Изобретение относится к обработке металлов давлением, а точнее к устройствам для прессования изделий переменного сечения. По основному авт. св. Ns 825224 известен инструмент для прессования изделнй переменного сечения, содержащий мatpнцeдepжатель, разборную матрицу и трубчатую опору. Наружные поверхности подвижных частей матрицы и соответствующая им поверхность отверстия матрицедержателя выполнена наклонными в направлении прессовання, а трубчатая опора, на которую опирается матрица, установлена с возможностью осевого перемещения. Кроме этого, инструмент может иметь задние торцы подвижных в радиальном направлении частей матрицы. и контактирующий с ними торец трубчатой опоры, выполненные наклонными навстречу направлению прессования, а также может быть снабжен Закрепленной на торце трубчатой опоры дополнительной матрицей {. Недостаток такой конструкции состоит в том, что &н€щние габариты трубчатой tfnoры и дополнительной матрицы, устанавливаемой на ней, ограничены размером наименьшего отверстия матрицедержателя, что уменьшает технологические возможности инструмента, ограничение контактной поверхности между опорой и матрицей не позволяет осуществлять процесс прессовакия с больщими усилиями (например высо-, копрочных сплавов), так как контактные давления могут превышать допускаемые. Известен инструмент для прессования изделий переменного сечения, в котором на части наклонной поверхности матрицедержателя с выходной его стороны вьшолнены продольные пазы, а на обращенных к ней поверхностях дополнительной матрицы и трубчатой опоры - соответствующие по форме и размерам этим пазам заходящие в них выступы. Это позволяет увеличить контактную поверхность трубчатой опоры и матри Цы на величину суммы площадей сечения выступов 2}. Однако в этом инструменте.контактная поверхность трубчатой опоры ограничена размерами контактирующих с ней задних торцев подвижных в радиальном направлении частей матрицы. Целью изобретения является повышение стойкости и расширение технологических возможностей инструмента. Поставленная цель достигается тем, что инструмент снабжен подкладкой, установленной в матрицедержателе совместно с подвижными частями матрицы со стороны их переднего торца и выполненной с буртиками для направления подвижных частей матрицы, при этом трубчатая опора, подвижные части мйтрицы и подкладка выполнены с выступами на наружной поверхности, а в матрицедержателе выполнены сквозные продольные пазы под выступы. Кроме того, с целью прессования изделий с законцовками подкладка выполнена с отверстием, площадь которого меньше пло- . щади калибрующего отверстия матрицы в максимально разведенном положении. На фиг. I показан инструмент в исходном положении при максимально разведенных частйх матрицы, продольное сечение; на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - инструмент при сведенных частях матрицы во время прессования изделия переменного сечения, продольное сечение; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. - те же положения инструмента при изготовлении изделия переменногоч: сечения с законцовкой. На контейнере 1 и соосно размещенном в нем пресс-щтемпеле 2 установлен кнструмент, состоящий из матрицедержателя 3 со сквозным отверстием, имеющим наклонные в направлении прессования поверхности, по всей протяженности которых выполнены продольные пазы (в данном случае выполнено по два паза). Со стороны контейнера установлена подкладка 4, опирающаяся на торец подвижных в радиальном направлении частей 5 матрицы, взаимодействующих с наклонными поверхностями матрицедержателя и опирающихся на торец трубчатой опоры 6. В подкладке 4, подвижных частях 5 матрицы и опоре 6 выполнены выступы, по форме и размерам соответствующие продольным пазам матрицедержателя и входящие в эти пазы. Высота выступов на опоре 6 и подкладке 4 равна глубине пазов со стороны минимального отверстия матрицедержателя, т. е. выступы опоры и подкладки полностью закрывают пазы, а высота выступов на частях 5 меньше и они закрывают пазы только в крайнем, максимально раздвинутом положении. На торце подкладки, прилегающем к частям 5 матрицы, выполнены буртики 7, выполняющие роль частей матрицы, не перемещающихся в радиальном направлении. Между буртиками установлены подвижные части 5 матрицы, образующие вместе с ними очко матрицы. Площадь сечения внутреннего контура подкладки 4 больше площади