4
Изобретение относится к изысканию новых способов обработки металлов и сплавов и может использоваться t и различных областях машиностроения для повышения усталостной прочности и долговечности изделий из ферромагнитных материалов.
Известны способы воздействия на изделие электрическим и электромагнитным полями с целью торможения роста трещины, например, способ торможения растущей трещины под воздействием импульсного злектромагнитного поля (ИЭМП), Наложение такого поля способствует изменению механических свойств материала, так как импульсы Поля приводят к разряжению скоплений дислокаций и уменьшению внутренних напряжений 1 .
Недостатком.этого способа является возникновение больших магнитных давлений в процессе наложения ИЭМП, прев;ышающих предел текучести большинства материалов, а также необходимость строгой центровки соленоида :над развивающейс я трещиной и невоз можность его применения к изделиям сложной формы.
Наиболее, близким к предлагаемому по технической сугдности и достигае. JiOMy результату является способ магнитной обработки, заключающийся в положении переменного поля с частотой 50 Гц в течение 2,5 млн-. циклов 2. . . .
Недостатком этого способа является малая эффективность в увеличении долговечности изделий и б ольшая длцтельность обработки.
Цель изобретения - увеличение ус талостной прочности и долговечности при циклическом нагружении и сокращение времени обработки.
Поставленная цель достригается тем что согласно способу магнитной обработки ферромагнитных изделий путем воздействия на изделие переменным магнитным полем, изделия подвергают циклическому нагружению в упругой области и одновременно производят циклическое перемагничивание переменным магнитным полем по предельной петле гистерезиса в течение 3-15 мин с постепенным снижением напряженности намагничивающего поля до нуля.
При наличии поверхностных усталостных микротрещин частоту перемагничивания выбирают от 100 до 40000 Г
При образовании микротрещин в при поверхностных слоях или в глубине изделия частоту выбирают.от 20 до 20000 Гц,
Обработку можно производить в чередующихся продольном и поперечном магнитных полях.
Контроль качества магнитной обработки и процесса развития усталостной повреждаемости можно осуществлять, используя измерения магнитной вязкости (магнитного последействия). Если магнитная вязкость резко возрастает при эксплуатации, значит магнитная обработка, проведенная ранее. Недостаточна и перемагничивание продолжают до тех пор, пока величина магнитной вязкости не будет близка к исходному значению или не уменьшится. Время перемагничивания обычно не превышает 15 мин.
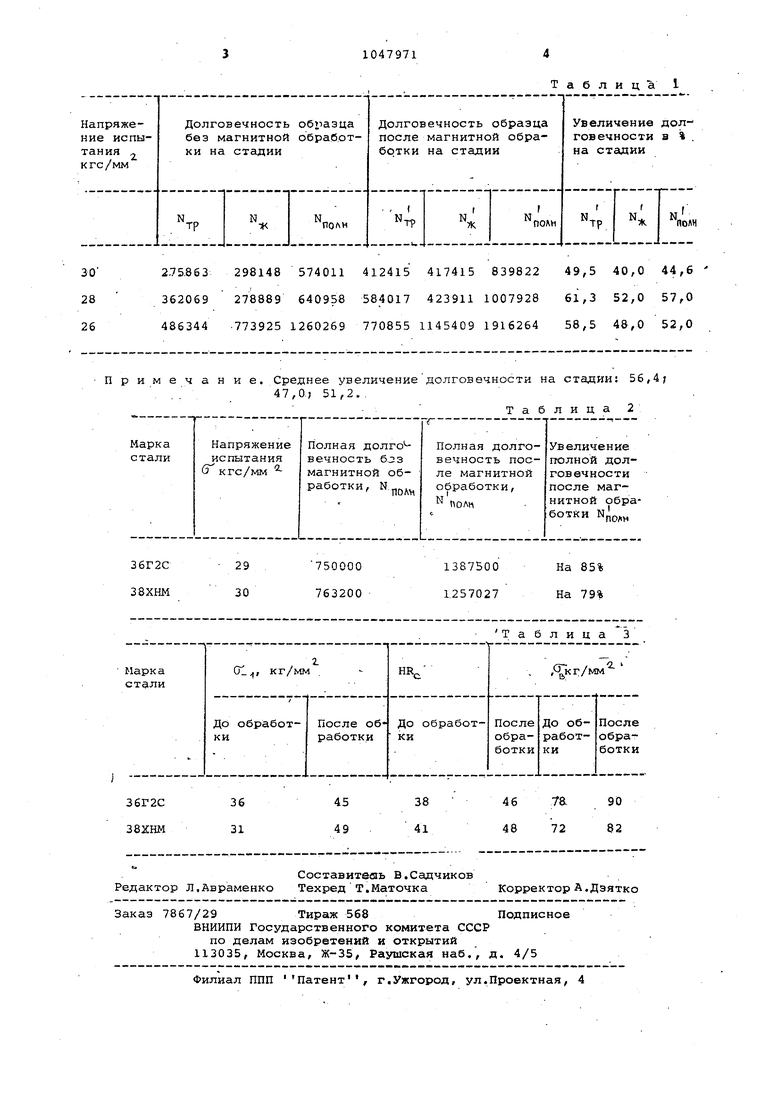
В Табл. 1 представлены результаты испытаний на долговечность образца стали 36Г2С до обработки и после магнитной обработки.
Образцы испытывают.при симметричном круговом изгибе с вращением на машине МУИ-6000 при частоте нагружения 6000 циклов в минуту.
N и живучесть образца с трещиной.
noNH долговечность образца до начала окончательного разрушения; N-ф и N. т начало- появления трещин (N - без обработки, N- после магнитной, обработки) .
В табл. 2 приведены данные после обработки в чередующихся продольном и поперечном магнитных полях.
Кроме того, на стадии начала роста усталостной трещины, микротвер дость HR, предел -выносливости (Л .и предел прочности СТц также увеличиваются после магнитной обработки (табл. 3) .
Предлагаемую магнитную обработку целесообразно применять в случае массового производства изделий, или тогда, когда увеличение долговечнос,ти не достигается известными способами при эксплуатации изделий.
Таблица 1
1. СПОСОБ МАГНИТНОЙ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ путем воздействия на изделие переменным магнитным полем, отличающий.с я тем, что, с целью увеличения усталостной прочности и долговечности при циклическом нагружении изделий и сокращения времени обработки, изделия подвергают циклическому натружению в упругой области и одновременно производят циклическое перемагничивание переменным магнитным полем по предельной п-етле гистерезиса в течение 3-15 мин с постепенным снижени-. ем напряженности намагничивающего поля до нуля. 2.Способ по п. 1, о т-л и ч а ю.щ и и с я тем, что при наличии поверхностных усталостных микротрещин-частоту перемагничивания выбирают от 100 до 40000 Гц. 3.Способ па п. 1, отлича ющ и и с я тем, что при образовании микротрещин в приповерхностных слоях или в глубине изделия частоту перемагничивания выбирают от 20 до 20000 Гц..I 4.Способ по п. 1, отлича ю(Л щ и и с я тем, что магнитную обработку проводят в чередующихся проCZ дольном и поперечном магнитных полях.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Финкель В.М | |||
| Физические основы торможения разрушения | |||
| М., Металлургия, 1977, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU190391A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
