Известна обточка поршневого кольца по форме его в свободном состоянии при помощи копира.
Особенность предлагаемого способа обточки или шлифования поршневого- кольца заключается в сообидении кольц - (или режущему инструменту) Г процессе обработки дг иженмя относительно режущего инструмента (пли кольца) по траектории криво; типа улитки Паска.гя. Сообп1ение ко.чьцу такого движения дает возможность автоматически, без lIpи eнeния копиров и 1иаблонов воспроизводить форму кольца в свободном состоянии с наперед заданной эпюрой дав.пения кольца на стенки цилиндра.
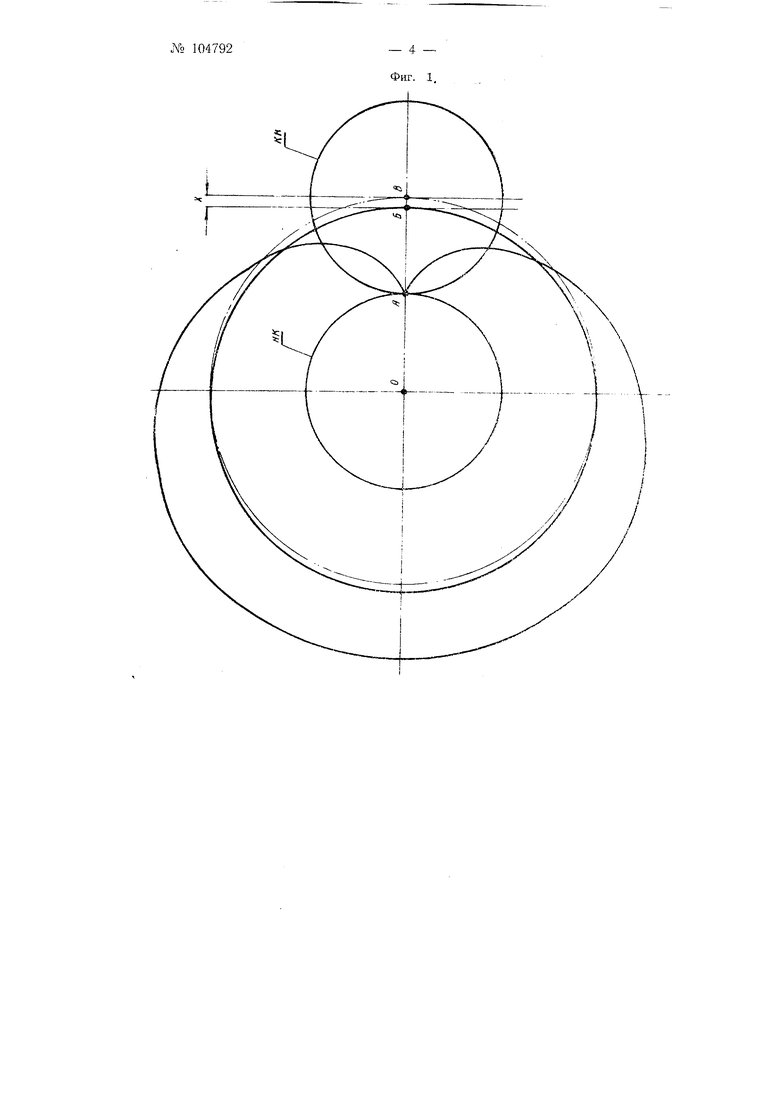
Предлагаемы способ иллюстрп|1уется фиг . I.
По рисунку pacпoлoжe и я точек формы поршневого кольца в свободном состоянии и согласно анализу размеров радиусов-векторов можно считать, что (})орма кольца имеет вид сердцевидной кривой. Г)б|цеизвестиая сердцевидная кривая «кардиоида, являющаяся частн з1м случаем эиициклоиды (когда неподвижного круга НК
(фиг. 1) равен диаметру производящего катящегося КК круга), никак не может представлять собой форму кольца в свободном состоянии, так как контуры ее слишком круты и даже имеют вогнутость в начальной и конечной точке обкатки. Однако можно заметить, что, если периферийная точка А, находящаяся на катящейся окружности /С/, описывает кардиоиду, то центр катящейся окружности - точка В - описывает окружность, а все точки радиуса катящейся окружности (между точкой А и точкой В) оиисывают промежуточные кривые между кардиоидой и окружностью, называемые улитками Паскаля. Точки катящейся окружности, расиоложенные в относительно б. зости к ее центру, описываю округ, серд 1евидные кривые, по своему характеру и относите. совпадающие с теоретической фор.мой пор цневого :ольца в свободном состояН1 и, а также и с ijiopMtiM кривых, 1остроe iHbix опытным путем. Ес.П, например, диаметр 1еиодвижного НК 1 производящего КК равным П. НДр;; И ВЫДСЛИТЬ
на производящем ируге точку Гз, которая удалена от центра В на величину X, равную величине разницы между максимал| ным и минимальным радиусом формь: кольца в свободном состоянии нри онределеьгHoii эиюре, го |зыш;ленная точка Б при обкатке oniiuieT кривую в виде формы поршневого кольца в свободном состоянии. Изменяя в определенных пределах расстояние X, но оставляя неизменным диаметр неподвижного круга НК и производящего круга КК, можно тем самым изменять эпюру давления кольца на стенки цилиндра при неизменном диаметре цилиндра.