сечения, очка матрицы в максимально разведенном положении. Запорное кольцо 8, закрепленное на матрицедержателе винтами 9, технологический вкладыш 10, установленный в канале матрицы между ее подвижными частями с помощью, например, шариковых замков, содержащих пружину 11 шарики 12, обеспечивают простой монтаж инструмента на прессе, Инструмент работает следующим образом. В исходном положении заготовка 13 установлена в камеру контейнера 1, матрицедержатель 3 прижат к торцу контейнера, трубчатая опора 6 закреплена в крайнем переднем положений и на нее опираются подвижные части 5 матрицы, а вкладыш 10 в канале матрицы удерживается замками. Продольные пазы, выполненные в наклонных поверхностях матрицедержателя, закрыты выступами подкладки 4. При распрессовке заготовки 13 пресс-t щтемпелем 2 металл начинает истекать в очко матрицы, давит на вкладыщ 10 и перемещает его из канала матрицы в канал трубчатой опоры 6. Затем опора 6 перемещается в направлении истечения металла по заданному скоростному режиму, обеспечивающему получение изделия 14 необходимой конфигурации. При этом подвижные части 5 матрицы, двигаясь по наклонным поверхностям матрицедержателя 3, сближаются, а на изделии выполняется плавный переход2 от утолщенного переднего конца к участку с меньшим сечением. Участки изделия с постоянным сечением по длине выполняются при заторможенной опоре. Инструмент.(фиг. 5-8) имеет аналогичную конструкцию и работает также как и вышеописанный. Отличие заключается в том, что подкладка 4 имеет отверстие, площадь которого меньще площади калиб рующего отверстия матрицы в максимально разведенном положении. На ее наружных к наклонным поверхностям матрицедержателя сторонах выполнены выступы, соответствующие по форме и размерам продольным пазам матрицедержателя и закрывающие их. В исходном положении прессуется законцовочная часть изделия через подкладку и при максимально разведенных частях 5 матрицы. Затем при перемещении опоры 6 прессуется участок изделия переменного уменьшающегося сечения. При этом части 5 матрицы, двигаясь по наклонным поверхностям матрицедержателя, , сближаются и деформируют металл, прошедший через подкладку 4. Сечение изделия постоянного по длине профиля прессуется при заторможенной опоре 6. Обратным движением опорь 6 или наддвижением контейнера на опору можно выдавить из продольных пазов матрицедержателя затекший в них металл, получив при этом, в случае необходимости, участок изделия увеличивающегося поперечного сечения и вторую законцовку. Предлагаемый инструмент по сравнению с известным обеспечивает максимальное опорное поперечное сечение трубчатой опоры и подвижных в радиальном направлении частей матрицы за счет образования на них выступов и позволяет снизить контактные напряжения на трубчатой опоре. Выступы, выполненные на подвижных частях матрицы, обеспечивают значительно большее радиальное перемещение этих частей, что позволяет изготавливать изделия с большими перепадами сечений. Снижение контактных напряжений Б трубчатой опоре, подвижных частях матрицы и увеличение радиального перемещения этих частей .позволяет повысить надежность и долговечность инструмента. При этом имеется возможность обработки более труднодеформируемых сплавов с высокими коэффициентами вытяжки.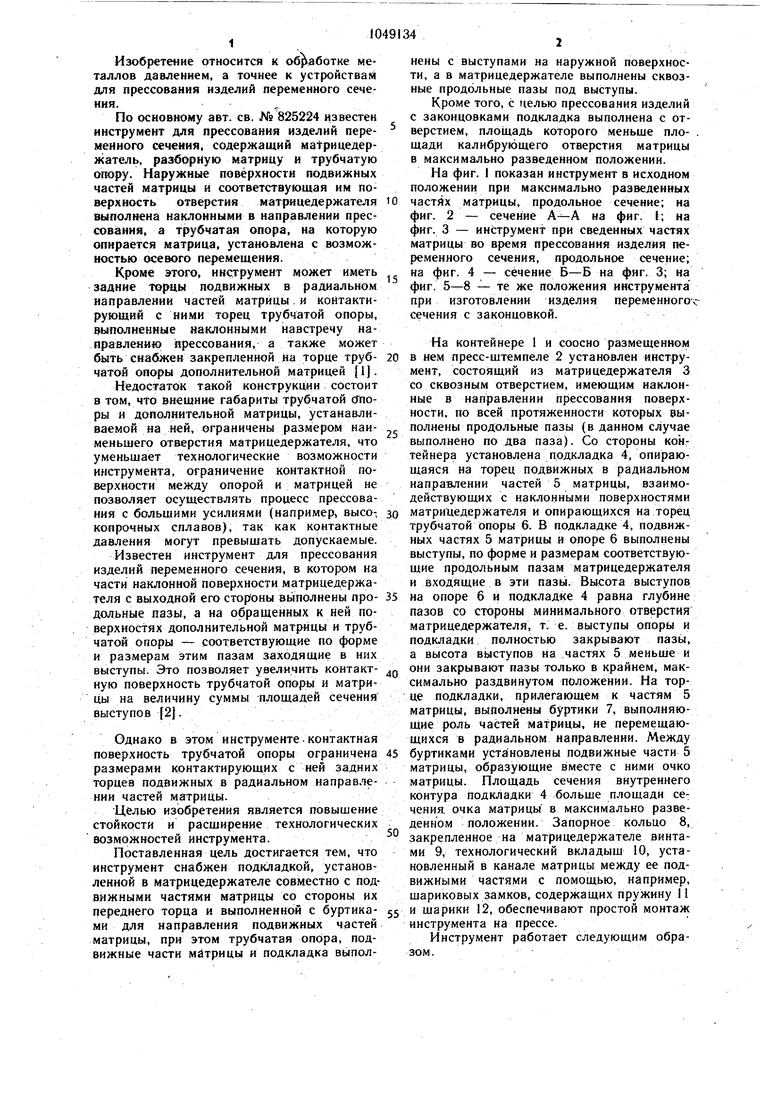


I. ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ по авт. св. №825224, отличающийся тем, что, с целью повышения стойкости и расши|рения технологических возможностей г.Г инструмента, dH снабжен подкладкой, установленной в матрицедержателе совместно с подвижными частями матрицы со стороны их переднего торца и выполненной с буртиками для направления подвижных частей матрицы, при этом трубчатая опора, подвижные части матрицы и подкладка выполнены с выступами на наружной поверхности, а в матрицедержателе выполнены сквозные продольные пазы под выступы. 2. Инструмент по п. ,oтлuчaюп uйcя etл, что, с целью прессования изделий с законцовками, подкладка выполнена с отверстием, площадь которого меньше площад,и калибрующего отверстия матрицы в максимально разведенном положении. А 981 t
иг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1979 |
|
SU825224A1 | |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Инструмент для прессования изделий переменного сечения | 1980 |
|
SU940886A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
