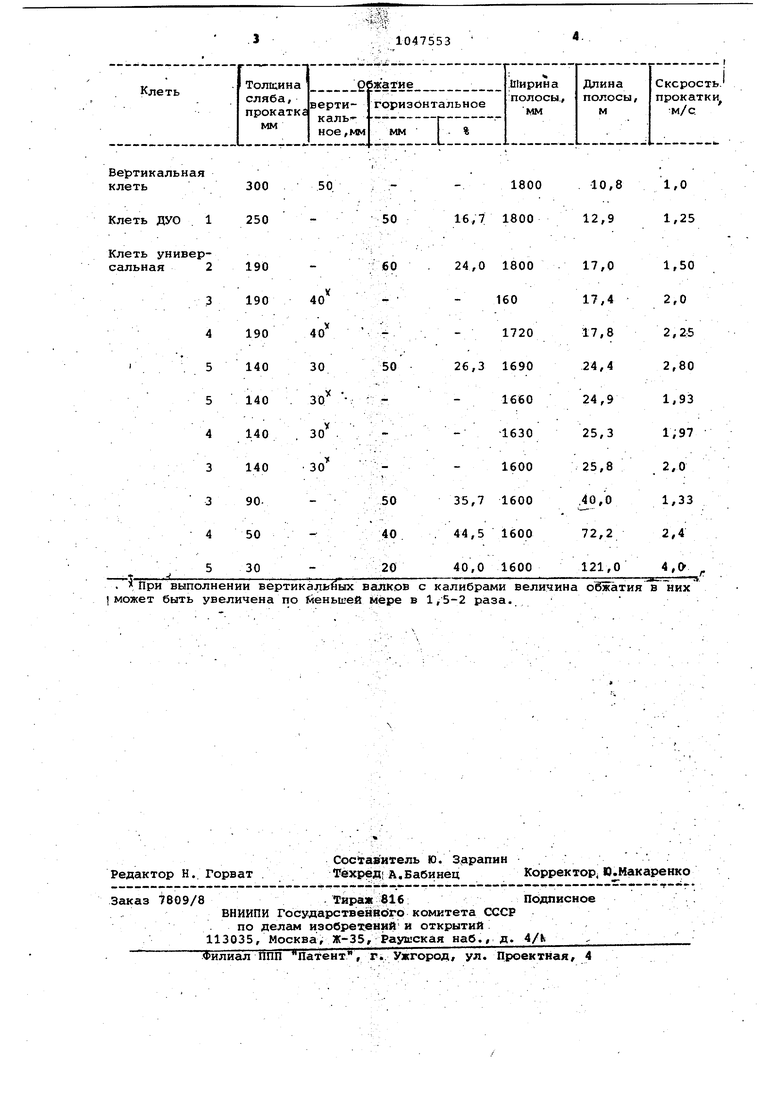
Изобретение относится к обработк металлов давлением, именно к непр рывной горячей прокатке полосового материала, и может быть использован в черновой группе широкополосного стана для прокатки подката-. Известен способ непрерывной горя чей прокатки полосового металла, . включающий нагрев слябов, прокатку в Черновых клетях с последующей про каткой в чистовых клетях. Черновая прокатка ведется в 7 че .новых клетях и в 6 чистовых клетях, при этом из сляба- 255x1930x10000 про катывавт полосу 1,2+14,3 мм со скоростью 19,7 м/с в рулон массой до 38 т LI. Возможно получение рулона из одного сляба массой до 45 т, т.е. с увеличенной толщиной и длиной сляба Увеличение толщины сляба вызывает необходимость увеличения суммарного обжатия и скорости прокатки. С увели чением обжатия растет количество клетей стана, длина раскатных и промежуточного рольгангов. Длина современных широкополосных станов (т.е. ра,сстояние от оси первой нагревательной печи до оси первой моталки) увеличена на 600 м. Это приводит к увеличению времени прокат ки и делает тепловой режим при прокатке тонких полос в чистовой непрерывной группе весьма напряженным.- В то же время при прокатке толстых полос, получаемых из слябов увеличенных толщин,.возникают трудности. связанные с их охлаждением. Поэтому обеспечения гибкого регулирования теплового режима на станах рассматриваемого типа приобретает исключительно ваЯсное значение. Наиболее близким к предлагаемому является непрерывный широкополосный стан 2000 Череповецкого металлургического , предназначенный для прокатки стальной полосы тол тиной 1,2-16 мм из слябов толщиной .до 250 мм, длиной до 10,5 м со скоростью 21 м/с в рулоны массой до 36 т. . В черновой группе этого стана установлено 5 рабочих клетей, причем три последних универсальных клети объединены в непрерывную подгруппу и выполнены с приводом от электродвигателей постоянного тока, с регулируемой скоростью. Это позволяет сократить длину рас катных полей черновой группы на 100. м, уменьшить капэатраты -на строительство, улучшить температурный режим прокатки, т.