Изобретение относится к устройствам для нанесения клея, преимущественно на изделия цилиндрической формы,, используемым в составе автоматов для нанесения клея на детали при серийном и массовом произ,водстве.
По основному авт. св. № 610570 иЗ вестно устройство для нанесения, клея, содержащее связанную с приводом вращения оправку с выпускным отверстием и соединенную с оправкой каретку, установленную на направляющей с возможностью возвратно-поступательного перемещения. Устройство снабжено подпружиненным штоKOW, установленным с зазором в выпускном отверстии оправки,- которое выполнено в ее.днище 1. ..
Однако известное устройство не обеспечивает качественного нанесения клея на поверхность обрабатываемого изделия при изменении температуры окружающей среды. При повышений температуры окружающей среды . вязкость . клея уменьшается и в выпускное отиерстие между штоком и оправкой под собственным гидростатическим давлением поступает больше клея. Клей скапливается на торце оправки и при взаимодействии ее с изделием клей с торца пере-носится на торцовую поверхность изделия, что в больщинстве случаев недопустимо.:
При уменьшении температуры окружаю: щей среды вязкость клея увеличивается и при прочих равных условиях в выпускное Отверстие штоком и оправкой под собственным гидростатическим давлением поступает меньше клея, который при работе устройства с заданным ритмом не успевает полностью заполнить зазор между штоком и оправкой. Такое положение приводит к тому, что при нанесении клея на цилиндрическую поверхность изделия толщина клея уменьшается, вызь1вая «непромазы на некоторых участках цилиндрической поверхности. .
