Изобретение относится к машиностроению, в частности к комбинирован ным методам обработки, и может быть применено при многопроходной обработке цилиндрических деталей токарными резцами.
Цель изобретения - повышение производительности обработки за счет применения одного инструмента с использованием его прямого и обратного ходов.
На фиг.) показан резец для осущест вления предлагаемого способа; на фиг.2 - схема обработки по данному способу.
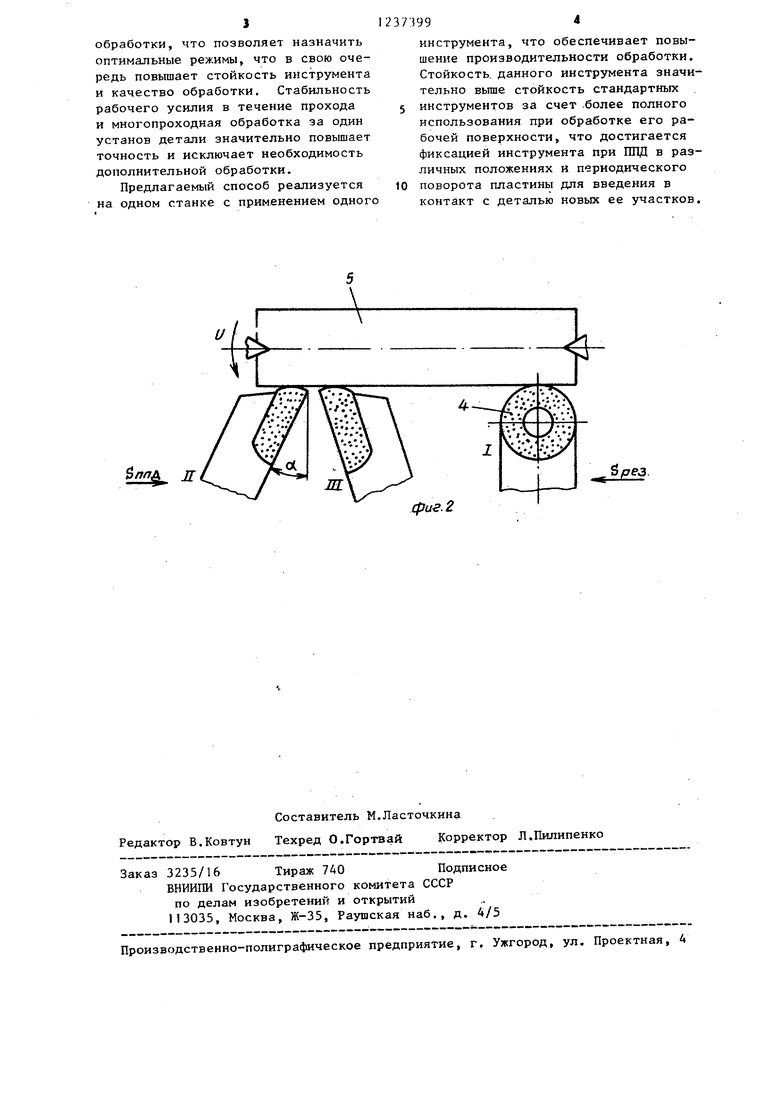
Резец дпя осуществления предлагаемого способа (фиг.1) состоит из державки 1, в которой на оси 2 закреплена круглая режущая пластина 3 Торцовая поверхность режущей пластины выполнена торовой, причем касательная, проведенная через вершину тора, расположена под углом к нижнему основанию пластины. Этот угол равен 90 -ci, где oi - задний угол режущей пластины, за который принят угол наклона хорды, соединяющей две крайние точки дуги окрулшости, образующей торовую заднюю поверхность резца.
Обработка осуществляется следующим образом.
Для осуществления процесса резания инструмент 4 (фиг.2) устанавливается на обыч1: ый токарный резец (I) Детали 5 сообщают вращение, инструменту - движение продольной подачи (Spg,, ). После окончания резания для проведения пластического деформирования инструмент поворачивают на 90 вокруг его продольной оси симметрии, проходящей через его вершину, и выводят вершину резца из контакта с деталью, для чего наклоняют инструмент по отношению к направлению поперечной подачи на угол, равный заднему углу (о;.) инструмента. В контакт с деталью вводится центр дуги окружности, образующей торовую заднюю поверхность резца. Установленный таким образом инструмент может производить как поверхностное пластическое деформирование после резания для снижения шероховатости поверхности, так и опережающее пластическое деформирование для упрочнения поверхностного слоя детали перед резанием. В зависимости от того, в
какую сторону поворачивать инструмент (по или против часовой стрелки) и в каком направлении (по или против подачи Spg ) его наклонять, фиксация
инструмента для проведения пластического деформирования может производиться в двух положениях (II и III). Багружение обрабатывающей пластины в этих двух положениях от усилий
деформирования также будет различным. При обработке детали инструментом, зафиксированном во II положении, пятью контакта инструмента с обрабатываемой поверхностью располагается ближе
к режущей кромке, чем при фиксации инструмента в III положении. Вслед- сиве этого, при увеличении усилий деформирования при фиксации резца во II положении возможно разрушение режущей кромки. Поэтому дпя опережающего пластического деформирования, характеризуемого большими усилиями, рекомендуется применять обработку с фиксацией инструмента в III положении. После резания можно осуществлять сглаживание микронеровностей с фиксацией инструмента в II положении. Чередование обработки с фиксацией резца в II и III положениях
позволяет наиболее полно использовать всю рабочую поверхность инструмента, что повышает его стойкость. Для проведения процесса резания после пластического деформирования
инструмент вновь поворачивают на 90 вокруг своей оси симметрии, проходящей через его верщину и ось детали, а также наклоняют по отношению к направлению поперечной подачи на угол,
равный заднему углу инструмента, при этом в контакт с деталью вводится режу-, щая кромКа, а резец занимает исходное положение для обточки. Таким образом производят необходимое количество проходов инструментом с чередованием резания и поверхностного пластического деформирования , Причем для обработки используется как прямой, так и обратный ход резца. После этого деталь
снимается со станка и ставится новая заготовка. Цикл обработки повторяется. При жестком закреплении режущей пластины в державке возможно проведение процессов точения и выглаживания
при креплении пластины с возможностью вращения на оси - ротационного точения и обкатывания. При каждом проходе инструмента реализуется один метод
обработки, что позволяет назначить оптимальные режимы, что в свою очередь повышает стойкость инструмента и качество обработки. Стабильность рабочего усилия в течение прохода и многопроходная обработка за один установ детали значительно повышает точность и исключает необходимость дополнительной обработки.
