Изобретение относится к технологии прокатного производства и может быть использовано при прокатке полос в черновой группе клетей широкополосных станов горячей прокатки.
Наиболее близким по своей технической сущности к предлагаемому является способ прокатки, предусмэтривающий последовательное обжатие сляба в черновых клетях, выбираемое из условия обеспечения максимальной температуры подката, поступающего в чистовую группу, контроль загрузки двигателей главного привода клетей черновой группы по мощности и корректировку обжатий в случае превышения допу- стимого значения мощности
Такой подход к распределению обжатий в клетях черновой группы определяет неравномерность, т.е повышение загрузки двигателей главного привода от первой к последней клети, что отрицательно сктзывается на надежности работы основного оборудования. Кроме того, на практике довольно часто возникает необходимость учитывать ограничения, отражающие фактическое состояние оборудования, а также требования технологии.
Цель изобретения - повышение производительности и увеличение выхода годного путем обеспечения рационального использования, устойчивой работы, повышения надежности оборудования и исключение аварийных ситуаций на стане.
Поставленная цель достигается тем, что в способе, предусматривающем последовательное обжатие сляба в черновых клетях, контроль загрузки двигателей главного привода по мощности и корректировку обжатий, корректируют режим обжатий с помощью нажимных винтов в зависимости от допустимых (заданных с учетом фактического состояния оборудования и требовао о
00
ю
ний технологии) и измеренных при прокатке предыдущего раската в партии значений мощности двигателей главного привода клетей черновой группы следующим образом:
i
Н) - Hi + Ј Д| + i Дер.П)
J 1
где HI и Hj - начальное и скорректированное значения толщины раската 1-го прохода;
Д} - поправка на толщину раската после j-ro прохода,
(Nj-aCNlKHi-i-Hi)
для отдельно стоящих клетей, а также для последней клети в непрерывной подгруппе, или
4Д,Nl()
для клетей непрерывной подгруппы, кроме последней,
NJ и - фактическое (измеренное) и допустимое (заданное) с учетом текущего состо- яния .значения мощности двигателя главного привода в j-м проходе;
а - средний, коэффициент загрузки клетей по мощности,
а- 2 Nj/i NJ,,
J-1 J i
n - число проходов в черновой группе: Д - коэффициент:
J-1
2 А
А-1+1нТгг
Дер - средняя величина невязки толщины подката в каждом проходе: п
Дер - - 2 Д/п j i
Приведенные уравнения получены следующим путем.
случай. Клети, стоящие отдельно, или последняя в непрерывной подгруппе (скорость прокатки не зависит от толщины раската).
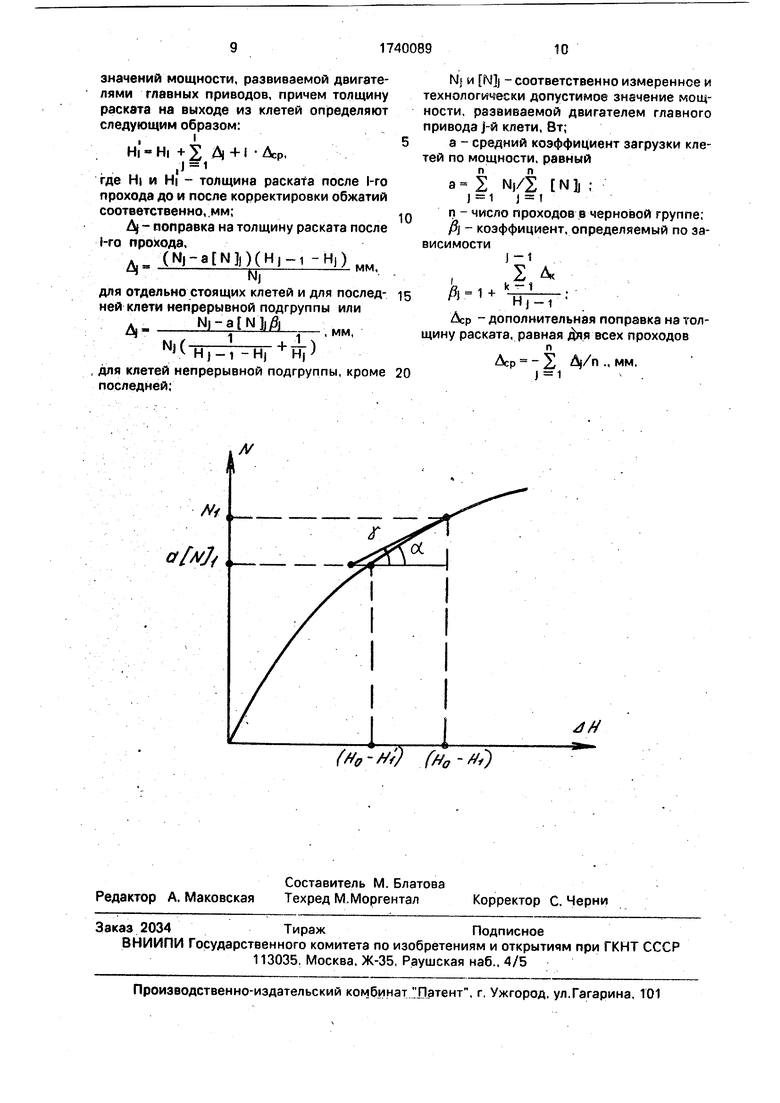
Для первой клети справедливо соотношение (см. чертеж)
и..-HI- H-H,.