е. обеспечить мень шее понижение температуры металла пр прокатке тонкой полосы за счет сокра 1цения длины рольгангов и воэможноС1К регулирования скорости прокатки (в пределах 0,9+2,0 м/с в клети 3, до 1,8+5 м/с в клети 5) 21. Однако в данном способе непрерывной прокатки широких полос проблема дефицита обжимной мощности черновой группы сохранилась, особенно это относится к вертикальнгл. обжатиям по ширине, эффективность которых резко снижается по мере уменьшения толщины раската .ствие потери его поперечной устойчивости, а такле к горизонтальным обжатиям по толщине тяжеловесных слябов из труднодеформируемь1Х марок сталей. Клети черновой группы непрерывных широкополосных станов загружены на 30-35% при 100%-ной загрузке чистовых клетей. Цель изобретения - снижение капитальных затрат на строительство стана за счет повышения обжимной способ-, ности черновой группы клетей без уве-: личения их числа, мощности и длины стана, а также увеличение обжимнрй i способности вертикальных клетей. Указанная цель достигается тем, что,согласно способу горячей про . катки полосы на непрерывном широкополосном стане, включающем нагрев . слябов, прокатку в черновых клетях с непрерывной подгруппой универсальных клетей с последующей прокаткой в непрерывной группе чистЪвых клетай, прокатку в непрерывной поДгруппе универсальных черновых клетей осуществляют с реверсом металла за три пропуска, причем в первом пропуске производят 50-70% суммарного обжатия в вертикальных валках подгруппы и 10-40% суммарного обжатия в горизонтальных валках, после чего ра.скат реверсируют и производят 3050% суммарного обжатия в вертикальных валках с проглаживанием по толт шине в горизонтальных.валках, затем раскат возвращают в направление прямого хода прокатки и производят &090% суммарного обжатия в горизонтальных валках с проглаживанием в вертикальных валках, при этом обжатие в первом пропуске горизонтальными валками осуществляют преимущественно . в одной - двух последних клетях с проглаж.иванием .в остальных клетях. На чертеже представлена схема расположения клетей и направление прокатки метал л а в них. Черновая группа клетей состоит из вертикальной клети, клети ДУО 1, .,.; клети универсальной Z .непрерывной подгруппы универсальных клетей 3-5, а чистовая группа состоит из семи клетей. В таблице приведена схема про катки в черновой группе клетей подката 30x1600 ,мм из сляба сечением 300x1850x10500 мм, массой .45 т.