Целью изобретения является повышение качества нанесения клеевого слоя яри изменении температуры окружающей среды. ., ., . -.:Поставленная цель достигается тем, что устройство для нанесения клея снабжено термокомпенсирующими кольцами, вы полненными из материала с высоким коэффициентом линейного расширения и установленными «а одном уровне с образованием зазора между собой в выпускном отверстии оправки, причем одно изколец закреплено на щтоке, а другое - на оправке.
При этом термокомпенсирующие кольца выполнены из фторопласта.
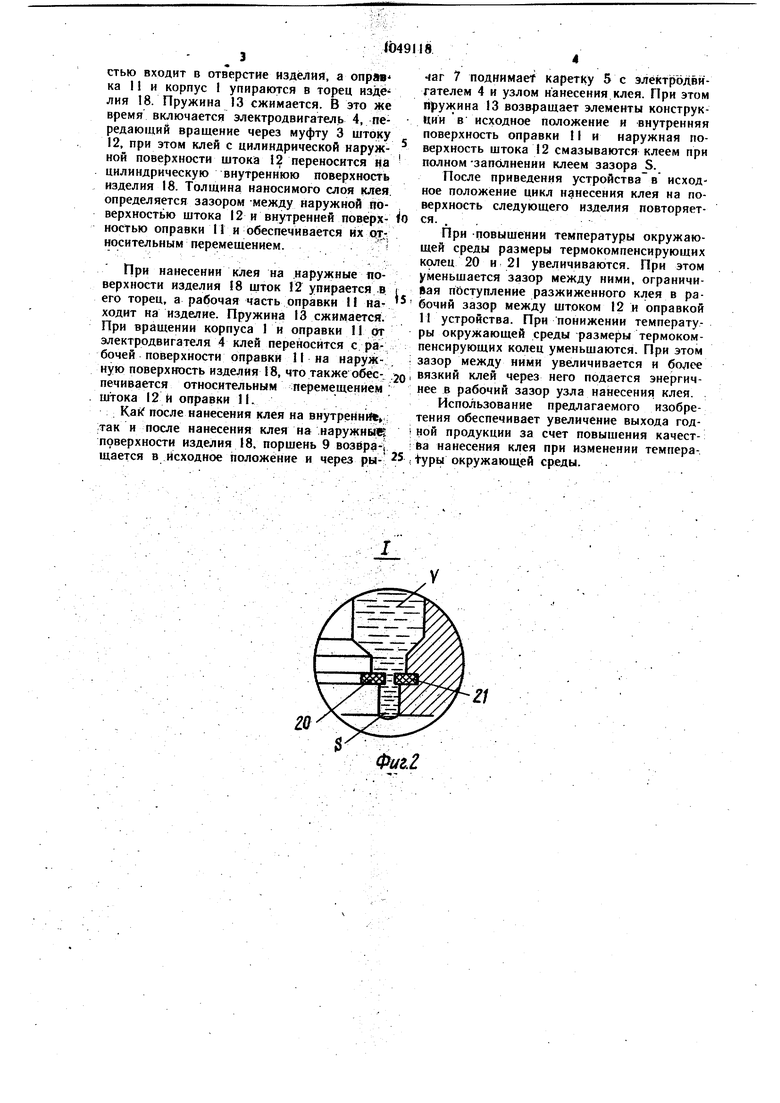
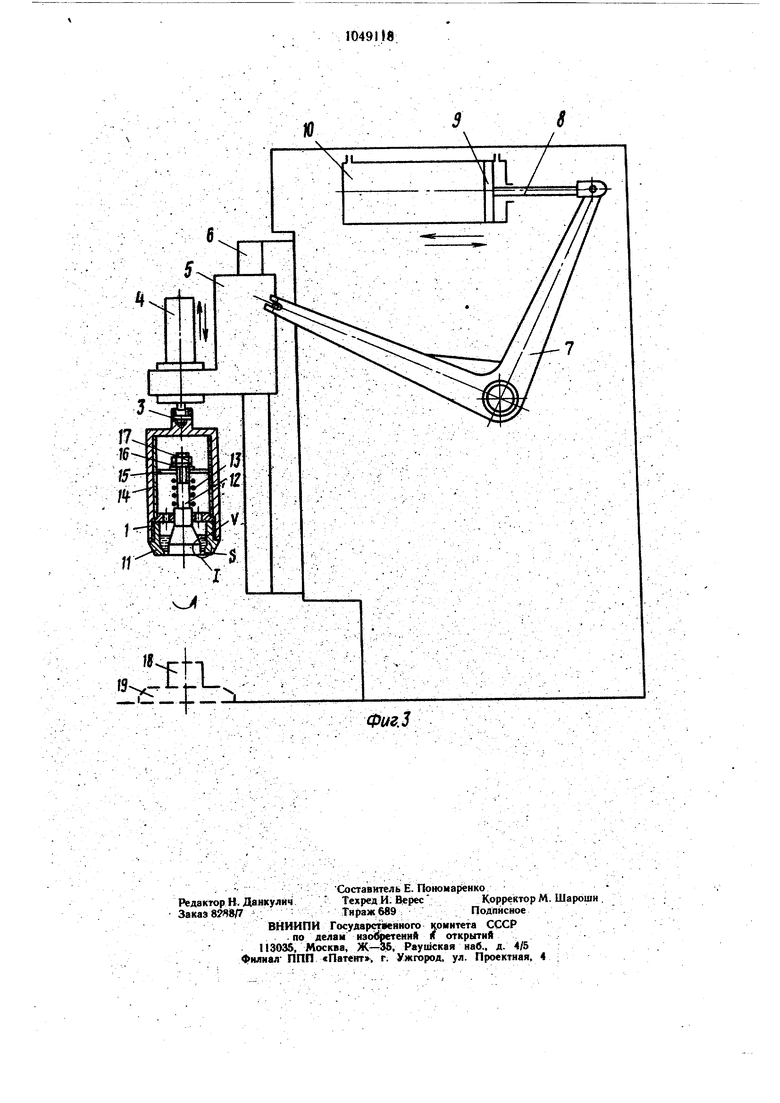
На фиг. 1 схематично изображено устройство для нанесения клея, общий вид (вариант выполнения устройства для нанесения клея на внутренние поверхности издеЛИЙ); на фиг. 2 - узел I на фиг-. 1; на фиг. 3 - вариант выполнения устройства для нанесения клея на наружные поверхности изделий.
Устройство для нанесения клея включает узел нанесения клея, содержащий корпус 1, установленный с помощью фланца
2и муфты 3 на выходном валу электродвигателя 4, Который в свою очередь смонтирован на каретке 5, расположенной на направляющих 6 и ша.рнирно соединенной с поворотным рычагом 7, другой конец которого также шарнирно соединен со штоком 8 поршня 9 пиевмоцилиндра 10.