где Но - толщина сляба:
tg. Ni dNi
Отсюда
dCHo- Hi) dHi
Hi-Hi +
Ni-a
)N 73TT
-dNi/cJHi Для второй клети приближенно можно считать
«(-«{.н.-н,- -откуда
Н н, + , 2 2 -dN2/dH2 + -jNi/ Hi
В общем виде для любой клети указанного типа
(2)
5
0
5
0
,,+2д
II случай. Клети, входящие в непрерывную подгруппу, кроме последней (скорость прокатки обратно пропорциональна толщине раската). В этом случае вместе с изменением толщины раската меняется скорость прокатки, а следовательно, и мощность. Изменение мощности при корректировке толщины металла после клети (Hj) при измененной толщине раската перед клетью (Hj-0учитывается производной dNj/dHj. Изменение же толщины металла перед данной клетью (Hj-i) за счет корректировки обжатий в предшествующих проходах в производной dNj/dHj не учитывается. Приближенно это
изменение можно учесть коэффициентом
j i - )-1 н,-1 + 2 Дк
А
Hj-1
k 1
Hj-1
HJ-1
1+
k 1
Hj-1
5
При этом скорректированное значение
толщины составляет I
Hi
«Н| + J
VNj/ft
(-«Mj/yi
Nj/fl - а N j
0
-dNj/dHj Д)
(3)
HHj)-(i/A)
Н,+У Ni-aWifl
П| | -ЛМ./ДМ,
i
При расчете по формуле (2) или (3) из-за 5 принятых выше допущений может остаться
п
суммарная невязка толщины, т.е. 5) Д} О,
что недопустимо, так как HI . рассчитанное 0 по любому из этих Уравнений при 1 п. должно быть равно толщине подката Нп. Для соблюдения этого очевидного условия необходимо при расчете HI учесть среднюю величину невязки толщины подката в каждом 5 проходе:
Vn. j i
Окончательно получаем формулу (1). Выразим Д| через известные параметры прокатки. Мощность, потребляемая электродвигателем 1-й клети при прокатке, определяется выражением
Nj MjVj/J7j Rj. где Mj - момент прокатки;
Vj - окружная скорость валков:
1 - КПД привода валков;
RJ - радиус рабочих валков;
M1 2BJ-|g2j Pep, fl.
Bj - ширина раската;
Igj - длина дуги контакта;
Pcpj - среднее давление в очаге деформации;
$- коэффициент плеча приложения силы прокатки
.15ncj 69 j
W(jr коэффициент напряженного состояния в очаге деформации;
0sj - сопротивление деформации металла.
Таким образом.
NJ 2-1,15 Bj ig 2arjj sj Vi Vj/f/, Rj. Учитывая последнее выражение, производная dNj/dHj равна:
4И1 + , §NJ x dHj 3Bj dH) 8igjdHj Ш) ydoG) , SNLdOsL , 9N dVj JHJ 30-sj dHj 31/4 dHj
Средняя ширина раската в очаге деформации практически не зависит от его толщины после пропуска, поэтому первым членом суммы можно пренебречь. Выразим параметры, входящие в другие члены суммы, через
gj VRj(H j -1 - Hj) :
gj .-R
JH 2VRj(Hj-i -Hj)
agj 0.674+0.213 и Д 9)+
Гпс
j-1 -i-Hj lg(3Hj-i -Hj
dHj
(Hj-1 + Hj)()
Сопротивление деформации металла зависит в основном от марки стали, скорости деформации Uj, степени деформации в и температуры металла tj и может быть выражено, например, уравнением
(7о.д. Ј m2 Uj m3 ,
где коэффициент, зависящий от марки стали;
оъ.д.-базовое сопротивление деформации.
