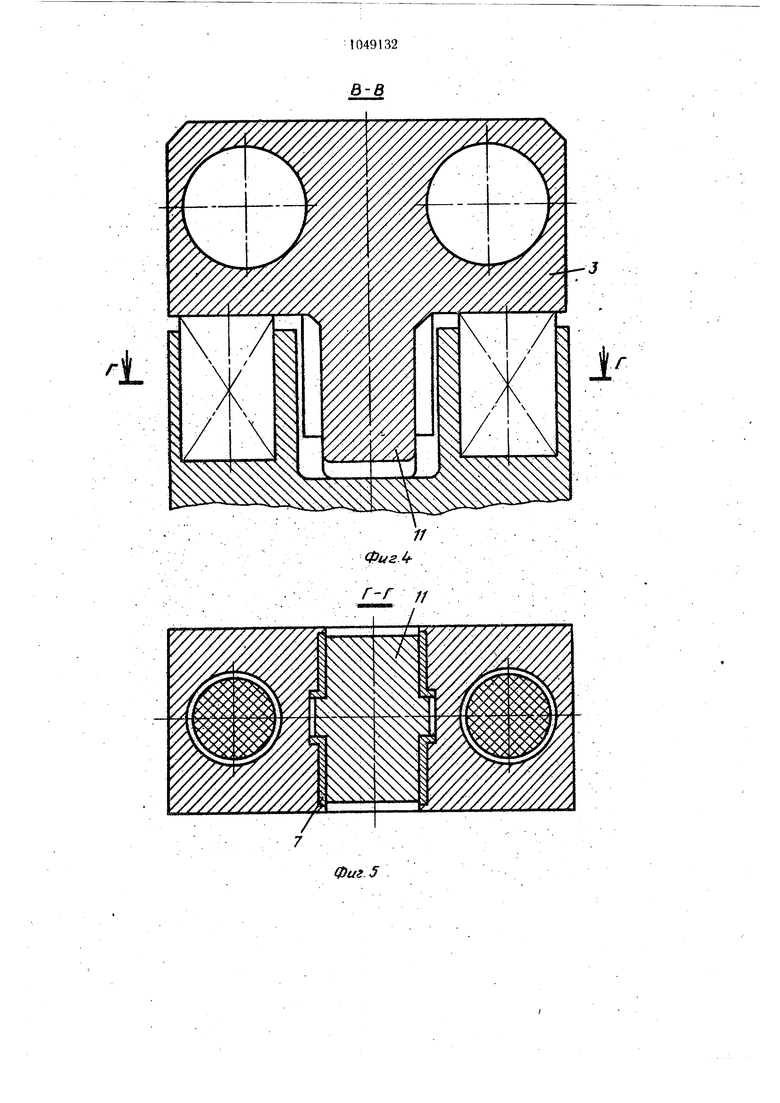
Изобретение относится к прокатному производству и может быть использовано для подачи и выдачи раската на обжимных прокатных станах непосредственно у уширительной клети. По технологическому процессу прокаткк в уширительную клеть обжимного прокатного стана подаются короткие слитки с большим развесом (до 25 т), при этом слитки поворачиваются на 90°, т.е. подаются в уширительную клеть параллельно бочке ролика рольганга и в таком положении проходит процесс обжатия слитка. После обжатия сли ток выдается на рольганг, потом обратно по рольгангу в уширительную клеть, из клети в рольганг и т.д. Поэтому рольганг непосредственно у уширительной клети обжимного прокатного стана должен иметь большую грузоподъемность и минимальный шаг между роликами рольганга:Известен рольганг прокатного стана, вклю чающий раму, ролики с подшипниковыми узлами, закрепленными на раме при помощи клиньев, и привод роликов 1. Однако такая конструкция обеспечивает минимальный шаг роликов только при небольшой грузоподъемности подшипников. Кроме того, во время эксплуатации часто выходят из строя подшипниковые узлы .изза отсутствия амортизаторов. Наиболее близким техническим решением к изобретению является выполнение рольГанга прокатного стана, включающего раму, несущую приводные ролики,, подшипниковые узлы которых установлены в опорах, размещенных в расточках рамы. Опоры обеих сторон роликов объединены в секции, установленные на амортизаторах. Секция к раме крепится при помощи штырей. В процессе эксплуатации из-за температурных удлинений роликов (слябы передаются с температурой 1200-1250) для обеспечения работоспособности подшипников, последние с неприводной стороны рольганга установлены с возможностью перемещения в корпусе подшипника. Для увеличения грузоподъемности с сохранением шага между роликами, как правило, ролики снабжают четырехрядными подшипниками (2. Однако по своей конструкции четырехрядные подшипники качения лишены возможности перемещения в корпусе вдолъ оси ролика относительно рамы рольганга. Целью изобретения является повышение надежности работы рольганга за счет компенсации теплового расширения роликов при прохождении горячего проката. Указанная цель достигается тем, что в рольганге прокатного стана, включающем раму, несущую приводные ролики, подшип.