В корпусе 1 узла нанесения клея укреплена оправка II в выпускном отверстии S, в днище которой установлен с зазором шток 12, соединеиннй через фланец 2 и муфту
3с приводом его вращения от эектродвигателя 4. Между штоком 12 и фланцем 2 установлена пружина 13, а полость V между штоком 12 и оправкой II заполнена клеем..
В устройстве для нанесения клея на цилиндрические наружные поверхности изделий между оправкой I1 и верхним внутренним торцом корпуса 1 расположена распорная втулка 14, на которой закреплен шток 12 хвостовой частью с помощью шайбы 15, гайки 16 и контргайки 17. Между штоком 12 и распорной вfyлкoй 14 установлена пружина13, а полость /между штоком 12 и оправкой II заполнена клеем. Изделие 18, цилиндрическую внутреннюю или наружную поверхности которого необходимо покрыть клеем, укрепляется в зажиме 19 соосно электродвигателю 4.
Устройство снабжено также термокомпенсирующими кольцами, выполненными из материала с высоким коэффициентом линейного расширения, например фторопласта, у которого коэффициент линейного расширения равен 13-10 1/град, установленными на одном уровне с образованием зазора между собой в выпускном отверстии & оправки 11, причем одно, из колец 20 закреплено с натягом на штоке 12, а другое кольцо также с натягом закреплено на оправке П. Шток 12 и оправка 11 выполнены например, из стали, коэффициент линейного расширения которой равен 13 10 1/град.
Устройство работает следующим образом., -.
В пневмоцилинд 10 подается сжатый воздух, который перемещает поршень 9, передавая поступательное движение штоком 8 через рычаг 7 каретке 5, которая, перемещаясь по направляющим 6, подводит узел нанесения клея к изделию 18, установленному в зажиме 19.
При нанесении клея на внутреннюю поверхность изделия 18 шток 12 рабочей частью входит в отверстие изделия, а опряв ка 11 и корпус I упираются в торец изделия 18. Пружина 13 сжимается. В это же время включается электродвигатель 4, передающий вращение через муфту 3 штоку 12, при этом клей с цилиндрической наружной поверхности штока 12 переносится на цилиндрическую внутреннюю поверхность изделия 18. Толщина наносимого слоя клея определяется зазором -между наружной поверхностью штока 12 и внутренней поверхностью оправки 11 и обеспечивается их отт носительным перемещением. При нанесении кЛея на наружные поверхности изделия 18 шток 12 упирается .