При этом
V|(Hi-i HI). ,, HI-I Н .
lgjHj-1 fc)H)-i
d.Uj vj KJ . da i.
H)2 H j - 1 Igj dH,Hj - i
Uj
Kj 1 + 2 E
Hj
cLgsj 3gsj (jЈj
dHj Sej dHj
+
ЗР-SJ (j.Uj . Qffsj oLt
+
3Uj dHj T 3tj dHj
5
0
Последним членом этой суммы можно пренебречь ввиду незначительного влияния в черновой группе обжатия на температуру раската в очаге деформации. В связи с этим
40цOSL t тз Ki
dHj
(
+ ГП2).
H j - 1 - Hj V 2 Коэффициент плеча равнодействующей выражается, например, зависимостью
.51J(H -1+H )
incur JJ03
Для черновых клетей, в которых скорость прокатки не зависит от толщины раската после пропуска (отдельно стоящие или последняя клеть в непрерывной подгруппе), dVj/dHj 0. Для клетей непрерывной подгруппы, кроме последней, dVi/dHj -Vj/Hj.
Итак, подставляя полученные выражения в формулу (4), для отдельно сдоящих клетей или для последней клети непрерывной подгруппы
Nj Hj-i -Hj
О-Д)
0
5
0
5
а для клетей непрерывной подгруппы (кроме последней)
У1 dHj
где
Kim3 ,3 H j - 1 - Hj
-2-+m2 HJ-I +Hj
)+Я1}
P
X
Ic
X(0,17 +-/ц 9i .ц ч
+HJ)
Расчеты, выполненные для различных условий прокатки в черновых клетях широкополосных станов, показывают, что р значительно меньше 1, и для отдельно стоящих клетей или для последней клети непрерывной подгруппы можно принимать
rn Ni1dHj J HJ-I -Hj а для клетей непрерывной группы (кроме последней)
«Ш--ГМ./±
rfHj- N)iHj-i -Hj
Предлагаемый способ распределения обжатий в клетях черновой группы отлича/
+ н,-}ется от прототипа тем, что изменение обжатий (растворов) в горизонтальных валках черновой группы клетей производится с целью обеспечения равномерной (заданной) загрузки двигателей главного привода клетей черновой группы с учетом ограничений, отражающих фактическое состояние основного оборудований и требования технологии.
На чертеже приведен график зависимости мощности прокатки от обжатия, поясняющей вывод уравнений.
Способ осуществляют следующим образом.
П р и м е р. В черновой гр уппе широкополосного стана, состоящей из пяти клетей, производится прокатка раската толщиной 40 мм из стали 10ХНДП. Толщина сляба 250 мм. В составе черновой группы работают 5 клетей, в том числе отдельно стоящие клети № 1-2, клети № 3-5, объединенные в непрерывную подгруппу. Допустимые значения мощности двигателей главного привода клетей составляют: № 1 - 8 МВт, № 2-4 - 16 МВт. Первоначальное распределение толщины раската (мм), скорости прокатки V (м/с) по клетям и соответствующие значения мощности (МВт) следующие:
№ клети НNN/ N V
1209 6,2 0,78 1,0
2145 14,4 0,90 1,25
3101 15,2 0,95 1,39
468 15.5 0,97 2,06
540 26.7 1,07 3,50 Сумма фактических (измеренных) значений мощности а черновой группе составляет
У Np 6,2 + 14,4 + 15,2 + 15,5 + 26,7 -
78,0 МВт Сумма допустимых значений мощности
п
8+ 16+16+16 + 25 1 1
81 МВт
Средний коэффициент загрузки клетей но мощности
а - Ју 0.964 Значения Д| равны:
мм :
Д, - (6.2-0.964 8)(250-209)
166.2
д (14.4-0.964 1б)(209-145) ,4мм
Д3 1 +..90. 15.2-0.964160.90 + 2.7мм; ( 145-101 )
Л, -1 J- -.7-4,4 +2,7 „ fa - 1
101
0.89:
15,5(
0,964160,89 2i5MM.
101-68 68
+ -И
кя /
-V1 Л- С 26,7-0.964 25) (68-40) Zf.HI26.
