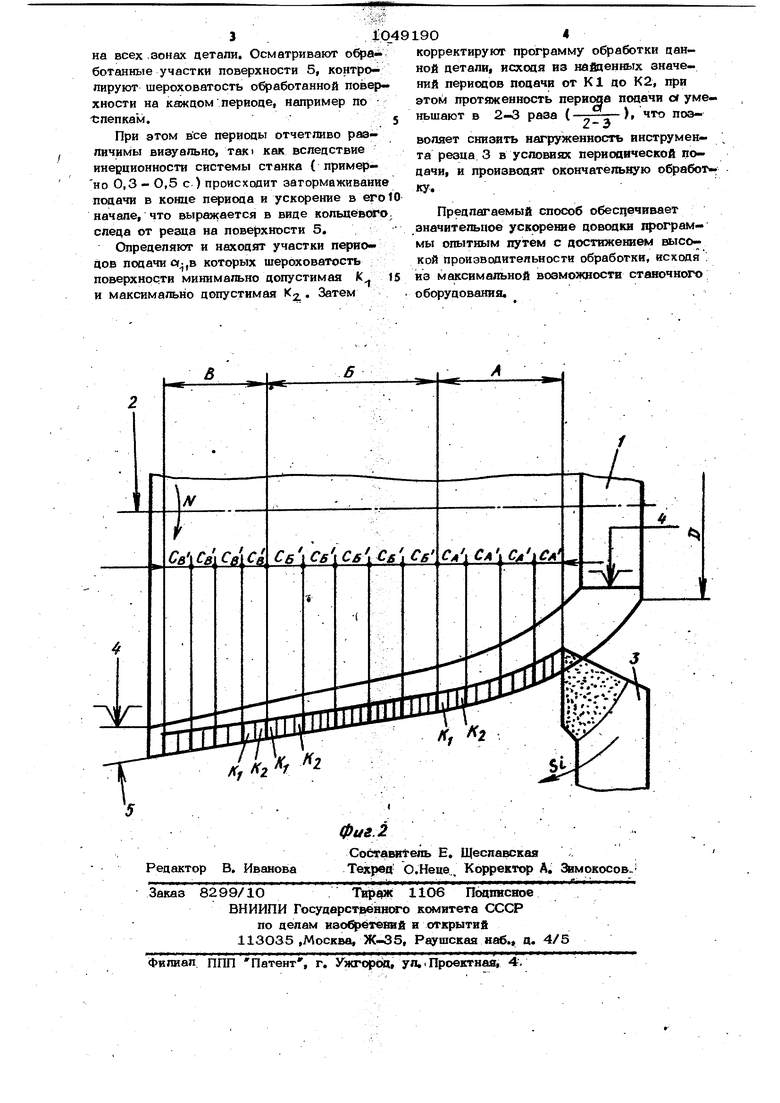
Изобретение относится к способам обработки металлов резанием и может быть использовано при обработке нежестких деталей на токарных станках с программным управлением. Известен способ обточки нежестких деталей на токарных станках с программ ным управлением, заключающийся в опытной обработке режимов по доводочной про грамме путем сообщения инструменту перемещения с периодической подачей и ее последующей корректировке по полученным результатам tl }. Недостатком известного способа является значительная трудоемкость, возрастающая при изготовлении малых партий иодеЛИЙ,вследствие ухудшения соотношения основного и вспомогатешэиого времени. Цепью изобретения является повыше- ние производительности при обточке нежестких деталей за счбт сокращения количества пробных проходов. Цель достигается тем, что согласно способу обточки нежестких детапей на токарных станках с прот аммньш управлением, включающему опытную отработку режимов резания по доводочной программе путем сообщения инструменту перемещения с периодической подачей и ее nocледующую корректировку по полученным результатам, перисщвческую подачу осушествляют в пределах зон с различной жесткостью циклически воэрастйкхцей до опонтанированяя вибраци а в качестве корректирующего параметра в ьлбира10т величину подачи, соответствующую иикду с требуемой шероховатостью офабатывае мой поверхности. На i«r, 1 приведена .схема перемещения инструмента по доводочной программе; на фиг. 2 - to же, по откорректированно программе.. , Схема содержит обрабатываемую деталь 1 (показана в сечении), ось2шпин- и деля токарного станке совпадающую с . продольной осью врашеквя детали, резец 3 установленный в резцедержателе станка. Кроме того, на схеме обовначено: 4места закрепление детали в станке, 5поверхностъ детали, обрабатываемой резцом 3} N - -ЧИСЛО оборотов детали 1 при обработке; А, Б В - эоны детали 1, .обусловленные разножесткостью; X) - дваметр деталв 1} S . - продольная подана резца 3, изменяемая по периодам; С А, СБ, СВ -цикл периодической подаяи при о(Н аботке детали по доводочной программе; о - период подачи (единичный}, из которых состоят циклы СА, СБ, СВ, причем количество периодов р циклах не одинаково. Протяженность периодов подачи cJ одинакова для всех циклов и составляет 2-3 базовые длины измерения шероховатости поверхности, сц, л i -« On - номера периодов а в циклах СА, СБ, СВ по порядку до момента спонтанирования вибраций в детали, величина подачи S возрастает от периода к периоду, начиная с периода сц. а.