чиковые узлы которых установлены в опорах, размещенных в расточках рамы, опоры подшипниковых узлов роликов, расположенные с их неприводной стороны, установлены с возможностью их перемещения относительно рамы по оси роликов. На фиг. 1 изображен рольганг, общий вид в плане; на Ъиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - разрез Е-Е на фиг. 6. Рольганг прокатного стана включает рамы I и 2, в расточках которых своими опорами 3 н 4 установлены ролики 5. Привод б роликов может быть как групповым, так и индивидуальным. Расточка рамы облицована планками 7 и 8-. Рамы соединены между собой стяжками 9. При этом каждый ролик снабжен четырехрядными подшипниками качения. Подшипники установлены в опору подшипникового узла, опирающегося на амортизаторы Ю (амортизаторы могут быть пружинные, резиновые или комбинированные). С приводной стороны опора 3 выполнена цельной для двух роликов и установлена своим хвостовиком 11 в расточке .рамы 1. С неприводной стороны опора4 выполнена из двух частей, соединенных между собой шпонкой 12 и болтами 13, размещенными в хвостовике 14. Рольганг работает следующим образом. Ролики 5 на подшипниках попарно собираются в цельной опоре 3 приводной стороны и каждый ролик - в соответствующую часть опоры 4 с неприводнрй стороны рольганга. Собранные пары роликов вставляются в расточки рам I и 2, которые соединяются между собой стяжками 9, при этом неточность изготовления роликов по длине компенсируется возможностью перемещения одной части опоры 4 относительно другой с непрнводиой стороны рольганга. Во время приема и выдачи рольгангом слябов статические и ударные нагрузки воспринимаются роликами многорядно (четырехрядного подшипника и амортизаторами подшипникового узла). Тепловые расширения роликов 5 от нагретого сляба компенсируется тем, что с неприводной стороны рольганга каждый роик может перемещаться совместно со своей частью опоры 4 вдоль оси ролика друг относительно друга, так как каждая часть перемещается относительно друг друга в расточке рамы 2 по облицовочным планкам и по шпонке 12. Болты 13 предназначены и для взаимной иксации частей опоры при ее установке в асточку рамы. Таким образом, выполнение с неприводной тороны опоры из отдельных частей (инивидуальио для каждого ролика), обеспеивает надежность при эксрыуатации рольанга для подачи и выдачи слябов развесом о 25 тони при 1200-1250°С.