в, его торец, а рабочая часть оправки I находит на изделие. Пружина 13 сжимается. При вращении корпуса 1 и оправки 11 от электродвигателя 4 клей переносится с рабочей поверхности оправки 11 на наружную поверхность изделия 18, что также обеспечивзется относительным перемещением ; штока 12 и оправки 11. Как после нанесения клея на внутрени,; ;так н после нанесения клея на наружны поверхности изделия 18. поршень 9 возвра-1 щается в исходное положение и через ры чаг 7 поднимает каретку 5с электродвигателем 4 и узлом ианесения клея. При этом пружииа 13 возвращает элементы конструкциив исходное положенне и внутренняя поверхность оправки 11 и наружная поверхность штока 12 смазываются клеем при полном-заполнении клеем зазора S. После приведения устройства в исходное положение цикл нанесения клея на поверхность следующего изделия повторяется. . При -повышении температуры окружающей среды размеры термокомпенсирующих крлец 20 и 21 увеличиваются. При этом уменьшается зазор между ними, ограничивая поступление разжиженного к.лея в ра(5очий зазор между штоком 12 и оправкой 11 устройства. При понижении температуры окружающей среды размеры термокомпенсирующих колец уменьшаются. При этом зазор между ними увеличивается и более вязкий клей через него подается энергичнее в рабочий зазор узла нанесения клея. Использование предлагаемого изобретения обеспечивает увеличение выхода годной продукции за счет повышения качества нанесения клея при изменении темпераФуры окружаюц ей среды.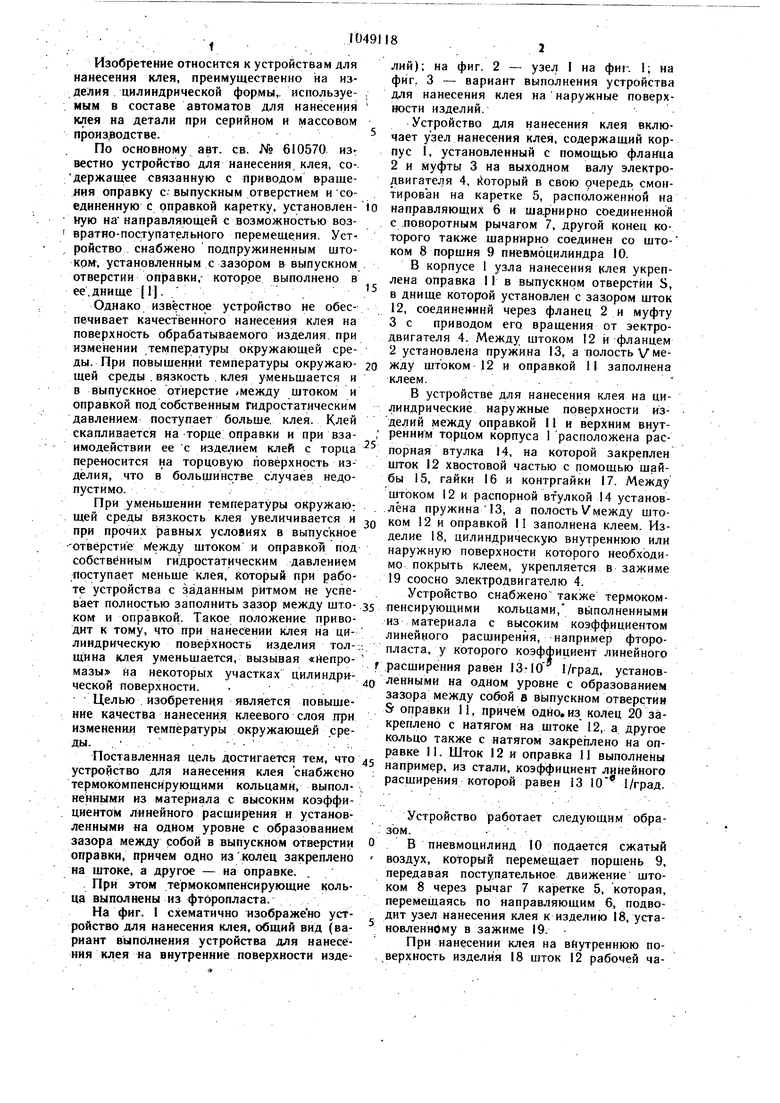
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения клея | 1976 |
|
SU610570A1 |
| Устройство для нанесения клея на цилиндрические изделия | 1982 |
|
SU1100011A1 |
| Устройство для нанесения клея на цилиндрические изделия | 1984 |
|
SU1162506A2 |
| Устройство для нанесения клея на цилиндрические изделия | 1985 |
|
SU1279676A1 |
| ПОГРУЖНОЙ ЭЛЕКТРОНАСОС | 2012 |
|
RU2521534C2 |
| Устройство для нанесения клея на изделия | 1975 |
|
SU558717A1 |
| Устройство для сборки газодинамической опоры | 1981 |
|
SU1010331A1 |
| Устройство для нанесения клея | 1987 |
|
SU1482733A1 |
| СПОСОБ НАНЕСЕНИЯ СЛОЯ БЕТОНА НА НАРУЖНУЮ ПОВЕРХНОСТЬ СЕКЦИИ ПОДВОДНОГО ТРУБОПРОВОДА ИЛИ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2074333C1 |
| Устройство для приготовления и нанесения многокомпонентного состава | 1989 |
|
SU1669575A1 |
I УСТРОЙСТВО ДЛЯ НАНЕСЕ- НИЯ КЛЕЯ по авт. св. №610570, отличающееся тем. Что, с целыб. повышения качества нанесения клеевого слоя при нзмеHcfHKH температуры окружающей среды, ;онр снабжено термокомперсирующими кольцами, выполнениыми из; материала с высоким коэффициентом линейного pacuiHpeнияУи устаиовлеинымн на одном уровне с образованием- зазора между собой в выпускном отверстии оправки, причем одно из колец закреплено на штоке, а другое - на оправке. 2. Устройство по п. 1, отличающееся тем, что термокомпенсирующие кольца вы- полнены из фторопласта. w ( со 00 
тН
bs±|ir
Фиг.З
| Устройство для нанесения клея | 1976 |
|
SU610570A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| тотйп). | |||