-период, при котором происходит спонтанирование вибраций в детали (резкое возрастание вибрации, сопровождающееся зарезами или резким ухудшением шероховатости обработки). Для каждого .цикла номер этого периода различный и зависит от жесткости стен-; KB обрабатываемой детали в зоне резания. К1 - период подачи S. , в котором допускаемая шероховатость обработанной поверхности минималь.на, отнесенный к юдному циклу; К2 - период подачи S 5 , в котором допускаемая шероховатость обра- ботываемой детали максимальна, отнесенный к одному циклу; Сд , С g, С ц - цикл периодической подачи при обработке детали по рабочей программе; 2-3 - период подачи (единичный), из которых состоят цикаы. Способ реализуется следукядим обрезом. При работе на токарном станке с программным управлением вращают деталь с оборотами N вокруг оси 2, Составляют доводочную программу (опытную), состоящую из цикла с последовательно расположенными периодами d в количестве от . Величина подачи 5.; в периоде 3 равна 40-5О% расчетнсяго значения прдачи, на последующих периодах значение подачи5.увеличивается по определенному закону, (например по закону арифметической/,.: прогрессии со знаменателем 1,5 -3,в зависимости от изученности обрабатываемости материала) до достижения 5ОО% расчетного значения подачи. Затем с указанным циклОм периодических подач обрабатывают зоны А, Б, В детали с определенными значениями оборотов детали я глубины peeatffisi, например постоянных по длине детайи. При спонтанйровании вибрации в детали в процессе обработки (которая неизбежно должна произойти в пределах выбранного диапазона подачи) отводят .резец 3 от обрабатываемой поверхности 5. Повторяют ати переходы
на всех .зонах цетапи. Осматривают обра-ботанные участки поверхности 5, контролируют шероховатость обработанной поверхности на каждом периоде, например по -спепкам.
При этом все периоды отчетливо различимы визуально, так как вследствие инерционности системы станка { примерно 0,3 - 0,5 с ) происходит затормаживание подачи в конце периода и ускорение в его tO начале, что выражается в виде кольцевого, следа от резца на поверхности 5.
Определяют и находят участки перио- цов подачи 0(,в которых шероховатость поверхности минимально допустимая К 15 и максимально допустимая «2. Затем
корректируют программу обработки данной детали, исходя из найпенных значений периодов подачи от К1 до К2, при
этом протяженность периоаа подачи о уменьшают в 2-3 раза { , ), что позволяет снизить нагруженность инструмента резца 3 в условиях периоовческой подачи, и производят окончательную обработку.