1
1/ .1
:1
ВиЭА
9
фиг 2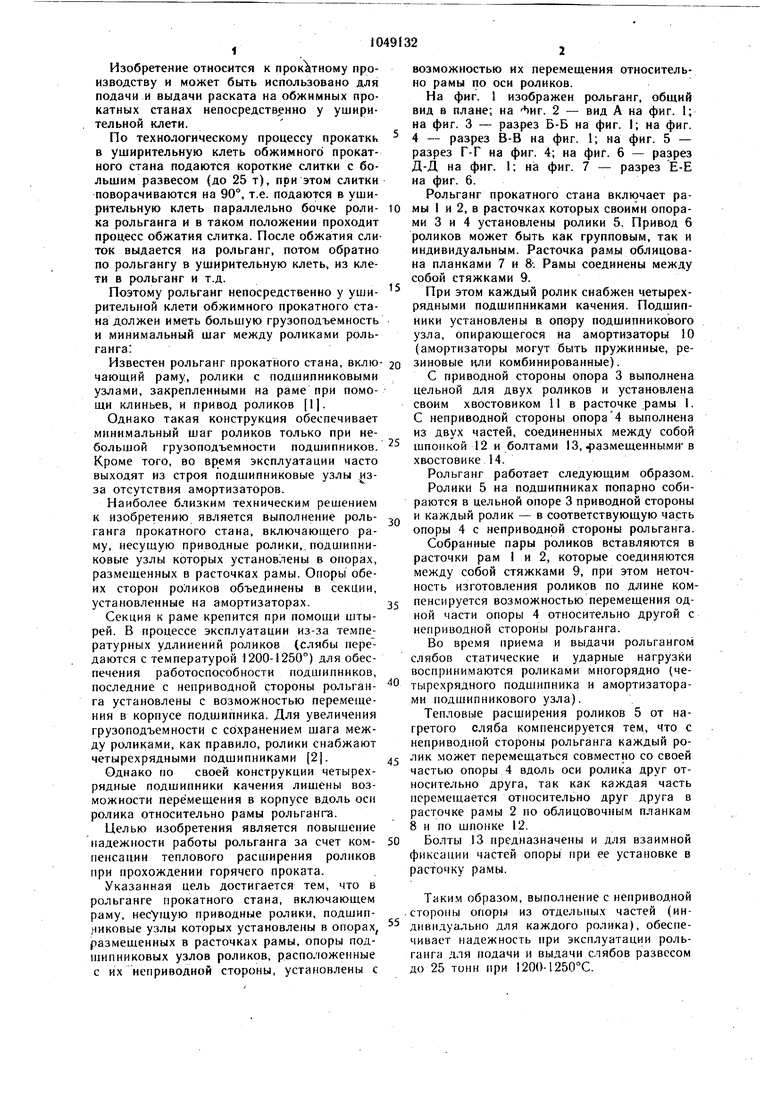
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗВОРОТНО-ТРАНСПОРТНЫЙ РОЛЬГАНГ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1990 |
|
RU2020008C1 |
| Опора ролика рольганга обжимного прокатного стана | 1986 |
|
SU1447455A1 |
| Опора ролика рольганга прокатного стана | 1986 |
|
SU1380825A1 |
| Поворотный рольганг толстолистового прокатного стана | 1987 |
|
SU1445830A1 |
| Манипулятор обжимного прокатного стана | 1987 |
|
SU1444006A1 |
| Рабочий рольганг обжимного прокатного стана | 1977 |
|
SU716660A2 |
| Рольганг станов горячей прокатки | 1981 |
|
SU1017398A1 |
| ОПОРНЫЙ УЗЕЛ РОЛИКА РОЛЬГАНГА ОБЖИМНОГО СТАНА | 2001 |
|
RU2205076C1 |
| СПОСОБ, А ТАКЖЕ ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ ИЗГОТОВЛЕННОГО МЕТОДОМ РАЗЛИВА В СЛИТКИ ПРОКАТНОГО МАТЕРИАЛА, УСТРОЙСТВО УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ ДЛЯ ПРОКАТНОГО СТАНА, МАШИННО-СЧИТЫВАЕМЫЙ ПРОГРАММНЫЙ КОД ДЛЯ УСТРОЙСТВА УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ, А ТАКЖЕ ЗАПОМИНАЮЩАЯ СРЕДА | 2012 |
|
RU2589962C2 |
| Обжимной пресс для редуцирования прокатываемого материала | 1991 |
|
SU1838010A3 |

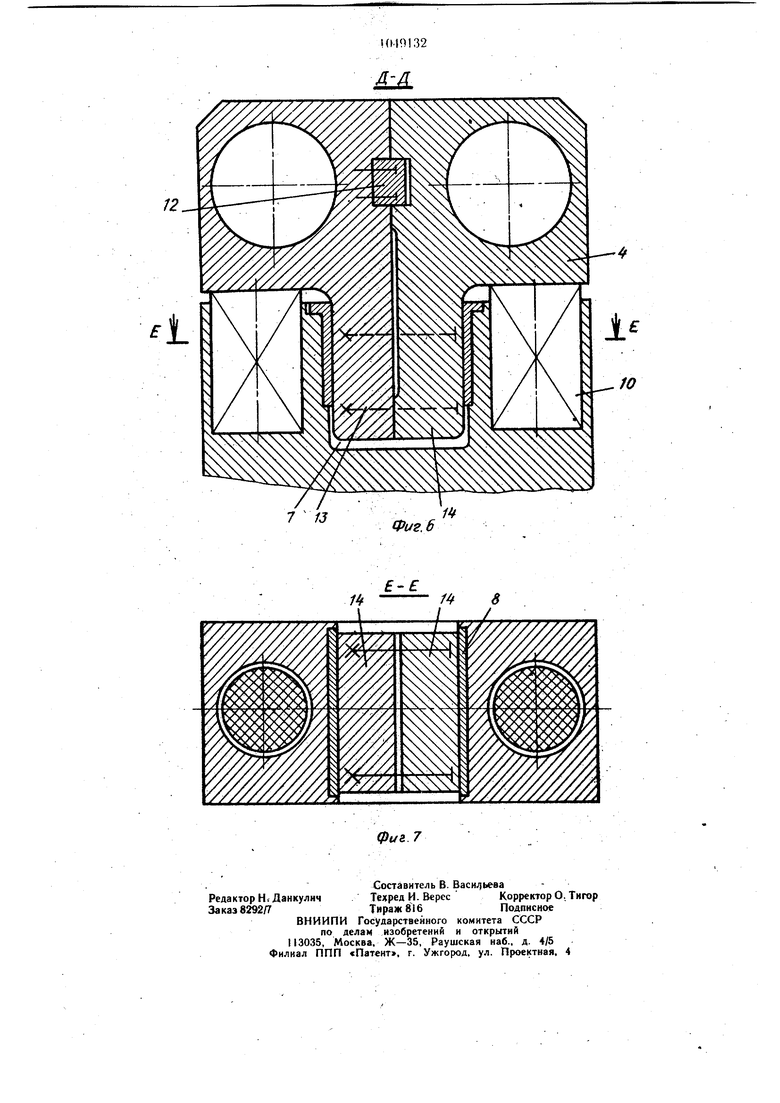
РОЛЬГАНГ ПРОКАТНОГО СТАНА, включающий раму, несущую приводные ролики, поди1ипниковые узлы которых установлены в опорах, размешенных в расточка рамы, отличающийся тем, что, с целью повы шення надежности работы рольганга за счет компенсации теплового р асширения . роликов при прохождении горячего проката, опоры подшипниковых узлов роликов, распо. ложенные с их неприводной стороны, установлены с возможностью их перемещения относительно рамы по оси роликов. ; (Л :О оо 5 фиг1
1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РОЛЬГАНГ ПРОКАТНОГО СТАНА | 0 |
|
SU275974A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ВЫРАБОТКИ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2443168C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| д | |||