Предлагаемый способ реализуется на одном станке с применением одног
и
4
инструмента, что обеспечивает повышение производительности обработки. Стойкость, данного инструмента значительно вьш1е стойкость стандартных инструментов за счет .более полного использования при обработке его рабочей поверхности, что достигается фиксацией инструмента при ППД в различных положениях и периодического поворота пластины для введения в контакт с деталью новых ее участков.
ш.
фие.2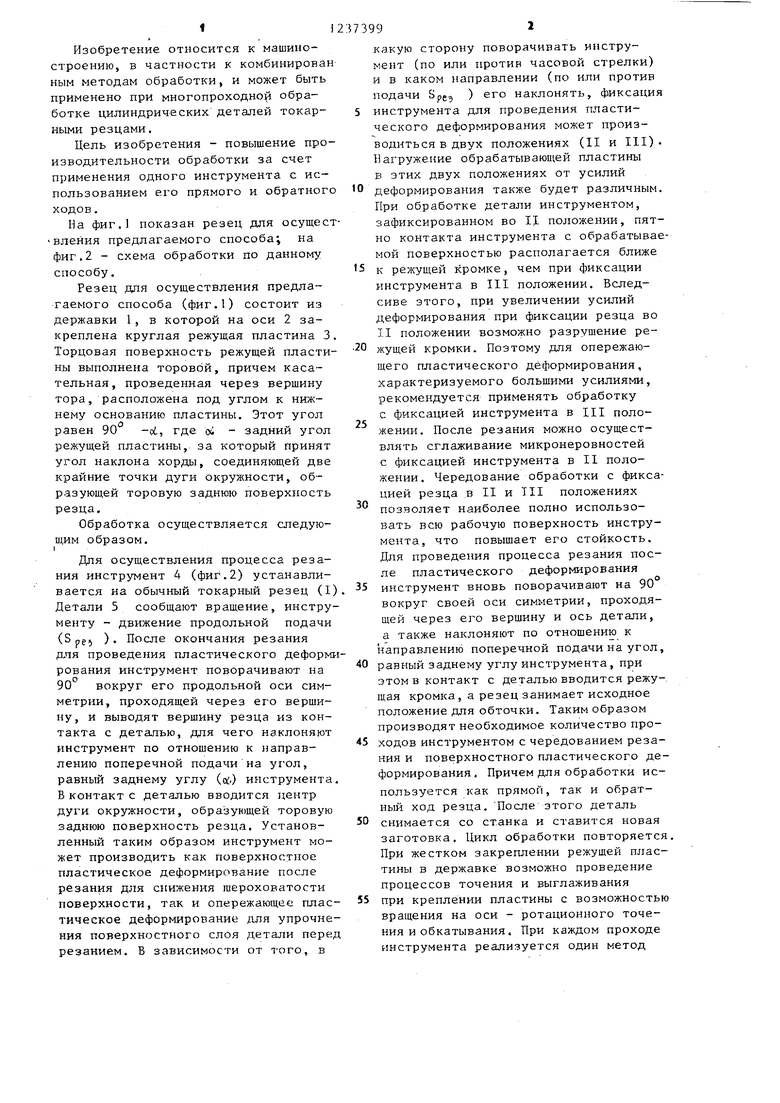
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Резец | 1986 |
|
SU1393534A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Резец для совмещенной обработки резанием и поверхностным пластическим деформированием | 1988 |
|
SU1590357A1 |
| Резец | 1990 |
|
SU1780931A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2399460C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
1 . Способ .многопроходной обработки, при котором осуществляют последовательно чередующееся поверхностное пластическое деформирование и резание, отличающийся тем, что, с целью повьшзения производительности обработки за счет применения одного инструмента с использованием его прямого и обратного ходов, перед каждым проходом инструмент поворачивают на 90 вокруг его продольной оси симметрии, проходящей- через вершину инструмента, и устанавливают под углом, равным заднему углу инструмента, к направлению поперечной подачи. 2. Инструмент для многопроходной обработки, содержащий резцовую державку с закрепленной в ней круглой режущей пластиной, отличающийся тем, что торцовая поверхность режущей пластины выполнена торовой,-причем касательная, проведенная через вершину тора, расположена под углом к нижнему основанию режущей пластины. i (Л С ю со со со CQ фиг.1
| Монченко В.П | |||
| Эффективная тех- нстогия производства полых цилиндров М,: Машиностроение, 1980, с | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Ящерицын П.И | |||
| и др | |||
| Основы проектирования режущих элементов с применением ЭВМ | |||
| Минск | |||
| : Высшая школа, 1979, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Способ амидирования жидких сульфохлоридов ароматического ряда | 1921 |
|
SU316A1 |
| ( СПОСОБ МНОГОПРОХОДНОЙ ОБРАБОТКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | |||