Вертикальная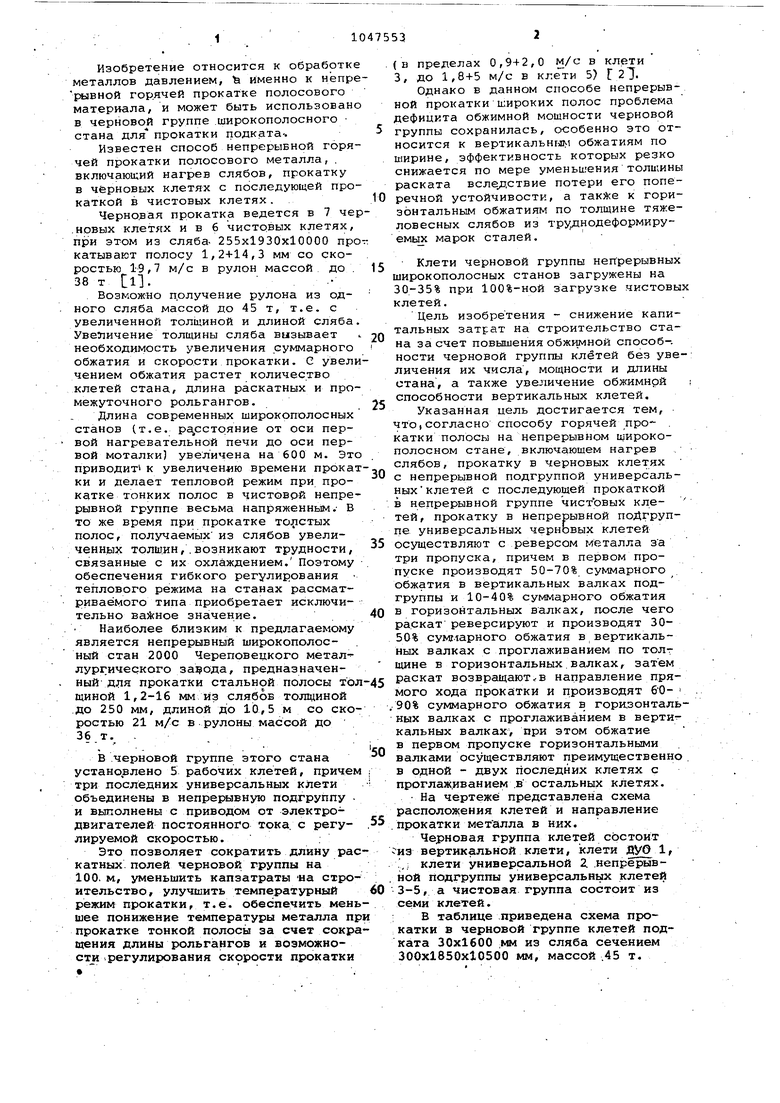
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| Широкополосный стан горячей прокатки | 1981 |
|
SU1014602A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| Способ прокатки полос в вертикальных валках универсальных клетей черновой группы широкополосного стана | 1988 |
|
SU1532105A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| Способ черновой горячей прокатки на широкополосном стане | 1988 |
|
SU1740089A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
1. СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСЫ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ, включающий нагрев слябов, прокатку в черновьДс клетях с непрерывной подгруппой универсальных клетей с последующей прокаткой в непрерывной группе чистовых клетей, о т л и чающийся тем, что, с целью снижения затрат на строительство стана за счет повьт1:ения обжимной способности черновой группы клетей без увеличения их числа,мощности и длины стана, прокатку в непрерывной подгруппе универсальных черновых клетей осуществляют с рев.ерсом металла за три пропуска, причем в первом пропуске производят 50-70% суммарного - обжатия вертикальных валках подгруппы и 10-40% суммарного обжатия в горизонтальных валках, после -чего раскат реверсируют и производят 30-50% суммарного обжатия в вертикальных валках с проглаживанием по толщине в горизонтальных валках, затем раскат возвращают в направлении прямого хода прокатки и производят 60-90% 9 суммарного обжатия в. горизонтальных (/) валках с проглаживанием в вертикальных валках. С 2. Способ по п. 1, отличающ и и с я тем, что, с целью увеличения обжимной способности вертикаль-В Ных клетей, обжатие в первом пропуске горизонтальными валками осуществляют в одной - двух последних клетях с проглаживанием в остальных клетях. Haipelmne nne nevu 1н4 ел ел 00
может быть увеличена по SiieHbiceft мере в 1,5-2 раза.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Целиков А | |||
| и., | |||
| Зюзин В | |||
| И | |||
| Современное развитие прокатных станов | |||
| М., Металлургия, 1972, с.111132 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Королев А | |||
| А | |||
| Механическое V оборудование прокатных цехов черной и цветной металлургии- М., Металлург гия, 1976, с | |||
| Подвижная хлебопекарная печь | 1925 |
|
SU433A1 |