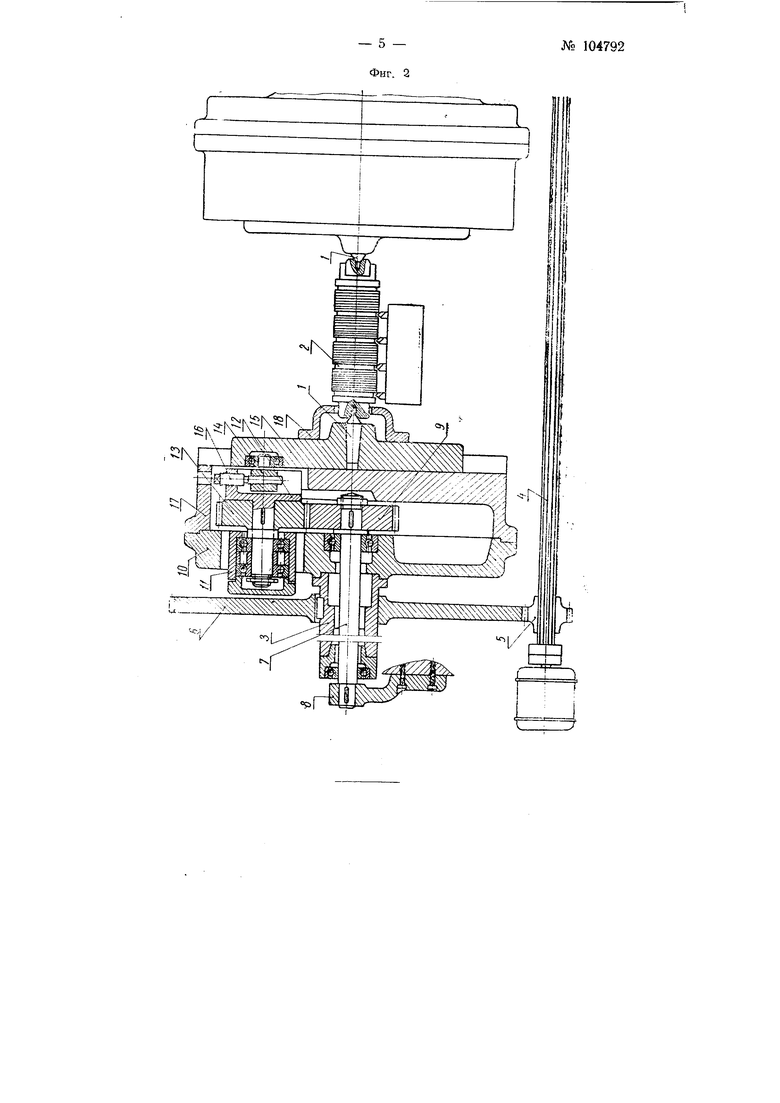
На фиг. 2 представлена принципиальная кинематическая схема многорезцового станка для осундествлекия предлагаемого способа обточки нли нглифования поршневых колец по форме кольца в свободно.г состоянии.