Предлагаемый способ обеспечивает значительное ускорение довоакв программы опытным путем с достижением высокой производительности обработки, исходя . из максимальной возможности станочного оборудования.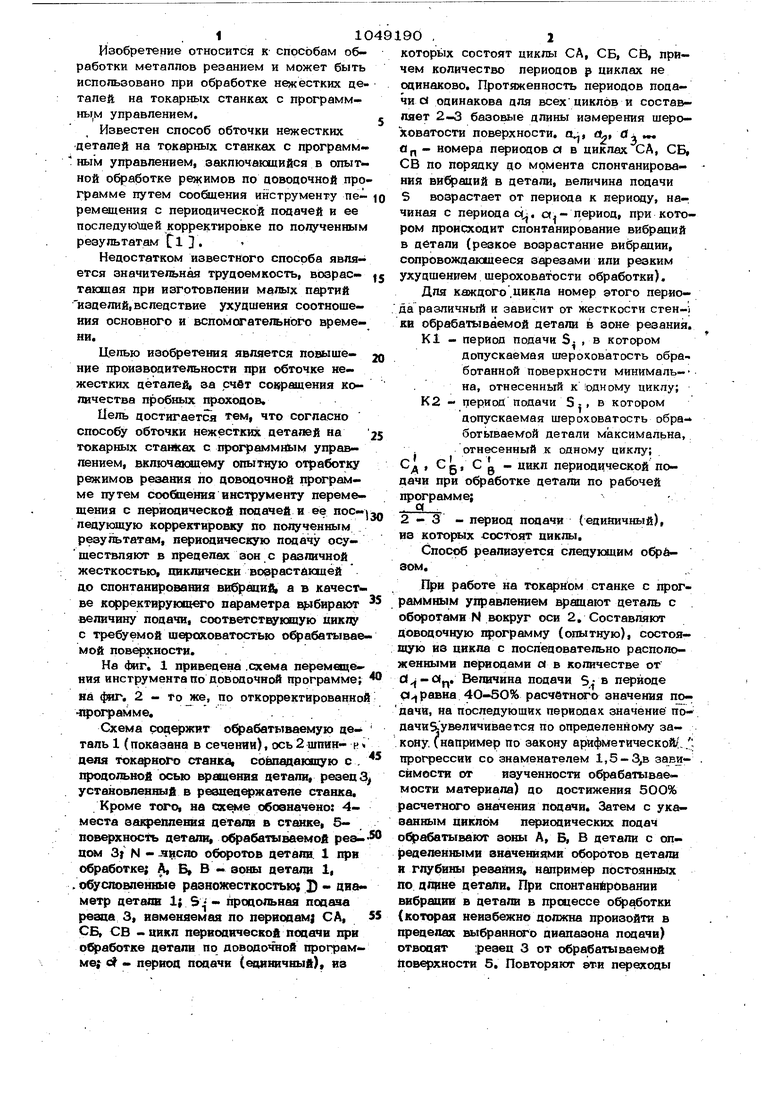
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК НА СТАНКАХ С ЧПУ | 2013 |
|
RU2544713C1 |
| Устройство для токарной обработки | 1980 |
|
SU984794A1 |
| Способ многопроходной обработки и инструмент для его осуществления | 1984 |
|
SU1237399A1 |
| Устройство для обработки с вибрациями нежестких цилиндрических деталей | 1985 |
|
SU1301648A1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
| СПОСОБ И МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ КОМПЛЕКСНЫХ КОНТУРОВ АСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2397844C1 |
СПОСОБ ОБТОЧК И НЕЖЕСТКИХ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ, включающий опытную отработку режимов резания по аоводочной программе лутем сообщения (Инструменту перемещения с периодической подачей и ее последующую корректировку по полученным результатам, отличающийся тем, что, с цепью, повышения производительности за счёт сокращения количества пробных проходов, периодическую подачу осуществляют в пределах зон с различной жестко-, стью, циклически возрастающей до спонтанирования вифаций а в качестве корректирующего параметра выбирают величину подачи, соответствующую циклу с требуемой шероховатосты обрабатываемой пов хности. (Л ;о со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бпюмберг В, А | |||
| Справочник токаря | |||
| Л., Машиностроение, 1981, с | |||
| Пуговица | 0 |
|
SU83A1 |
| , | |||