1
ММ
0
5
0
0
5
Суммарная невязка толщины подката
п
2 А -(-9,7- 4,4 + 2,7 + 2,5 +
+ 2,8) 6,1 мм,
а средняя ее величина в каждой клети Дер 6,1/5 1,22 Таким образом,
Hi 209-9,7 + 1,22 200 мм; Н21 145 - 9,7 - 4,4 + 1,22-2 133 мм; Нз1 101 - 9,7 -4,4 + 2,7+1,22-3 93 мм; IV 68 - 9,7 - 4,4 + 2.5 + 1,22-4 -64 мм; На1 40-9,7-4,4+ 2,7+ 2,5 +
+2,8+ 1.22-5 40 мм. Скорректированное распределение толщины раската (мм), скорости прокатки V (м/с) по клетям и соответствующие значения мощности (МВт) следующие: 5№ клети НNN/ N V
1200 7,6 0,95 1,0
2133 15,3 0,96 1,25
393 15,5 0,97 1,51
464 15,3 0,96 2,19 0 540 24,0 0,96 3,50
Таким образом, выполненная корректировка режимов обжатий позволила более равномерно загрузить клети по мощности, в том числе обеспечить прокатку во всех про5 ходах без превышения допустимых нагрузок. Использование предлагаемого способа распределения обжатий позволяет обеспечить рациональное использование (т.е. равномерную загрузку) двигателей главного
® привода клетей черновой группы по мощности с учетом ограничений, отражающих фактическое состояние основного оборудования и требования технологии, устойчивую работу и повышение надежности
5 оборудования, исключить аварийные ситуации. Формула изобретения Способ черновой горячей прокатки на широкополосном стане, включающий нагрев слябов, прокатку в клетях черновой
группы с отдельно стоящими клетями и непрерывной подгруппой, измерение мощности, развиваемой двигателями главных приводов при прокатке каждого раската, и корректировку режима обжатий с помощью нажимных винтов, отличающийся тем, что, с целью повышения выхода годного и улучшения качества проката, режим обжатий корректируют в зависимости от измеренных и технологически допустимых
значений мощности, развиваемой двигателями главных приводов, причем толщину раската на выходе из клетей определяют следующим образом:
,i
Hi - Hi + 2 А +1 А.
, 1 где HI и HI - толщина раската после 1-го
прохода до и после корректировки обжатий соответственно, .мм;
&I - поправка на толщину раската после 1-го прохода,
(Nl-alNJKHj-i-Hi)
NJ
для отдельно стоящих клетей и для послед- ней клети непрерывной подгруппы или
д.Nj-a N)fl
ц(н,, +Д)
мм,
ij-l -Н,
для клетей непрерывной подгруппы, кроме последней;
Nj и - соответственно измеренное и технологически допустимое значение мощности, развиваемой двигателем главного привода j-й клети, Вт;
а - средний коэффициент загрузки клетей по мощности, равный
а 2 Nj/2 NJ ;
J i
n - число проходов в черновой группе; Р - коэффициент, определяемый по зависимости
А-1 +
J-1
2
k -1
Ас
Hj-1
Дер - дополнительная поправка на толщину раската, равная Для всех проходов n
Дер - 2 Af/n - мм- j i

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полосы на непрерывном широкополосном стане | 1980 |
|
SU1047553A1 |
| Способ горячей прокатки толстолистовой стали | 1983 |
|
SU1152673A1 |
| Способ прокатки полос в вертикальных валках универсальных клетей черновой группы широкополосного стана | 1988 |
|
SU1532105A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Способ горячей прокатки широкополосной стали | 1980 |
|
SU865440A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| Широкополосный стан горячей прокатки | 1981 |
|
SU1014602A1 |
| Способ редуцирования слябов по ширине | 1990 |
|
SU1799648A1 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| Способ прокатки листов преимущественно на реверсивных толстолистовых станах | 1978 |
|
SU900886A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке полос в черновой группе клетей широкополосных станов горячей прокатки. Цель изобретения - повышение выхода годного и улучшение качества проката. В соответствии со способом, сляб нагревают и последовательно обжимают в черновых клетях, измеряя мощность прокатки, Исходя из замеренных величин мощности и предварительно рассчитанных с учетом технологических ограничений допустимых значений мощности прокатки корректируют обжатия, определяя толщину раската на выходе из каждой клети по зависимостям, учитывающим, является ли клеть отдельно стоящей или входит в непрерывную подгруппу. Изобретение позволяет равномерно загрузить клети черновой группы по мощности и обеспечить устойчивую работу оборудования стана. 2 табл. 1 ил. I СО w СП
м,
() (ffo-fo)
4ti
| Остапенко А.Л | |||
| и др | |||
| Снижение энергозатрат при прокатке полос | |||
| - Киев | |||
| Техника, 1983, с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Срфьян М.М | |||
| Прокатка широкополосной стали - М.- Металлургия | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