На центрах / передней и задней бабок устанавливается оправка 2 с поршневыми кольцами, предназначенными для обточки или шлифования. Шпиндель 3 обеих бабок вра.Жается синхронно, получая враш,ение от одного вала 4 с помощью шестерен 5 н 6. Внутри шпинделя 3 .помещен на двух шарикоподшппниУках неподвижный центральный вал 7, .который .с помощью шпонки удерживается от вращения кронштейном 8, закрепленным на корпусе шиинд.ельной бабки. На этот неподвижиьп- вал 7 носажена на шпонке слюнная шестерня 9, которая, так же как и вал 7 неподвижна. На посадочный передний конец шпинделя 3 посажено основание 10 планшайбы, .в пазу которого закреплен, но может . радиально перемещаться с харь //, в котором на двух шарикоподшипниках вращается палец 12. Fla него посажена на шпонке сменная ше; стерня 13, которая при вращени) планшайбы обкатывается по неподвижной шестерне 9. На правом конце пальца 12 имеется маправляющ1п( паз, по которому может перемещаться сухарь 14 с цапфой, несущей п ари чоподщипник, который в свою очередь утоплен в гнездо ползуна 15. Сухарь 14 перемещается по своей лаправ.чяющей с помощью
диффереиц 1а,:1ьного вннта 16, имеющего резьбу с разными шагами. Вращение винта 16 осуществляется ключом через отверстие крышки планщайбы 17, вокруг которого нанесены круговые деления, дающие воЗлМожность с большой точностью регулировать ноложение сухаря М,
г. е. расстояние X на фиг. 1. Как указывалось, сидящий на цапфе сухаря 14 шарикоподшипник одновременно сндит втеле ползуна J5, который имеет направляющпе в виде ласточкиного хвоста н может радпально перемещаться по соответствующим направляющим, простроганиым е торца в крыщке планшайбы 17. В ползун 15 вставлен центр 1, поводок 18 вращает оправку 2 е обрабатываемы.мн порщневымн кольцами. Если с помощью впнта 16 установить сухарь 14 таки.м образом, чтобы центр его цапфы, а ачедовате.льно, и сидящего на ней шарикоподшипника совместился с центром иальца 12, а значит и с центром шестерни 13, то ползун 15 при вращении планн1айбы 17 будет только вращаться вместе с п.чангпайбой, не 1мея относительного перемещения по направляющим планшайбы, а
;1елтр /, соответственно расположенный, , будет оставаться на месте. В этом случае резцы, подведенные к онравке с кольцами, будутточить правильную окружность.
Ec;iH же с помощью винта 16 сухарь М, а следовательно, и центр цапфы с щарикоподшипником сместить с центра шестерни 13 на определе1шое расстояние X (фиг. 1), то резцы, подведенные к оправке е кольцами, будут точить форму кольца в своболлом состоянии. Нетрудно заметить, что в данном случае неподвижная HiecTcpiiH .9 является неподвижным кругом, i обкатывающаяся н естерня 13 - - иронзводящг.м iqjyroM.
Путем подбора соответствующих сменных шестерен 9 и 13 и необходимого смепхения X .можно точ1-пт з форму свободного состояния поршнеБых ко.лец любого типа и | 1змера с необходимой апюроП давлоилл иа цилиндра.
Предмет из о б р с т с и и я
1. Способ обточки или оьчлфоваыия поршневого кольца, отличающийся тем. что, с целью восироизведения формы кольца в свободном состоянии с наперед задайной эпю1)ой давлеиия кольца на стенки ци/и1ндра, кольцу в процессе сю обработк сообщают движение относительно режуикго инструментт (или режущему инструменту относительно обрабатываемого ко.чьца) по траектории кривых типа улиток Паскаля.
2. Станок для осуществления способа по и. 1,0 т л и ч а ю щ и н с я те.м, что ползун, (ползуны), песущпи обрабатываедгое кольцо (или режу1Ц Й HiiCTpyMcirr), соч.ленен с крнвоИ1НПНЫМ пальцем, поворотно укрепленным на обкатывающем неподвнжное зубчатое колесо, такого же диаметра зубчатом колесе на регулнрусмом расстоянин от центра послсднеIo, обеспечивающим необходимую разность между наибольшим н на моньнп1М радиусами кольца в свободном состоянии прн заданной да15леиня на стенки цилиндра.
№ 104792
Фиг. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВИГАТЕЛЬ ПОНОМАРЕВА | 1994 |
|
RU2094629C1 |
| Барабан для закрепления заготовок поршневых колец при их расточке | 1936 |
|
SU54877A1 |
| Бесшатунный механизм | 2023 |
|
RU2805423C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Прибор для вычерчивания циклоидальных кривых (эпициклоиды, гипоциклоиды и ортоциклоиды) | 1936 |
|
SU55162A1 |
| УСТРОЙСТВО для ОБРАБОТКИ И ЗАТЫЛОВАНИЯ ЗАБОРНОЙ ЧАСТИ МЕТЧИКОВ | 1972 |
|
SU340516A1 |
| Аппарат для одновременной отливки нескольких изделий по центробежному способу | 1931 |
|
SU27995A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Прибор для воспроизведения кривых | 1989 |
|
SU1666367A1 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |